También podría gustarte
- Manual para Determinar La Resistencia Remanente en TuberíasDocumento8 páginasManual para Determinar La Resistencia Remanente en TuberíasHernan MuneraAún no hay calificaciones
- Guia de Procedimiento Torre de EnfriamientoDocumento15 páginasGuia de Procedimiento Torre de Enfriamientomiguelale15964850% (2)
- Cálculo de sistemas de seguridad y alivioDocumento4 páginasCálculo de sistemas de seguridad y alivioFlor GiovagnoliAún no hay calificaciones
- Doblado de Tubería Según ASME B31.4Documento2 páginasDoblado de Tubería Según ASME B31.4Juan Villavicencio67% (3)
- Tecpesa Hot TappingDocumento50 páginasTecpesa Hot TappingJosé Uriel Javier TorresAún no hay calificaciones
- Problema 2Documento38 páginasProblema 2DanielRamirezSalazar0% (1)
- Criterios de dimensionamiento de tuberías de aceroDocumento3 páginasCriterios de dimensionamiento de tuberías de aceroPaola GuerreroAún no hay calificaciones
- NMX B 182 1987Documento12 páginasNMX B 182 1987DTA333Aún no hay calificaciones
- Tarea10-Ejercicio 1Documento2 páginasTarea10-Ejercicio 1Izmit CamachoAún no hay calificaciones
- Bentley AutopipeDocumento3 páginasBentley AutopipeBalderas Rosas Wilibaldo0% (1)
- Ecp GTP F 38 Nip 32-06-0 RellenosDocumento8 páginasEcp GTP F 38 Nip 32-06-0 RellenosJuan EcoAún no hay calificaciones
- Jefferson PDFDocumento109 páginasJefferson PDFMarianoAún no hay calificaciones
- Especificaciones Técnicas (Flare)Documento10 páginasEspecificaciones Técnicas (Flare)Pilar Jessenia PelaezAún no hay calificaciones
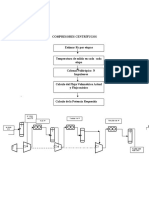
- Ejemplo Calculo Compresores CentrifugosDocumento6 páginasEjemplo Calculo Compresores CentrifugosJuan Carlos AvilaAún no hay calificaciones
- ct3 Ingenieria Control Dimensional Tanques Api 650 653Documento3 páginasct3 Ingenieria Control Dimensional Tanques Api 650 653Jensyn Lagos MendozaAún no hay calificaciones
- Solda DurasDocumento8 páginasSolda DurasChristian Gonzales Rivera0% (1)
- Norma API 650Documento1 páginaNorma API 650Gonzalo ChirinoAún no hay calificaciones
- Traceado Eléctrico en TuberíasDocumento0 páginasTraceado Eléctrico en TuberíasSantolfo100% (1)
- Traduccion API 571 Mecaniscos de Degradacion Sulfidacion, Corrosion Por Acidos NaftenicosDocumento20 páginasTraduccion API 571 Mecaniscos de Degradacion Sulfidacion, Corrosion Por Acidos NaftenicosGabriel LobatonAún no hay calificaciones
- Calculo de Techos de Depósitos Según Norma DIN 4119Documento3 páginasCalculo de Techos de Depósitos Según Norma DIN 4119Idastec IngenieríaAún no hay calificaciones
- Diseño de TuberiasDocumento47 páginasDiseño de TuberiasreynaldoUH100% (1)
- Memoria de Calculo Estructura de AceroDocumento10 páginasMemoria de Calculo Estructura de AceroTomas Andrés Salamea GuillenAún no hay calificaciones
- Guía de inspección en servicio de calderasDocumento16 páginasGuía de inspección en servicio de calderasMauricio FernándezAún no hay calificaciones
- Guia. Lab de Fluidos IIDocumento8 páginasGuia. Lab de Fluidos IIFabián QuichimboAún no hay calificaciones
- Dimensionamiento de Recipientes de SeparaciónDocumento20 páginasDimensionamiento de Recipientes de SeparaciónLuis Angel Briones JuárezAún no hay calificaciones
- Api 570Documento5 páginasApi 570Luis MuñozAún no hay calificaciones
- Arcal 1Documento2 páginasArcal 1ghangAún no hay calificaciones
- Intalaciones de Agua Potable NB 689Documento1 páginaIntalaciones de Agua Potable NB 689Ibnorca OruroAún no hay calificaciones
- Calculo de DiametrosDocumento8 páginasCalculo de DiametrosEdwin Gutierrez LunaAún no hay calificaciones
- EQA - Valvula de Bloqueo PDFDocumento3 páginasEQA - Valvula de Bloqueo PDFCesar GsponerAún no hay calificaciones
- VT Criterios AWS D1.1 Par 5 y OtrosDocumento4 páginasVT Criterios AWS D1.1 Par 5 y Otrosjhon_2012Aún no hay calificaciones
- MEMORIA DE CALCULO LUMINARIAS OFICINAS SNDocumento8 páginasMEMORIA DE CALCULO LUMINARIAS OFICINAS SNGustavo MelchorAún no hay calificaciones
- Viscosidad Saybolt emulsiones asfálticasDocumento7 páginasViscosidad Saybolt emulsiones asfálticasJhony CordobaAún no hay calificaciones
- Listado Normas Une-En 2014-01 Doce Equipos A PresiónDocumento16 páginasListado Normas Une-En 2014-01 Doce Equipos A PresiónbartolomeperezAún no hay calificaciones
- Almacenamiento de tanques API 650Documento68 páginasAlmacenamiento de tanques API 650Flores Alberto100% (1)
- Soldadura de Tuberías Progresión AscendenteDocumento8 páginasSoldadura de Tuberías Progresión AscendentePercyAlexanderAún no hay calificaciones
- 2017-PXIL-T-TE-001 (Clase Can)Documento45 páginas2017-PXIL-T-TE-001 (Clase Can)Agustin Fabian HaddadAún no hay calificaciones
- Proceso de Fabricación de Un Anillo en Acero CK45Documento6 páginasProceso de Fabricación de Un Anillo en Acero CK45Caroline Amador MaldonadoAún no hay calificaciones
- Evaluacion de Tuberia Por b31gDocumento98 páginasEvaluacion de Tuberia Por b31gFrancisco GarcíaAún no hay calificaciones
- Curso Basico Cypecad 05 Losas PDFDocumento26 páginasCurso Basico Cypecad 05 Losas PDFRaul Bedoya HerediaAún no hay calificaciones
- Bandeja metalica cálculoDocumento15 páginasBandeja metalica cálculoE Altamirano PardoAún no hay calificaciones
- Tema 12Documento12 páginasTema 12Ricardo LópezAún no hay calificaciones
- Normas IsoDocumento7 páginasNormas IsoAríel VeraAún no hay calificaciones
- BEPyPORDocumento3 páginasBEPyPORAdriana Páez100% (2)
- Norma Awwa D100 TraducidoDocumento106 páginasNorma Awwa D100 TraducidoJulian PaezAún no hay calificaciones
- Sagga A36 A612Documento7 páginasSagga A36 A612SAGGA Projects & Engineering100% (1)
- T13.03 Influencias Electricas Sobre Tuberias de AceroDocumento10 páginasT13.03 Influencias Electricas Sobre Tuberias de AceroCristian Stuardo GaticaAún no hay calificaciones
- Pec-Pr-5-0-1 (Curvado de Tuberia)Documento4 páginasPec-Pr-5-0-1 (Curvado de Tuberia)Carlin BabuchasAún no hay calificaciones
- Tipos de Ánodos de SacrificioDocumento2 páginasTipos de Ánodos de SacrificioYahiri FloresAún no hay calificaciones
- Tuberias SCH 40Documento3 páginasTuberias SCH 40marcoAún no hay calificaciones
- Bloques de CalibracionDocumento7 páginasBloques de CalibracionPablo Enrique Saurith DiazAún no hay calificaciones
- Investigacion Sobre COANDA INTAKEv2 0Documento3 páginasInvestigacion Sobre COANDA INTAKEv2 0Ian GuevaraAún no hay calificaciones
- Formato de Cotizacion 09-03-2023Documento4 páginasFormato de Cotizacion 09-03-2023Miguel FrancoAún no hay calificaciones
- Tiempos de SoldaduraDocumento2 páginasTiempos de Soldadurabisuteria1Aún no hay calificaciones
- API 650 Capitulo 8Documento8 páginasAPI 650 Capitulo 8Juan Alvarez Estay100% (1)
- Api 650 Seccio9n 8Documento9 páginasApi 650 Seccio9n 8Olga Sandoval RomeroAún no hay calificaciones
- Metodos Radiograficos API 650Documento8 páginasMetodos Radiograficos API 650jabrito40-1100% (1)
- Api 650Documento16 páginasApi 650Percy Junior Berrios Muñoz100% (1)
- ENSAYOS NO DESTRUCTIVOS (Autoguardado)Documento46 páginasENSAYOS NO DESTRUCTIVOS (Autoguardado)Jesus Paniagua MontielAún no hay calificaciones
- Criterio Asme Sec VIII Div 2 UT ESPAÑOLDocumento6 páginasCriterio Asme Sec VIII Div 2 UT ESPAÑOLJulio HernándezAún no hay calificaciones
- Formato MemurandumDocumento1 páginaFormato MemurandumJose MoralesAún no hay calificaciones
- Tanques Refinería MotaguaDocumento14 páginasTanques Refinería MotaguaJose MoralesAún no hay calificaciones
- CV EjemploDocumento1 páginaCV EjemploJose MoralesAún no hay calificaciones
- Probeta 5Documento2 páginasProbeta 5Jose MoralesAún no hay calificaciones
- Sistemas de revestimiento y condiciones de aplicaciónDocumento7 páginasSistemas de revestimiento y condiciones de aplicaciónJose MoralesAún no hay calificaciones
- PPG PMC Iso 12944 Folleto (Rev 30mar20)Documento16 páginasPPG PMC Iso 12944 Folleto (Rev 30mar20)Jose MoralesAún no hay calificaciones
- Probeta 1Documento2 páginasProbeta 1Jose MoralesAún no hay calificaciones
- IMPUREZASDocumento6 páginasIMPUREZASLouis BeltranAún no hay calificaciones
- InterthaneDocumento4 páginasInterthaneAndrea Paola Chavez CentenoAún no hay calificaciones
- Especificaciones Tecnicas Pinturas para Obras Viales PDFDocumento66 páginasEspecificaciones Tecnicas Pinturas para Obras Viales PDFJhovana Guevara FonsecaAún no hay calificaciones
- Anomalías Que Llevaron Al Abandono de La Teoría Del FlogistoDocumento2 páginasAnomalías Que Llevaron Al Abandono de La Teoría Del FlogistoJorge Delgado OteroAún no hay calificaciones
- Tema 9 Uniones MecanicasDocumento14 páginasTema 9 Uniones MecanicasmelisaAún no hay calificaciones
- Ejercicos Clase 3-2doc2016-1Documento2 páginasEjercicos Clase 3-2doc2016-1Cïñthyä ElïsabęthAún no hay calificaciones
- Evaporación y Condensación Como Procesos Termodinámicos.Documento5 páginasEvaporación y Condensación Como Procesos Termodinámicos.Juan Pablo Ortega100% (1)
- Estudio de ResistividadDocumento21 páginasEstudio de ResistividadMissael FavelaAún no hay calificaciones
- Pulverizado y MezclaDocumento12 páginasPulverizado y MezclaDianira anais Garay JamboAún no hay calificaciones
- 03 AdaptacionDocumento9 páginas03 AdaptacionAnonymous Oy3oxdLjlAún no hay calificaciones
- Guia de Fisica-3er - ParcialDocumento2 páginasGuia de Fisica-3er - ParcialErika50% (2)
- 2do BTO Parte 1 2010Documento20 páginas2do BTO Parte 1 2010santi_vasco8763Aún no hay calificaciones
- HormipolDocumento28 páginasHormipolEfren MinoAún no hay calificaciones
- Tecnico en JoyeriaDocumento10 páginasTecnico en JoyeriajorgequatroAún no hay calificaciones
- Hidrogeles ImprimirDocumento19 páginasHidrogeles ImprimirbugibiciAún no hay calificaciones
- Plan de MantenimientoDocumento25 páginasPlan de MantenimientofelemmaAún no hay calificaciones
- Instalación y replanteo de obrasDocumento43 páginasInstalación y replanteo de obrasShalom Diseños publicidadAún no hay calificaciones
- Diseño de Superestructura1Documento86 páginasDiseño de Superestructura1Carlos Tinoco LozanoAún no hay calificaciones
- Cierre de Pilas de LixiviaciónDocumento3 páginasCierre de Pilas de LixiviaciónGianpierre de la CruzAún no hay calificaciones
- Catalogo de Alimentaciones Desnudas de Cobre - Sistema 210 Alambre de Cobre TensadoDocumento6 páginasCatalogo de Alimentaciones Desnudas de Cobre - Sistema 210 Alambre de Cobre TensadoVictor HaraujoAún no hay calificaciones
- Listafo F-60 Muros Verticales DivisoriosDocumento26 páginasListafo F-60 Muros Verticales DivisoriosValeria Colombo MaureiraAún no hay calificaciones
- 023.est. Uno Tampico-Para Revision 17 08 22Documento151 páginas023.est. Uno Tampico-Para Revision 17 08 22Estefanía NietoAún no hay calificaciones
- Origen y Clasificación de Los Suelos PDFDocumento79 páginasOrigen y Clasificación de Los Suelos PDFAndrea CarvajalAún no hay calificaciones
- Modos de TransferenciaDocumento27 páginasModos de Transferenciajaime huertasAún no hay calificaciones
- Materiales para El Desarrollo de Las Clases 15Documento3 páginasMateriales para El Desarrollo de Las Clases 15ByAnakinAún no hay calificaciones
- Calibre Conductores AplicacionesDocumento19 páginasCalibre Conductores AplicacionesGhelber RamirezAún no hay calificaciones
- El Calor y Algunos de Sus EfectosDocumento21 páginasEl Calor y Algunos de Sus EfectosClaudia OsorioAún no hay calificaciones
- Informe 10Documento20 páginasInforme 10lkkmjoyhuAún no hay calificaciones
- Instalaciones sanitarias vivienda bifamiliarDocumento16 páginasInstalaciones sanitarias vivienda bifamiliarMaikol Diaz Diaz100% (1)
- CORINDONDocumento9 páginasCORINDONKariina BenaviidesAún no hay calificaciones
- Gestión residuos peligrosos laboratoriosDocumento4 páginasGestión residuos peligrosos laboratoriosLizeth DuqueAún no hay calificaciones
- Proyecto Final de Investigación de Fluidos de PerforaciónDocumento18 páginasProyecto Final de Investigación de Fluidos de PerforaciónRoger Brayan AlvarezAún no hay calificaciones
- Seguridad Industrial de La Sustancia Permanganato de PotasioDocumento8 páginasSeguridad Industrial de La Sustancia Permanganato de PotasioMARIANAAún no hay calificaciones