También podría gustarte
- Open Pit - Equipos y MaquinariasDocumento38 páginasOpen Pit - Equipos y MaquinariasQuiqueRiosaSanchezAún no hay calificaciones
- Análisis de La Fábrica Estructural y Diseño de La Berma de Seguridad - FinalDocumento15 páginasAnálisis de La Fábrica Estructural y Diseño de La Berma de Seguridad - FinalManuel DavilaAún no hay calificaciones
- Tesis Manual Mantto de Molino VerticalDocumento106 páginasTesis Manual Mantto de Molino VerticalFreddy SucuytanaAún no hay calificaciones
- Muestreo y Determinación de La Humedad de Una Mena: Universidad Nacional Jorge Basadre GrohmannDocumento30 páginasMuestreo y Determinación de La Humedad de Una Mena: Universidad Nacional Jorge Basadre GrohmannAlexander Saúl Loza MezaAún no hay calificaciones
- 9na CLASE ENSAYO-JOMINYDocumento41 páginas9na CLASE ENSAYO-JOMINYYeimi Ochoa QuintanaAún no hay calificaciones
- Ficha Tecnica Migfil 199Documento1 páginaFicha Tecnica Migfil 199Ricardo Diaz AristaAún no hay calificaciones
- Poster Preparación - Ataque Químico / UNSAAC INGENIERIA METALURGICADocumento2 páginasPoster Preparación - Ataque Químico / UNSAAC INGENIERIA METALURGICAJhonelAún no hay calificaciones
- Electrodos Soldeo Aceros Baja AleaciónDocumento2 páginasElectrodos Soldeo Aceros Baja AleaciónAlvaro Alexis Rojas MoralesAún no hay calificaciones
- Fundicion de Los MetalesDocumento10 páginasFundicion de Los MetalesHilda OrtizAún no hay calificaciones
- Reduccion Carbotermica de La MolibdenitaDocumento7 páginasReduccion Carbotermica de La MolibdenitaCristhian Felipa GalanAún no hay calificaciones
- M0650 PDFDocumento3 páginasM0650 PDFKevin UrestiAún no hay calificaciones
- Lab Metalurgia Oro y PlataDocumento7 páginasLab Metalurgia Oro y PlataRocio Eternity Yuhe JoveAún no hay calificaciones
- Práctica de Laboratorio II Soldadura Por Arco Protegido GmawDocumento8 páginasPráctica de Laboratorio II Soldadura Por Arco Protegido GmawKevin CruzAún no hay calificaciones
- Sesion 2 Soldadura de Estruct Segun Aws D1.1 PDFDocumento43 páginasSesion 2 Soldadura de Estruct Segun Aws D1.1 PDFBrayan ChagllaAún no hay calificaciones
- Clasificacion de Electrodos Por El RevestimientoDocumento3 páginasClasificacion de Electrodos Por El RevestimientoMiguel ArguzAún no hay calificaciones
- Ensayo JominyDocumento8 páginasEnsayo JominyJean Pierre Morote SánchezAún no hay calificaciones
- Probllmas de Extrusion DirectaDocumento2 páginasProbllmas de Extrusion DirectaSharon WhittinghamAún no hay calificaciones
- Poster Fundición de Aluminio / UNSAAC INGENIERIA METALURGICADocumento2 páginasPoster Fundición de Aluminio / UNSAAC INGENIERIA METALURGICAJhonelAún no hay calificaciones
- MetalografiaDocumento14 páginasMetalografiaVictorAndresCabreraMelgarAún no hay calificaciones
- Informe Evaluación de Dureza y ResilienciaDocumento8 páginasInforme Evaluación de Dureza y ResilienciaKevin Arnold MuñozAún no hay calificaciones
- Payano Camarena Leonardo Estandar Astm D610-01.outputDocumento16 páginasPayano Camarena Leonardo Estandar Astm D610-01.outputMichael alanyaAún no hay calificaciones
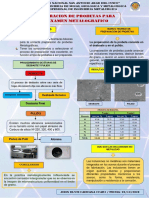
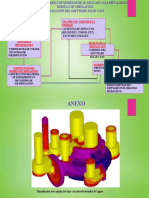
- Modelo de Simulacion - Simulacion de Software Solid CastDocumento2 páginasModelo de Simulacion - Simulacion de Software Solid CastFranklin Gutierrez PlasenciaAún no hay calificaciones
- Soldadura de H°F°Documento26 páginasSoldadura de H°F°Carlos AlvarengaAún no hay calificaciones
- Actividad 1 Arenas para FundiciónDocumento9 páginasActividad 1 Arenas para FundiciónJuan CarlosAún no hay calificaciones
- Ferromanganeso Alto CarbónDocumento5 páginasFerromanganeso Alto CarbónGabriela Mendoza Hernández100% (1)
- Ejercicio de Soldabilidad Acero HSLADocumento30 páginasEjercicio de Soldabilidad Acero HSLADaniel BorregalesAún no hay calificaciones
- Informe EisDocumento5 páginasInforme EisDiego SantosAún no hay calificaciones
- Metalurgia de PolvosDocumento22 páginasMetalurgia de PolvosJosé Antonio Piña85% (13)
- Examen de HidroDocumento14 páginasExamen de HidroRoyni Ramirez CcantoAún no hay calificaciones
- Tema 11 2016-1 Mercado y Comercialización de MineralesDocumento52 páginasTema 11 2016-1 Mercado y Comercialización de Mineralesharold100% (1)
- 2exm Ver 2.0 Pirometalurgia Del CobreDocumento56 páginas2exm Ver 2.0 Pirometalurgia Del CobreEDWIN LEONARDO ESPINOZA PACHECOAún no hay calificaciones
- Obtención de Oro A Paritr de Sus ÓxidosDocumento25 páginasObtención de Oro A Paritr de Sus ÓxidosSiul Vargas AcaroAún no hay calificaciones
- Examen Final de Siderurgia Edward Lujan PDFDocumento16 páginasExamen Final de Siderurgia Edward Lujan PDFEd LCAún no hay calificaciones
- Clases de ArrabioDocumento3 páginasClases de ArrabioJostin danilo gonzalezAún no hay calificaciones
- Mecánica Industrial LiraDocumento3 páginasMecánica Industrial Liragiancarlos morales diazAún no hay calificaciones
- LAMINADOS 3b3nDocumento63 páginasLAMINADOS 3b3nluisAún no hay calificaciones
- 5 ImidroDocumento21 páginas5 ImidrojssscarlAún no hay calificaciones
- Afino Del AceroDocumento18 páginasAfino Del AceroAdalberto MéndezAún no hay calificaciones
- Practica N4Documento6 páginasPractica N4Luis Ricardo Gamarra CisnerosAún no hay calificaciones
- Horno ElectricoDocumento23 páginasHorno ElectricoDiegoDueñasAún no hay calificaciones
- Tesis RivasDocumento37 páginasTesis RivasKleyjarhCorreaAún no hay calificaciones
- Soldadura Tipo PaWDocumento21 páginasSoldadura Tipo PaWNicol AvilaAún no hay calificaciones
- Tratamiento TermicoDocumento20 páginasTratamiento TermicoVelez MartinezAún no hay calificaciones
- Laboratorio 4Documento7 páginasLaboratorio 4amilcarAún no hay calificaciones
- Ensayo de Embutido-Mc 214Documento6 páginasEnsayo de Embutido-Mc 214H Rivera Oki AntonioAún no hay calificaciones
- EXAMEN SiderDocumento1 páginaEXAMEN SiderJunior Anderson Tinoco FaleroAún no hay calificaciones
- Pirometalurgia Del OroDocumento6 páginasPirometalurgia Del OroJosephy LiviaAún no hay calificaciones
- Monografia Soldadura Por Arco SumergidoDocumento19 páginasMonografia Soldadura Por Arco SumergidoCristhofer Jesus100% (1)
- 06 Extrusión de MetalesDocumento10 páginas06 Extrusión de MetalesfatamariAún no hay calificaciones
- Fluorita Proceso ProductivoDocumento12 páginasFluorita Proceso ProductivoRoger Zavaleta100% (1)
- 2 Modeo Con ArenaDocumento22 páginas2 Modeo Con Arenaalejo_1620029170Aún no hay calificaciones
- Ensayos MecánicosDocumento3 páginasEnsayos MecánicosALESSANDRA LIZBETH CORONADO FIERROSAún no hay calificaciones
- ForjaDocumento78 páginasForjaJhon Alejandro LopezAún no hay calificaciones
- Importancia de Inspección y Control de Calidad, en La Aplicación de Soldadura de Elementos EstructuralesDocumento61 páginasImportancia de Inspección y Control de Calidad, en La Aplicación de Soldadura de Elementos EstructuralesAlberto OrihuelaAún no hay calificaciones
- La MicrofundicionDocumento2 páginasLa MicrofundicionGallegos AnToni100% (1)
- Metalurgia de La SoldaduraDocumento10 páginasMetalurgia de La SoldaduraCesar Vallejos MoncadaAún no hay calificaciones
- PREGUNTAS Tercer Parcial TT 1Documento28 páginasPREGUNTAS Tercer Parcial TT 1Arnold NiñoAún no hay calificaciones
- SEMINARIODocumento4 páginasSEMINARIOBrandon Michaell Amed Valdivia NavarroAún no hay calificaciones
- Evaluación Módulo 3 (1) ShimmDocumento2 páginasEvaluación Módulo 3 (1) ShimmJhonn Harold Chávez LobatoAún no hay calificaciones
- Aceros HSLADocumento1 páginaAceros HSLACLIFFORDPAAún no hay calificaciones
- Soldadura de Materiales No FerrososDocumento51 páginasSoldadura de Materiales No FerrososLUIS FRANCO GONZALO QUISPE HUANCAAún no hay calificaciones
- Agrietamiento AluDocumento13 páginasAgrietamiento AluFrancy Milena GonzalezAún no hay calificaciones
- Espinoza Gu PDFDocumento58 páginasEspinoza Gu PDFlauraAún no hay calificaciones
- Administración de La Producción - PresentaciónDocumento17 páginasAdministración de La Producción - PresentaciónLeez Ontiveros Diaz100% (2)
- Procesos Alta TemperaturaDocumento79 páginasProcesos Alta TemperaturaTani9100% (3)
- Diseo de Tanques Segun Api 650Documento16 páginasDiseo de Tanques Segun Api 650adbl27mfcAún no hay calificaciones
- Serie - 01 - 12-2 Diseño de Elementos de MaquinasDocumento3 páginasSerie - 01 - 12-2 Diseño de Elementos de Maquinas087kellyAún no hay calificaciones
- CV ArabyaDocumento21 páginasCV ArabyaYURY DE LA CRUZAún no hay calificaciones
- Cuestionario Semana 3 Documentacion de Un Sistema de Gestion de La CalidadDocumento5 páginasCuestionario Semana 3 Documentacion de Un Sistema de Gestion de La CalidadANDRESAún no hay calificaciones
- NCH 991-Ingenieria Mecanica Herramientas de Mano para Pernos, Tornillos y Tuercas (Nomenclatura)Documento21 páginasNCH 991-Ingenieria Mecanica Herramientas de Mano para Pernos, Tornillos y Tuercas (Nomenclatura)Luis Alberto Maturana GaibissoAún no hay calificaciones
- Uso y Manejo de ExtintoresDocumento12 páginasUso y Manejo de ExtintoresJULIO CESARAún no hay calificaciones
- Manual HormigonDocumento6 páginasManual Hormigonmaria esther0% (1)
- Explicación MAWPDocumento4 páginasExplicación MAWPDaniel Puello RodeloAún no hay calificaciones
- 723 Tarea 4 Kellys SarmientoDocumento13 páginas723 Tarea 4 Kellys Sarmientomaria martinezAún no hay calificaciones
- Puente Grua Trabajo 2Documento23 páginasPuente Grua Trabajo 2PaulEspezaGavilan100% (1)
- Problema Soportes A PandeoDocumento8 páginasProblema Soportes A PandeoCarlosAún no hay calificaciones
- Desfibrilador Nihon KhodenDocumento8 páginasDesfibrilador Nihon Khodenraulst1Aún no hay calificaciones
- Determinación Del Volumen Molar de Un GasDocumento11 páginasDeterminación Del Volumen Molar de Un GasSebastian Dario Lasso DiazAún no hay calificaciones
- RAP - 119 Apendice ADocumento2 páginasRAP - 119 Apendice Aedgar_olivosAún no hay calificaciones
- Bloque Del MotorDocumento2 páginasBloque Del MotorAnonymous W7DiYXKSfwAún no hay calificaciones
- Marco en Lamina Cal 18Documento1 páginaMarco en Lamina Cal 18Andrés RincónAún no hay calificaciones
- Ga 003 Matriz de ComunicacionesDocumento8 páginasGa 003 Matriz de ComunicacionesGeor Niebles OrozcoAún no hay calificaciones
- Cable Hasta 35kV PDFDocumento5 páginasCable Hasta 35kV PDFOscar Ordoñez VelasquezAún no hay calificaciones
- Inferencia en Lógica de Primer OrdenDocumento36 páginasInferencia en Lógica de Primer OrdenJefferson Morales ZavaletaAún no hay calificaciones
- Examen de 3ro de Secundaria FisicaDocumento3 páginasExamen de 3ro de Secundaria FisicaSeraphSoryuDcAún no hay calificaciones
- 02 - Prevencion de Accidentes en Calderas PDFDocumento11 páginas02 - Prevencion de Accidentes en Calderas PDFHECTOR TRIGOAún no hay calificaciones
- Catalogo Domo PrimariaDocumento4 páginasCatalogo Domo PrimariaIsidro DzulAún no hay calificaciones
- Articulo-Correntometro UpeuDocumento7 páginasArticulo-Correntometro UpeuEver FloresAún no hay calificaciones
- Metrados de Estructura CisternasDocumento17 páginasMetrados de Estructura CisternasKatterine de Jesus Salazar CardenasAún no hay calificaciones
- Tectónica de PlacasDocumento2 páginasTectónica de PlacasAngel AlexisAún no hay calificaciones