También podría gustarte
- Espectroscopia de Vida Media y Tiempo ResueltoDocumento8 páginasEspectroscopia de Vida Media y Tiempo ResueltoPatricia LecuonaAún no hay calificaciones
- REFINERIADocumento39 páginasREFINERIAArthur VelasquezAún no hay calificaciones
- Grafo IV DijkstraDocumento27 páginasGrafo IV DijkstraL.RobledoAún no hay calificaciones
- Poblacion de JuninDocumento44 páginasPoblacion de JuninLizzety AlbornozAún no hay calificaciones
- Informe de Laboratio Comunicaciones Digitales Señal AM y FMDocumento15 páginasInforme de Laboratio Comunicaciones Digitales Señal AM y FMJuan David AriasAún no hay calificaciones
- Pollos de PolleríaDocumento41 páginasPollos de PolleríaDanella Abril GiraldoAún no hay calificaciones
- Dictamen de Clasificacion Aarancelaria 127 de 2015Documento4 páginasDictamen de Clasificacion Aarancelaria 127 de 2015Joseph MontoyaAún no hay calificaciones
- 5 Amigurumis de La Selva CirculoDocumento17 páginas5 Amigurumis de La Selva CirculoRosa CandiaAún no hay calificaciones
- Catedral Mejor Del CuzcoDocumento17 páginasCatedral Mejor Del CuzcoFigu Ascue PezoAún no hay calificaciones
- Edicion 1405Documento25 páginasEdicion 1405lachinazuleAún no hay calificaciones
- Práctica Del Sistema ÓseoDocumento8 páginasPráctica Del Sistema ÓseoOdaliza Estefani MonesAún no hay calificaciones
- Problema ColaborativoDocumento3 páginasProblema ColaborativoAlexs VelaAún no hay calificaciones
- BiologiaDocumento11 páginasBiologiacamila dominguezAún no hay calificaciones
- Sistemas Contra Incendios ExposicionDocumento25 páginasSistemas Contra Incendios ExposicionJavier LerouxAún no hay calificaciones
- Lomas de LachayDocumento2 páginasLomas de LachayDemetrio Rodrigo CastilloAún no hay calificaciones
- Fvr34ul QdpesDocumento2 páginasFvr34ul QdpesDarwin SarabiaAún no hay calificaciones
- Muerte y Democracia REVISTA PENSARES Y QUEHACERES 13 DE NOV. 2018Documento25 páginasMuerte y Democracia REVISTA PENSARES Y QUEHACERES 13 DE NOV. 2018Carlos Javier AsselbornAún no hay calificaciones
- Circuitos ContadoresDocumento26 páginasCircuitos ContadoresJoséM.PintoCarpioAún no hay calificaciones
- Carta PresentacionDocumento2 páginasCarta PresentacionVioleta Sanchez ManayayAún no hay calificaciones
- Bolsas Ecológicas1Documento7 páginasBolsas Ecológicas1Edwarts Bam Bam AlvarezAún no hay calificaciones
- (Puentes) Proyecto de PuentesDocumento281 páginas(Puentes) Proyecto de PuentesAlfonso Bautista100% (6)
- El Proceso Quimico de La CombustionDocumento23 páginasEl Proceso Quimico de La Combustionel doctolAún no hay calificaciones
- Técnicas Empleadas para La Conservación de MicrorganismosDocumento7 páginasTécnicas Empleadas para La Conservación de MicrorganismosCarolina Campos PeraltaAún no hay calificaciones
- Curso ESTADISTICA DESCRIPTIVA Aula FácilDocumento86 páginasCurso ESTADISTICA DESCRIPTIVA Aula FácilJesus Villananueva100% (1)
- Tarea 1 ICH2604 Pauta 2021Documento6 páginasTarea 1 ICH2604 Pauta 2021catalinaAún no hay calificaciones
- 1° Zany Remedial PDFDocumento48 páginas1° Zany Remedial PDFAyram Ari100% (10)
- Ht-Sika Rep Fast Dry Pe PDFDocumento4 páginasHt-Sika Rep Fast Dry Pe PDFRonald Altamirano EchevarríaAún no hay calificaciones
- Impac Cement o Plastic oDocumento1 páginaImpac Cement o Plastic oAMMON MIBSAM MORA JIMENEZAún no hay calificaciones
- Gráfico Análisis Pestel PEST Gratis Imprimible MulticolorDocumento1 páginaGráfico Análisis Pestel PEST Gratis Imprimible Multicolormaye28313410Aún no hay calificaciones
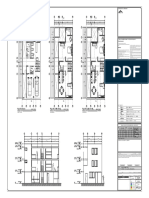
- PRADERA 06 ARQ Proyecto Arquitectonico ModeloDocumento1 páginaPRADERA 06 ARQ Proyecto Arquitectonico ModeloJoseVenancioAún no hay calificaciones