Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Iram-Ias U 500-103 (1976)
Iram-Ias U 500-103 (1976)
Cargado por
Luis Emilio Bosio0 calificaciones0% encontró este documento útil (0 votos)
33 vistas12 páginasTítulo original
IRAM-IAS U 500-103 (1976)
Derechos de autor
© © All Rights Reserved
Formatos disponibles
PDF o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
33 vistas12 páginasIram-Ias U 500-103 (1976)
Iram-Ias U 500-103 (1976)
Cargado por
Luis Emilio BosioCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como PDF o lea en línea desde Scribd
Está en la página 1de 12
NORMA IRAM-IAS
ARGENTINA U 500-103"
Diciembre de 1976"
Acero
Método de ensayo de doblado
* Corresponde a la revision parcial de Ia edicién de julio de 1848 de la
norma IRAM 103
“ Reimpresion de noviembre de 2000
qi) Referencia Numérica:
IRANLIAS U 500-103:1976
TRAM 2000
"No esta permitda la reproduccion de ninguna de as partes de este pubicacion por
‘cualquier medio, ncuyendo fotacopisdo y microfimaci, sin permiso escrio del RAM
Prefacio
EI Instituto Argentino de Normalizacién (IRAM) es una asociacién
civil sin fines de lucro cuyas finalidades especificas, en su caracter
de Organismo Argentino de Normalizacién, son establecer normas
técnicas, sin limitaciones en los émbitos que abarquen, ademas de
propender al conocimiento y la aplicacion de la normalizacién
como base de la calidad, promoviendo las actividades de
certificacion de productos y de sistemas de la calidad en las
empresas para brindar seguridad al consumidor.
IRAM es el representante de la Argentina en la International
Organization for Standardization (ISO), en la Comision
Panamericana de Normas Técnicas (COPANT) y en el Comité
MERCOSUR de Normalizacién (CMN).
Esta norma IRAM es el fruto del consenso técnico entre los
diversos sectores involucrados, los que a través de sus
representantes han intervenido en los Organismos de Estudio de
Normas correspondiente.
Esta norma fue estudiada en el marco del Convenio con el Instituto
Argentino de Siderurgia (IAS).
Informe técnico
Esta norma corresponde @ la revisién de la norma IRAM 103,
edicién de julio de 1948. Durante dicha revision se resolvio
desdoblarla, considerando en esta norma el método de ensayo de
doblado para productos de acero con excepcién de chapas y flejes
de espesor menor de 3 mm, alambres y tubos, y en otra, la norma
IRAM-IAS U 500-09, el método de ensayo de doblado simple, para
chapas y flejes de acero de espesor menor de 3 mm.
Algunas de las modificaciones introducidas en esta norma con
relacion a la primera son las siguientes:
a) se indican las caracteristicas y el procedimiento de doblado
sobre bloques con forma de V o U, método éste utilizado con
frecuencia en nuestro pais e incorporado en casi todos los
antecedentes internacionales;
b) se especifica la zona de extraccién y didmetro de la probeta
para el caso de barras de diémetro o didmetro del circulo
Inscripto mayor de 50 mm.
Cabe destacar también que esta norma se corresponde totalmente
con la norma ISO R 85 - Bend test for steel
IRAM-IAS U 500-103:1976
IRAM-IAS U 600-103:1976
indice
Pagina
1 NORMAS PARA CONSULTA. 5
2 OBJETO. 5
3 ALCANCE. 5
4 METODOS DE ENSAYO. 5
ANEXO A (informativo) 9
ANEXO B (informativo). 10
Acero
Método de ensayo de doblado
1 NORMAS PARA CONSULTA
Para la aplicacién de esta norma no es necesa-
ria la consulta especifica de ninguna otra.
2 OBJETO
Establecer el método de ensayo de doblado pa-
ra productos de acero.
3 ALCANCE
Este ensayo no es aplicable a los productos de
acero siguientes: chapas y flejes de espesor
menor de 3 mm, alambres y tubos, cuyo méto-
do de ensayo de doblado se establece en nor-
mas particulares.
4 METODOS DE ENSAYO
4.1 Fundamento
4.1.4. El ensayo consiste en someter a una
probeta recta, sdlida, prismética 0 de seccion
circular, a una deformacién plastica por dobla-
do, sin invertir el sentido de la flexién durante el
ensayo,
4.1.2 El doblado se realiza hasta que una de
las ramas de la probeta bajo carga, forme con
la prolongacién de la otra rama un angulo a es-
pecificado. Los ejes de las ramas de la probeta
IRAM-IAS U 500-103:1976
deben permanecer en un plano perpendicular
al eje de doblado,
4.4.3. En el caso de doblado a 180°, las dos
ramas de la probeta en su posicién final pue-
den, de acuerdo con lo especificado en la nor-
ma particular del producto, quedar en contacto
(doblado a fondo) o permanecer paralelas a
una distancia especificada (doblado sobre cal-
Za), €N cuyo caso se usa una calza para con-
trolar dicha distancia (fig. 4).
4.2 Simbolos y designaciones
Los simbolos y designaciones de los elementos
usados en este ensayo se indican en la tabla 1
y figuras 1 a 6.
Tabla 1 - Simbolos y designaciones
Simbolo Designacion
e | Espesor o alametro de ta probeta
a | Ancho de la probeta
L_ | Distancia entre soportes (igs. 1 y 2)
abertura del bloque, de forma Uo de
forma V (fg. 3)
a | Angulo de dobiado
Radio de los soportes
D | Diametro de! mandi
Ry | Radlo de curvatura del mand cua
' Radio interior de la porcién doblada de
la probeta después de! ensayo
IRAM-IAS U 600-103:1976
Figura 2
Figura 1
Figura 4
Figura 3
Se
4.3 Probeta
4.3.1 Cuando la probeta sea de seccién
transversal rectangular, los cantos se redon-
dean con un radio que no exceda <1. del es-
pesor de la probeta. Sin embargo el ensayo
realizado sobre probeta cuyos cantos no han
sido redondeados es valido, si el resultado del
doblado es satisfactorio.
4.3.2. El ancho de la probeta debe estar com-
prendido entre 25 mm y 50 mm,
4.3.3. Salvo que se establezca por convenio
previo otra medida, el espesor de la probeta
para productos semiterminados y piezas forja-
das debe ser de 20 mm + 5 mm.
4.3.4 Las probetas cortadas de productos pla-
nos y perfiles tienen el mismo espesor que el
material de la muestra. Si el espesor de la
muestra es mayor de 25 mm, puede reducirse
mecanizando una de las caras hasta un espe-
sor no menor de 25 mm. La cara no mecani-
zada debe ser la externa durante el ensayo de
doblado,
4.3.5 Las barras de seccién circular 0 poligo-
nal regular se ensayan en su forma de entre-
ga, si el diémetro, en el caso de seccién cir-
cular, 0 el diémetro del circulo inseripto, en el
‘caso de seccién poligonal, no sobrepasa de
50 mm.
4.3.5.4 En el caso de barras cuyo diametro 0
didmetro del circulo inscripto es mayor de
50 mm, se prepara una probeta de acuerdo
con lo indicado en las figuras 7 y 8, respecti-
vamente, de manera que se oblenga un dié-
metro del circulo inscripto en la nueva seccién
creada, con un valor comprendido entre
20 mm y 50 mm. La cara no mecanizada debe
ser la externa durante el ensayo de doblado.
4.3.5.2 En el caso de barras cuyo diémetro 0
didmetro del circulo inscripto esté comprendi-
do entre 30 mm y 50 mm, puede seguirse el
criterio descripto en 4.3.5.1
IRAM-IAS U 500-103:1976
20 2 50 mm
Figura 7 - Barra de secs
20.2 50 mm
Figura 8 - Barra poligonal
4.4 Procedimiento
4.4.1 Ensayo sobre soportes
4.4.1.1, Se coloca la probeta sobre los sopor-
tes cilindricos y se dobla la misma por la mitad
de su longitud por medio de un mandril cilin-
drico.
4.4.1.2. El ancho de los soportes y de! mandril
debe ser mayor que el de la probeta (figs. 1 y
2). El radio de los soportes y el diémetro del
mandril se deben establecer en la norma parti-
cular del producto
4.4.1.3 Salvo que se establezca lo contrario,
la distancia entre los soportes debe ser de
L = (D+ 3e) + 0,5¢ (figs. 1 y 2).
4.4.1.4 Cuando sea necesario observar la Zo-
na de iniciacién de fisuras, la superficie exte-
Tior de la porcién doblada de la probeta debe
mantenerse visible durante todo el ensayo,
4.4.2 Ensayo sobre bloque
4.4.2.1 Se coloca la probeta sobre un bloque
en forma de U 0 de V, segin el mandril cura
que se use, y se dobla la misma por la mitad
de su longitud.
IRAM-IAS U 600-103:1976
4.4.2.2 Las superficies del bloque en forma de
V, deben formar un angulo de 60° ~"%, y la
abertura debe ser, como minimo, de 125 mm.
Los bordes deben ser redondeados.
4.4.2.3 Para este ensayo, la longitud de la
probeta es generalmente de 250 mm
4.4.3 Doblado sobre las ramas de la probe-
ta
4.4.3.1 Cuando no sea posible doblar la pro-
beta al Angulo especificado, con el procedi-
miento descripto en 4.4.1 6 4.4.2 el doblado se
continua presionando directamente en los dos
extremos de las ramas de la probeta (fig. 5),
4.4.3.2 Con este método es muy dificil mante-
ner el radio de doblado especificado r (fig. 6)
4.4.4 Doblado a 180°
4.4.4.1 Cuando el doblado se deba realizar a
180°, es decir, que las dos ramas de las pro-
betas quedan paralelas entre si, se procede
segin 4.4.4.26 4.4.4.3
Au
a3).
2 Se procede segtin 4.4.16 4.4.2 (figs. 1
4.4.4.3 Se procede en la forma siguiente:
a) se inicia el ensayo segun 4.4.1 6 4.4.2
hasta alcanzar un angulo de doblado mini-
mo de 90°;
b) la probeta se coloca en una prensa (fig.
5) y se aplica una carga hasta que el angulo
de doblado alcance los 180° (fig. 6).
4.4.5 La carga se aplica en forma lenta y gra-
dual
4.4.6 El Angulo de doblado se especifica
siempre como valor minimo. Cuando se espe-
cifica el radio interno r de doblado (fig. 6), éste
se considera como valor maximo,
4.5 Requisitos de ensayo
4.5.1 Salvo convenio previo, el ensayo se rea-
liza a temperatura ambiente.
4.5.2 Luego del ensayo se examina a simple
vista la zona externa de la probeta doblada,
salvo que la norma particular del producto es-
tablezca otro método.
4.5.3 La forma de extraccién de la probeta y la
interpretacién del aspecto superficial de la zo-
na plegada externa de la misma, deben esta-
blecerse en la norma particular del producto.
IRAM-IAS U 500-103:1976
Anexo A
{informativo)
BIBLIOGRAFIA
En la revision de esta norma se han tenido en cuenta los antecedentes siguientes:
Iso - INTERNATIONAL ORGANIZATION FOR STANDARDIZATION
ISO R 85/59 - Bend test for steel
COPANT- — COMISION PANAMERICANA DE NORMAS TECNICAS,
COPANT R 1/62 - Ensayo de dablado para acero
EURONORM - COMMUNAUTE EUROPEENNE DU CHARBON ET DE L'ACIER
EURONORM 6-55 - Essai de pliage pour l'acier
AFNOR - ASSOCIATION FRANCAISE DE NORMALISATION
AFNOR NF A 03-157/74 - Essai de pliage de l'acier
ASTM - AMERICAN SOCIETY FOR TESTING AND MATERIALS
ASTM A 370/74 - Mechanical testing of steel products
BSI - BRITISH STANDARDS INSTITUTION
BS 1639/64 - Methods for bend testing of metals
IRANOR- _INSTITUTO NACIONAL DE RACIONALIZACION Y NORMALIZACION
UNE 7-292-72 - Ensayo de doblado simple de productos de acero
IRAM - INSTITUTO ARGENTINO DE RACIONALIZACION DE MATERIALES
IRAM 103/48 - Método de ensayo de plegado de materiales metalicos a temperatura
ambiente
IRAM-IAS U 600-103:1976
Anexo B
{informativo)
La revisién de esta norma ha estado a cargo de los organismos respectivos, integrados en la forma
siguiente:
Comisiones de ensayos mecanicos 4, 5 y 6 de la 3a. Convencién Nacional para Racionalizar el
Consumo de Aceros
Comité de Normalizacion del |AS
‘Subcomité de Nomenclatura, Simbolos y Ensayos del IRAM
Integrante Representa a:
Sr. Rodolfo ACHILLE OBRAS SANITARIAS DE LA NACION
Ing. Martin AZCONA CIS (ALTOS HORNOS ZAPLA)
Ing, Aldo BATTAGLIESE UNIVERSIDAD NACIONAL DE BUENOS AIRES
Ing, Domingo BIBARD UNIVERSIDAD TECNOLOGICA NACIONAL
Ing, Carlos A. DE LEON CIS (ACEROS OHLER S.A.)
Ing. Fernando DELGADO CIS (ALTOS HORNOS ZAPLA)
Sr. Marcelo DRAGAN SUBSECRETARIA DE OBRAS PUBLICAS
St. Horacio ESPERON ADEFA (MERCEDES BENZ ARGENTINA)
Ing. Juan C. FERA ADEFA (FIAT CONCORD) .
Sr. Domingo FERNANDEZ CENTRO DE INDUSTRIALES SIDERURGICOS,
Ing, Héctor O. GARDELLA. CIS (PROPULSORA SIDERURGICA S.A.1.C.)
Ing, Carlos HERNANDEZ, DALMINE SIDERCA S.A.1.C.
Ing. Oliva HERNANDEZ ADEFA (CITROEN ARGENTINA)
Ing. Blas LATERZA INSTITUTO ARGENTINO DE SIDERURGIA
Téc. German LOPEZ FAB. MIL. ARMAS PORTATILES "D. M."
Ing. José F. LOPEZ INSTITUTO ARGENTINO DE SIDERURGIA
Ing. Leonardo R. MACLIS CIS (ALTOS HORNOS ZAPLA)
Dr. Enrique MIRO CLIMA (FORTUNY HNOS. Y CIA. S.A.)
Ing, Julio MORELLI ADEFA (FORD MOTOR ARGENTINA S.A.)
Ing, Carlos OPPICI CORPORACION DE EMPRESAS NACIONALES,
Ing. Luis PONCE DE LEON CIS (DALMINE SIDERCA S.A.1.C.)
Sr. Jorge RIVERA ACINDAR S.A
Sr. Atilio SANGUINETTI FERROCARRILES ARGENTINOS
Dr. Carlos E. SOLIVEREZ UNIVERSIDAD NACIONAL DE JUJUY
Ing. Julién TYCHOJKIJ INSTITUTO ARGENTINO DE RACIONALIZACION DE MATERIALES:
Lic. Rubén VALES ADEFA (GENERAL MOTORS ARGENTINA)
COMITE GENERAL DE NORMAS (C.'
)
Dr. E.J. BACHMANN Ing. $. MARDYKS
Dr. E. CATALANO Prof. M.P. MESTANZA
Ing, D.L. DONEGANI Dr. E. MIRO
Ing. Agr. J.A. FERNANDEZ Prof. M. RODRIGUEZ
Dr. J. GARCIA FERNANDEZ Ing. G. SCHULTE
Dr. A. GROSSO Ing. M. WAINSZTEIN
Ing. A. KLEIN
ve. - 44.2000
10
CDU 669.14:620.177
También podría gustarte
- IRAM 1626 Cal Aerea HidratadaDocumento9 páginasIRAM 1626 Cal Aerea HidratadaLuis Emilio BosioAún no hay calificaciones
- Iram 11629-1995Documento28 páginasIram 11629-1995Luis Emilio Bosio100% (2)
- Iram 1532-2009 PDFDocumento16 páginasIram 1532-2009 PDFLuis Emilio BosioAún no hay calificaciones
- IRAM 764-2005 Términos Utilizados en Ensayos Por UltrasonidosDocumento40 páginasIRAM 764-2005 Términos Utilizados en Ensayos Por UltrasonidosLuis Emilio BosioAún no hay calificaciones
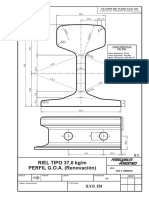
- Gvo 254Documento1 páginaGvo 254Luis Emilio BosioAún no hay calificaciones
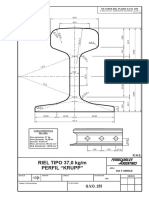
- Gvo 250Documento1 páginaGvo 250Luis Emilio BosioAún no hay calificaciones
- IRAM 1505-2005 Agregados - Analisis GranulométricoDocumento12 páginasIRAM 1505-2005 Agregados - Analisis GranulométricoLuis Emilio BosioAún no hay calificaciones
- Iram 1644-1967Documento6 páginasIram 1644-1967Luis Emilio BosioAún no hay calificaciones
- Iram 1508-1985Documento13 páginasIram 1508-1985Luis Emilio Bosio100% (1)
- Gvo 255Documento1 páginaGvo 255Luis Emilio BosioAún no hay calificaciones
- Iram 11503-1986Documento25 páginasIram 11503-1986Luis Emilio Bosio100% (1)
- Nag140 1Documento17 páginasNag140 1Luis Emilio BosioAún no hay calificaciones
- IRAM 1509-1987 MuestreoDocumento18 páginasIRAM 1509-1987 MuestreoLuis Emilio BosioAún no hay calificaciones
- Iram 544-1977Documento11 páginasIram 544-1977Luis Emilio BosioAún no hay calificaciones
- Fa 8009Documento1 páginaFa 8009Luis Emilio BosioAún no hay calificaciones
- Iram 1540Documento10 páginasIram 1540Luis Emilio Bosio0% (1)