También podría gustarte
- PLC y SensoresDocumento26 páginasPLC y SensoresAlvaroAún no hay calificaciones
- Proyección PLCDocumento46 páginasProyección PLCAlex Serna RestrepoAún no hay calificaciones
- Controles Logicos Programables PLCDocumento9 páginasControles Logicos Programables PLCGarcia JairoAún no hay calificaciones
- Temporizador Ton en PLC s7-200Documento3 páginasTemporizador Ton en PLC s7-200Elyel Surco MAún no hay calificaciones
- Clase 1 InstrumentacionDocumento35 páginasClase 1 InstrumentacionMARS BELL DANCEAún no hay calificaciones
- T-05 Mantenimiento A Máquinas DC para Soldadura PDFDocumento13 páginasT-05 Mantenimiento A Máquinas DC para Soldadura PDFDavid Torres100% (1)
- Lab 02 - Interruptores y Sensores de ProximidadDocumento27 páginasLab 02 - Interruptores y Sensores de ProximidadJulio Wilber Valencia CornejoAún no hay calificaciones
- TABLA de AMPERAJES de MOTORES Apuntes de Maquinas ElectricasDocumento2 páginasTABLA de AMPERAJES de MOTORES Apuntes de Maquinas ElectricasDiego Ivan Arguello LunaAún no hay calificaciones
- SCRDocumento10 páginasSCRZambrano MonoAún no hay calificaciones
- Investigacion SoldaduraDocumento34 páginasInvestigacion SoldaduraRodnie RodriguezAún no hay calificaciones
- Tarea Lectura Motores GuardamotorDocumento8 páginasTarea Lectura Motores Guardamotorbrayan estiven vilca ponceAún no hay calificaciones
- L10 - Puntuación - Caceres DiegoDocumento3 páginasL10 - Puntuación - Caceres DiegoDiego Alessandro Caceres YallercoAún no hay calificaciones
- J. Franco ProyectoDocumento15 páginasJ. Franco ProyectoJunior BayonaAún no hay calificaciones
- T-01-G Desmontaje, Componentes, Evaluación y Montaje de Bombas de Agua.Documento14 páginasT-01-G Desmontaje, Componentes, Evaluación y Montaje de Bombas de Agua.Carlos Eduardo MaytaAún no hay calificaciones
- Modelado de Sistemas de Nivel de LíquidoDocumento6 páginasModelado de Sistemas de Nivel de LíquidoJesus RomeroAún no hay calificaciones
- 2c ElectricidadDocumento12 páginas2c ElectricidadGuido NorambuenaAún no hay calificaciones
- 1 Introduccion PLC1Documento20 páginas1 Introduccion PLC1Yeslie Aguilar ClavijoAún no hay calificaciones
- Ejericio para Resolver Con El Método GrafcetDocumento3 páginasEjericio para Resolver Con El Método GrafcetLUIS ESCOBAR MINAAún no hay calificaciones
- Plc2-Drive Executive-Power Flex 40 (7 de Marzo)Documento29 páginasPlc2-Drive Executive-Power Flex 40 (7 de Marzo)Palmer DionicioAún no hay calificaciones
- Contexto Operacional PraxsDocumento8 páginasContexto Operacional PraxsAlexanderVillacrésAún no hay calificaciones
- Capitulo 1Documento99 páginasCapitulo 1Wilmer MarinAún no hay calificaciones
- Check List ElectricoDocumento9 páginasCheck List ElectricoOscar CatalanAún no hay calificaciones
- Lab 01 - P&IDDocumento9 páginasLab 01 - P&IDJordan Jarry Canales CcalloAún no hay calificaciones
- Practica 1 Circuitos Electricos 2Documento16 páginasPractica 1 Circuitos Electricos 2Willy FloresAún no hay calificaciones
- Neuma TIicaDocumento26 páginasNeuma TIicaMiriam HernandezAún no hay calificaciones
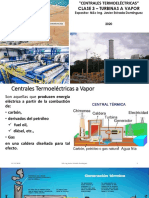
- TURBINASAVAPORDocumento42 páginasTURBINASAVAPORJosue Cruz SullcaAún no hay calificaciones
- Rele 3Documento12 páginasRele 3BetoAún no hay calificaciones
- Informe de Juantas ToricasDocumento13 páginasInforme de Juantas ToricasguidoAún no hay calificaciones
- Curso RCM Mantenimiento Basado Confiabilidad Tecsup PDFDocumento64 páginasCurso RCM Mantenimiento Basado Confiabilidad Tecsup PDFAriel Cruz ChoqueAún no hay calificaciones
- Guia 6 Control y Mando DigitalDocumento14 páginasGuia 6 Control y Mando Digitaljoge100% (1)
- Informe 8Documento6 páginasInforme 8Pablo AmbatoAún no hay calificaciones
- Aplicaciones Con Dispositivos de Potencia-1Documento40 páginasAplicaciones Con Dispositivos de Potencia-1Yordi AlvitrezAún no hay calificaciones
- Lab4 PLCDocumento10 páginasLab4 PLCRichter VegaAún no hay calificaciones
- Lab 04 - Neumática e HidraulDocumento10 páginasLab 04 - Neumática e Hidraulcesaringeniero100% (1)
- Seleccion de Un PLC PDFDocumento20 páginasSeleccion de Un PLC PDFCarlos JaramilloAún no hay calificaciones
- Pasos Programacion PLCDocumento16 páginasPasos Programacion PLCLeo St Dominguez LeyvaAún no hay calificaciones
- Instalacion de Calefaccion EléctricaDocumento8 páginasInstalacion de Calefaccion Eléctricapepex123456100% (3)
- Control de Maquinas Con PLCDocumento74 páginasControl de Maquinas Con PLCPedro BedoyaAún no hay calificaciones
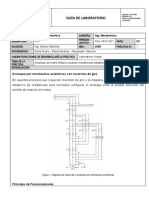
- Arranque EstatóricasDocumento10 páginasArranque EstatóricasAlexander Valencia100% (2)
- Componentes de Una SubestacionDocumento14 páginasComponentes de Una SubestacionDayana RiveraAún no hay calificaciones
- Presentacion Bacnet y Lonworks 06Documento35 páginasPresentacion Bacnet y Lonworks 06sistema6Aún no hay calificaciones
- Programación y control de un tanque con temporizadoresDocumento14 páginasProgramación y control de un tanque con temporizadoresRamonmanuel Portocarrero CardenasAún no hay calificaciones
- Bases Del Concurso Interno de ContactoresDocumento10 páginasBases Del Concurso Interno de ContactoresJohnny Alex ParedesAún no hay calificaciones
- Control básico lámparas 1, 2, 3 puntosDocumento5 páginasControl básico lámparas 1, 2, 3 puntosDanilo OlivoAún no hay calificaciones
- Simbolos Electricos PDFDocumento250 páginasSimbolos Electricos PDFcarlos100% (1)
- Tecsup Equipos de Transporte de FluidosDocumento96 páginasTecsup Equipos de Transporte de FluidosJorgeLu50% (2)
- Anexo I Fundamentos de Programacion de PLC Con Simatic S7 300Documento45 páginasAnexo I Fundamentos de Programacion de PLC Con Simatic S7 300Marco Antonio Sobrevilla GonzálezAún no hay calificaciones
- Sistemas de Sensores y Actuadores - 1.2.4. Sensores de Proximidad Magnéticos - 03Documento33 páginasSistemas de Sensores y Actuadores - 1.2.4. Sensores de Proximidad Magnéticos - 03AyudaTechAún no hay calificaciones
- S03. Pantalla HMIDocumento33 páginasS03. Pantalla HMIHenry Sullca CcorahuaAún no hay calificaciones
- Informe Instrumentacion Basica ESPOLDocumento5 páginasInforme Instrumentacion Basica ESPOLLoor Estevez IZacAún no hay calificaciones
- TermicasDocumento16 páginasTermicasSebastian Calle ReyAún no hay calificaciones
- Como Funciona Un ServomotorDocumento6 páginasComo Funciona Un Servomotorjuan camiloAún no hay calificaciones
- PLC Automatizacion y ControlDocumento36 páginasPLC Automatizacion y ControlChristian SantillanAún no hay calificaciones
- Automatización faja carbón ahorro 30Documento17 páginasAutomatización faja carbón ahorro 30Junior Bringas QuesquénAún no hay calificaciones
- Capitulo Ii Metrologia en Procesos de Manufactura IDocumento88 páginasCapitulo Ii Metrologia en Procesos de Manufactura IHenryMonteagudoParedes100% (1)
- WEG Plc300 Manual Del Usuario 10001626215 Manual EspanolDocumento76 páginasWEG Plc300 Manual Del Usuario 10001626215 Manual EspanolDANIEL_OLIVER_TAún no hay calificaciones
- Sesion 16 - Control de Sistemas Electrohidráulicos Con PLCDocumento32 páginasSesion 16 - Control de Sistemas Electrohidráulicos Con PLCJason Jose AndradeAún no hay calificaciones
- PLCDocumento64 páginasPLCSebastian MartinezAún no hay calificaciones
- Lenguajes PLCDocumento12 páginasLenguajes PLCFabian AlejandroAún no hay calificaciones
- Curso PLCDocumento102 páginasCurso PLCchesterbrenes100% (18)
- Sistemas Neumáticos - ComponentesDocumento33 páginasSistemas Neumáticos - ComponentesElizabeth Cristina Ortiz HanccoAún no hay calificaciones
- Sistemas neumáticos: componentes y cálculosDocumento34 páginasSistemas neumáticos: componentes y cálculosElizabeth Cristina Ortiz HanccoAún no hay calificaciones
- Sistemas neumáticos: diagrama de desplazamiento de fase y cálculos de cilindrosDocumento20 páginasSistemas neumáticos: diagrama de desplazamiento de fase y cálculos de cilindrosElizabeth Cristina Ortiz HanccoAún no hay calificaciones
- Sesión 13 - Componentes Electroneumáticos Contadores, Temporizadores y VacuostatosDocumento46 páginasSesión 13 - Componentes Electroneumáticos Contadores, Temporizadores y VacuostatosElizabeth Cristina Ortiz HanccoAún no hay calificaciones