También podría gustarte
- Corre GidoDocumento7 páginasCorre Gidoleyla varasAún no hay calificaciones
- Pregunta 5 (GRUPO 4)Documento5 páginasPregunta 5 (GRUPO 4)leyla varasAún no hay calificaciones
- Pregunta 5 (GRUPO 4)Documento5 páginasPregunta 5 (GRUPO 4)leyla varasAún no hay calificaciones
- LEYLADocumento4 páginasLEYLAleyla varasAún no hay calificaciones
- Facultad de Ingenieria: Escuela de Ingenieria Agroindustrial Curso: Circuitos Y Maquinas Electricas Vi Ciclo Set. 2011Documento32 páginasFacultad de Ingenieria: Escuela de Ingenieria Agroindustrial Curso: Circuitos Y Maquinas Electricas Vi Ciclo Set. 2011leyla varasAún no hay calificaciones
- Plan de Empresas BDocumento24 páginasPlan de Empresas Bleyla varasAún no hay calificaciones
- MARKETING DavisDocumento21 páginasMARKETING Davisleyla varasAún no hay calificaciones
- COMUNICACIONDocumento7 páginasCOMUNICACIONleyla varasAún no hay calificaciones
- ABC Varas FloresDocumento4 páginasABC Varas Floresleyla varasAún no hay calificaciones
- PelaoDocumento1 páginaPelaoleyla varasAún no hay calificaciones
- My ChildhoodDocumento2 páginasMy Childhoodleyla varasAún no hay calificaciones
- ResumenDocumento3 páginasResumenleyla varasAún no hay calificaciones
- Proyecto CalidadDocumento13 páginasProyecto Calidadleyla varasAún no hay calificaciones
- Ciencia Ambiente ValeDocumento7 páginasCiencia Ambiente Valeleyla varasAún no hay calificaciones
- Sesión Nro 4 Medición de La Calidad-AmcgDocumento36 páginasSesión Nro 4 Medición de La Calidad-Amcgleyla varasAún no hay calificaciones
- Antic or Rosi VosDocumento26 páginasAntic or Rosi Vosleyla varasAún no hay calificaciones
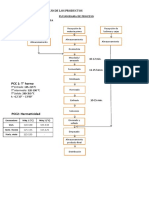
- Diagrama de Flujo de La Producción de Mermelada de FresaDocumento3 páginasDiagrama de Flujo de La Producción de Mermelada de Fresacleo100% (1)
- VBBBBDocumento21 páginasVBBBBYessenia Saucedo CasanovaAún no hay calificaciones
- Ejercicio Distribucion de Planta FinalDocumento20 páginasEjercicio Distribucion de Planta Finalleyla varasAún no hay calificaciones
- Guia de Aprendizaje 09Documento37 páginasGuia de Aprendizaje 09Joshua CrederAún no hay calificaciones
- SOLDADURADocumento18 páginasSOLDADURAleyla varasAún no hay calificaciones
- Diagrama de Flujo de Los ProductosDocumento7 páginasDiagrama de Flujo de Los Productosleyla varasAún no hay calificaciones
- 6.2.1 Matriz Fuentes de InformacionDocumento17 páginas6.2.1 Matriz Fuentes de Informacionleyla varasAún no hay calificaciones
- Antic or Rosi VosDocumento26 páginasAntic or Rosi Vosleyla varasAún no hay calificaciones
- Medidor de Energia ElectricaDocumento4 páginasMedidor de Energia Electricaleyla varasAún no hay calificaciones
- Lab1 IPPronosticosCausales2021Documento3 páginasLab1 IPPronosticosCausales2021leyla varasAún no hay calificaciones
- Anexo 10 Formato de Registro Proveedor NacionalDocumento2 páginasAnexo 10 Formato de Registro Proveedor Nacionalleyla varasAún no hay calificaciones
- Tarea N°2Documento2 páginasTarea N°2leyla varasAún no hay calificaciones
- CalidadDocumento10 páginasCalidadleyla varasAún no hay calificaciones
- BC Costos de Cursos BayscomDocumento21 páginasBC Costos de Cursos BayscomAKCHAún no hay calificaciones
- Un Modelo Del Perfil de Panaderia y Pastelera .Documento7 páginasUn Modelo Del Perfil de Panaderia y Pastelera .WILBER HANCCO MAMANIAún no hay calificaciones
- Semana 12 - Patrimonio 50 - 59Documento9 páginasSemana 12 - Patrimonio 50 - 59PARI HUAYTA KATHIA LESLYAún no hay calificaciones
- Cancelación Total de Saldo de Precio y RectificacionDocumento4 páginasCancelación Total de Saldo de Precio y RectificacionLarisa bustamanteAún no hay calificaciones
- Balance General de Adidas AG (ADS - De) - Yahoo FinanzasDocumento2 páginasBalance General de Adidas AG (ADS - De) - Yahoo FinanzasEustaquio Alay CruzAún no hay calificaciones
- Sistemas de Informacion Gerencial para La Toma de DecisionesDocumento21 páginasSistemas de Informacion Gerencial para La Toma de DecisionesYAURI AARON DIAZ CERNA0% (1)
- Cuadro Comparativo Desarrollo EconomicoDocumento9 páginasCuadro Comparativo Desarrollo EconomicoJuan CamiloAún no hay calificaciones
- Surgimiento y Desarrollo Del Hato GanaderoDocumento3 páginasSurgimiento y Desarrollo Del Hato Ganaderosheril paniagua mendez100% (5)
- Cotizacion Airvo2 Ventilador SV300 y D3Documento2 páginasCotizacion Airvo2 Ventilador SV300 y D3Carol SanchezAún no hay calificaciones
- Evidencia 1. Planteamiento Del Proyecto Toma de DecisionesDocumento10 páginasEvidencia 1. Planteamiento Del Proyecto Toma de Decisionesbriseida pizanoAún no hay calificaciones
- Taller de Fundamentos de AdministracionDocumento7 páginasTaller de Fundamentos de AdministracionHernan Ayala MurillasAún no hay calificaciones
- Analisís de Caso. Colchones El DoradoDocumento9 páginasAnalisís de Caso. Colchones El DoradoAndy VelezAún no hay calificaciones
- Refrigeración Mecánica - Problemas Resueltos Guía 7-8Documento8 páginasRefrigeración Mecánica - Problemas Resueltos Guía 7-8cesar_ccalahuilleAún no hay calificaciones
- Gana y Vende Cryptomonedas PaginasDocumento3 páginasGana y Vende Cryptomonedas PaginasJhosvic RiveroAún no hay calificaciones
- Taller Sobre Investigación de ActivosDocumento12 páginasTaller Sobre Investigación de ActivosTatiana RiveraAún no hay calificaciones
- Trabajo Final IncotermDocumento7 páginasTrabajo Final IncotermALEJANDRO VERA ALTAMIRANOAún no hay calificaciones
- Tipos de FianzasDocumento17 páginasTipos de FianzasErick Sam GutierrezAún no hay calificaciones
- 16 Dfa5j2a2vjdjjc1d3a74o9ikco20200403091258Documento2 páginas16 Dfa5j2a2vjdjjc1d3a74o9ikco20200403091258funvercolAún no hay calificaciones
- Documentacion Contable Y Tributaria: Universidad Nacional Del AltiplanoDocumento10 páginasDocumentacion Contable Y Tributaria: Universidad Nacional Del AltiplanoDeyna esther Huanca mamaniAún no hay calificaciones
- Examen Parcial Semana 4Documento11 páginasExamen Parcial Semana 4bladimir torresAún no hay calificaciones
- Taller de Investigación de MercadosDocumento6 páginasTaller de Investigación de MercadosXavier PolancoAún no hay calificaciones
- Tic-Log-Frm-001.00-Orden de Compra-0025-Comp Forte Tecle Eslinga Serv Mant-2022Documento2 páginasTic-Log-Frm-001.00-Orden de Compra-0025-Comp Forte Tecle Eslinga Serv Mant-2022Reymy ZeballosAún no hay calificaciones
- Avanze Proyecto Ind 3216 CDocumento5 páginasAvanze Proyecto Ind 3216 CJaime Rios0% (1)
- Proyecto de Asignatura de GESTION de PROYECTODocumento23 páginasProyecto de Asignatura de GESTION de PROYECTOJAROL ALEXANDER TOLA VALENCIAAún no hay calificaciones
- Una Vez Definido El Mercado MetaDocumento7 páginasUna Vez Definido El Mercado MetaEvelyn GonzalezAún no hay calificaciones
- Modelo de Pacto de SociosDocumento7 páginasModelo de Pacto de Sociosdavid mendoza100% (1)
- Taller MicroDocumento7 páginasTaller MicroGabriel RamírezAún no hay calificaciones
- Campaña PublicitariaDocumento22 páginasCampaña PublicitariaMontserrat OlveraAún no hay calificaciones
- 2016 Producto Hum MetinvvDocumento82 páginas2016 Producto Hum MetinvvLUIS SANCHEZAún no hay calificaciones