También podría gustarte
- Protocolo de Pruebas Bomba Contra Incendio - 2Documento2 páginasProtocolo de Pruebas Bomba Contra Incendio - 2elpepitaAún no hay calificaciones
- Informe Tecnico Caseta de Bombas Contra Incendio - Edificio El RosarioDocumento2 páginasInforme Tecnico Caseta de Bombas Contra Incendio - Edificio El RosarioOscar Fernandez SanchezAún no hay calificaciones
- Pruebas de IluminacionDocumento10 páginasPruebas de IluminacionaldoAún no hay calificaciones
- 109 Pruebas HidrostáticasDocumento1 página109 Pruebas HidrostáticasjoffreAún no hay calificaciones
- Winche Electrico en La Ingenieria Civil. - GRUPO 6 FinalDocumento14 páginasWinche Electrico en La Ingenieria Civil. - GRUPO 6 FinalCarlos Enrique Silva DelgadoAún no hay calificaciones
- Cronograma ACI - BametsaDocumento1 páginaCronograma ACI - BametsaJose ContrerasAún no hay calificaciones
- Protocolo Prueba Hidraulica DesagueDocumento4 páginasProtocolo Prueba Hidraulica DesagueDaniel Bornás100% (1)
- Informe Tecnico FinalDocumento7 páginasInforme Tecnico FinalAstrid De la CruzAún no hay calificaciones
- 2.1 Hoja Rho Uroc Grifos, Eess y GasocentrosDocumento4 páginas2.1 Hoja Rho Uroc Grifos, Eess y GasocentrosEdwar VegaAún no hay calificaciones
- Memoria DescriptivaDocumento15 páginasMemoria DescriptivacarsalovAún no hay calificaciones
- Especificaciones Tecnicas HidrofloDocumento4 páginasEspecificaciones Tecnicas HidroflolizardocaperaAún no hay calificaciones
- Obras MecanicasDocumento69 páginasObras MecanicasMagaly MvqAún no hay calificaciones
- Almacenamiento DT Requisitos Minimos Cumplimiento NFPA 20 PE GLPDocumento39 páginasAlmacenamiento DT Requisitos Minimos Cumplimiento NFPA 20 PE GLPAlfredo VelasquezAún no hay calificaciones
- SIG-PLS01. Plan de Contingencias Transportes Mogrovejo PDFDocumento74 páginasSIG-PLS01. Plan de Contingencias Transportes Mogrovejo PDFanthony valdivia rodriguezAún no hay calificaciones
- Estructura Murete para Grifo de RiegoDocumento6 páginasEstructura Murete para Grifo de Riegokaren huamancusiAún no hay calificaciones
- Guia Presentacion Seremi Salud OhigginsDocumento14 páginasGuia Presentacion Seremi Salud OhigginsCesar Muñoz OssesAún no hay calificaciones
- Masterseal NP1 - Ficha TécnicaDocumento6 páginasMasterseal NP1 - Ficha TécnicaKevin RodriguezAún no hay calificaciones
- Informe de Diagnostico - Correcion Falla Bomba TT 16 PDFDocumento8 páginasInforme de Diagnostico - Correcion Falla Bomba TT 16 PDFingmacbAún no hay calificaciones
- Informe MensualDocumento11 páginasInforme MensualAlessandro RafaelAún no hay calificaciones
- 03 Et Instalaciones ElectricasDocumento34 páginas03 Et Instalaciones ElectricasThiago Palacios MendozaAún no hay calificaciones
- Clase N 2 Normativa 1Documento120 páginasClase N 2 Normativa 1Miguel SalvadorAún no hay calificaciones
- TDR SERVICIO DE Suministro e Instalacion de Pararrayo y Pozo A TierraDocumento4 páginasTDR SERVICIO DE Suministro e Instalacion de Pararrayo y Pozo A TierraMAX JUAN MALDONADO VERGARA100% (1)
- 2.3. - Plan de Trabajo en AlturaDocumento9 páginas2.3. - Plan de Trabajo en AlturaJohn CandiaAún no hay calificaciones
- ETS-Nivelacion de Maquinaria Con Sikagrout 110 (Guvi)Documento5 páginasETS-Nivelacion de Maquinaria Con Sikagrout 110 (Guvi)kerenAún no hay calificaciones
- Protocolo de Mantenimiento BombasDocumento9 páginasProtocolo de Mantenimiento BombasJose GuzmanAún no hay calificaciones
- CV RensoDocumento6 páginasCV RensoJose Luis Aguilar GarciaAún no hay calificaciones
- Especificaciones Tecnicas Campo DeportivoDocumento26 páginasEspecificaciones Tecnicas Campo Deportivoanon_606791475Aún no hay calificaciones
- Lista de Verificación de Vehiculos Pesados Versión 002 22.10.18Documento1 páginaLista de Verificación de Vehiculos Pesados Versión 002 22.10.18Jonathan Camas - JECGAún no hay calificaciones
- Procedimiento de Control de Calidad de Combustibles, OPDH, Biocombustibles y Sus MezclasDocumento121 páginasProcedimiento de Control de Calidad de Combustibles, OPDH, Biocombustibles y Sus MezclasMoises Roberto Gonzalez GuevaraAún no hay calificaciones
- Acta de Entrega Red de Incendio Cilinca San LuisDocumento1 páginaActa de Entrega Red de Incendio Cilinca San LuisPiñateria Cajica EnglobaAún no hay calificaciones
- Cotizacion Hotel CorferiasDocumento2 páginasCotizacion Hotel CorferiasCarlos A. Suárez100% (1)
- Artefactos y VentilacionDocumento32 páginasArtefactos y VentilacionJose PerezAún no hay calificaciones
- Prueba de EstanqueidadDocumento1 páginaPrueba de EstanqueidadKch100% (1)
- Color Rojo de Las Tuberías de AguaDocumento2 páginasColor Rojo de Las Tuberías de AguaJulio FloresAún no hay calificaciones
- Instalación de GasDocumento9 páginasInstalación de GasJuliette ACAún no hay calificaciones
- MFL67221443 IM 0418 SpanishDocumento43 páginasMFL67221443 IM 0418 SpanishLuis GomezAún no hay calificaciones
- TDR (Efay)Documento17 páginasTDR (Efay)Milton TapiaAún no hay calificaciones
- EETT SEDAPAL Hidrante Contra Incendio CSDocumento4 páginasEETT SEDAPAL Hidrante Contra Incendio CSCesar CoronelAún no hay calificaciones
- Global PEM-01 - Procedimiento Acarreo TuberiasDocumento3 páginasGlobal PEM-01 - Procedimiento Acarreo TuberiasSergioArmandoPerezRamirezAún no hay calificaciones
- ESPECIFICACIONES TÉCNICAS - GLP-AIRE-VACÍO FinalDocumento7 páginasESPECIFICACIONES TÉCNICAS - GLP-AIRE-VACÍO FinalIver VallejosAún no hay calificaciones
- Sistema de DrenajeDocumento6 páginasSistema de DrenajeJeanPierreMontoyaCribillerosAún no hay calificaciones
- Certificado Uni 2020 - 1Documento1 páginaCertificado Uni 2020 - 1Antony Bermudez ramirezAún no hay calificaciones
- Cotización - Instalación Tuberia Red ACI Torre D.Documento2 páginasCotización - Instalación Tuberia Red ACI Torre D.Michael RubioAún no hay calificaciones
- Cotización de Cuarto de Bombas Motor DieselDocumento2 páginasCotización de Cuarto de Bombas Motor DieselMilton Deimon Cabrera SacsiAún no hay calificaciones
- Formato de Cronograma de MantenimientoDocumento5 páginasFormato de Cronograma de Mantenimientopcortizs3Aún no hay calificaciones
- Manual de Operacion y Mantenimiento Bocatoma Cabana ManzoDocumento8 páginasManual de Operacion y Mantenimiento Bocatoma Cabana ManzoJusto Chipana Chambi100% (1)
- Informe de Instalaciones SanitariasDocumento15 páginasInforme de Instalaciones SanitariasISSAMAR CHIMU BAZALARAún no hay calificaciones
- Protocolo de Electrobomba TrifasicaokDocumento3 páginasProtocolo de Electrobomba TrifasicaokNestor Oyaga Barrios100% (1)
- Ficha Tecnica Dispensador TOKHEIM 3X6Documento1 páginaFicha Tecnica Dispensador TOKHEIM 3X6Ventas 5100% (1)
- Procedimiento Cegado 8-2-05 Santa BarbaraDocumento21 páginasProcedimiento Cegado 8-2-05 Santa BarbaraFlia Parra TriviñoAún no hay calificaciones
- Manual Radiador Deco 148x210Documento6 páginasManual Radiador Deco 148x210RochiRojasBarreiroAún no hay calificaciones
- Vogt 751 Serie Am 2018Documento20 páginasVogt 751 Serie Am 2018mazzingerzAún no hay calificaciones
- Informe TécnicoDocumento20 páginasInforme TécnicoLuisana Leon martinezAún no hay calificaciones
- Ficha Tecnica Tuberia y Accesorios Desague PulgadasDocumento4 páginasFicha Tecnica Tuberia y Accesorios Desague Pulgadasumssfcytsansimon100% (1)
- Insumos Areas VerdesDocumento3 páginasInsumos Areas VerdesRoy FloresAún no hay calificaciones
- Costos de Sistema Aci MttoDocumento2 páginasCostos de Sistema Aci MttoElioAmpuero100% (1)
- TEA Cambio de Excentrica en Chancadora Primaria-1Documento7 páginasTEA Cambio de Excentrica en Chancadora Primaria-1Victor Guzman PretellAún no hay calificaciones
- Suministro y Colocacion Del GeotextilDocumento9 páginasSuministro y Colocacion Del GeotextilBer Jhey H HAún no hay calificaciones
- Et-002 Soldadura Por ExtrusionDocumento17 páginasEt-002 Soldadura Por Extrusionmec_humalexAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
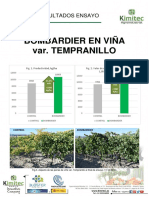
- Informe Resultado Ensayo - BOMBARDIER Vina Vinif - PROVISIONALDocumento4 páginasInforme Resultado Ensayo - BOMBARDIER Vina Vinif - PROVISIONALFacuuAtenorAún no hay calificaciones
- Boletin Tecnico y Usos de Tejidos Media SombraDocumento15 páginasBoletin Tecnico y Usos de Tejidos Media SombraFacuuAtenorAún no hay calificaciones
- Tabaco - Programa NutricionalDocumento2 páginasTabaco - Programa NutricionalFacuuAtenorAún no hay calificaciones
- Festigauch 2021 SponsorDocumento10 páginasFestigauch 2021 SponsorFacuuAtenorAún no hay calificaciones
- Cotización 00000-00000001Documento1 páginaCotización 00000-00000001FacuuAtenorAún no hay calificaciones
- Cotizador de ToldosDocumento2 páginasCotizador de ToldosFacuuAtenorAún no hay calificaciones
- Tarea Eje 1 Facundo Atenor Tecnicatura Universitaria en Gestion de CalidadDocumento2 páginasTarea Eje 1 Facundo Atenor Tecnicatura Universitaria en Gestion de CalidadFacuuAtenorAún no hay calificaciones
- Nuevo Hoja de Cálculo de Microsoft ExcelDocumento1 páginaNuevo Hoja de Cálculo de Microsoft ExcelFacuuAtenorAún no hay calificaciones
- Elementos Electronicos de Vacio y Elementos Neumaticos PDFDocumento4 páginasElementos Electronicos de Vacio y Elementos Neumaticos PDFJonnathan Berrezueta100% (2)
- Manual Metodologia de Investigacion de Fallas Interruptores - Juan Indriago 08-11-11Documento109 páginasManual Metodologia de Investigacion de Fallas Interruptores - Juan Indriago 08-11-11freddy jimenezAún no hay calificaciones
- Terraigua - Saneamiento Por VacioDocumento21 páginasTerraigua - Saneamiento Por Vacioerickfox1000Aún no hay calificaciones
- EIQ 303 2016 MF 3 Estatica de FluidosDocumento35 páginasEIQ 303 2016 MF 3 Estatica de FluidosSANDRA IBARRA ARIASAún no hay calificaciones
- Capitulo 2 Funciones de Los EnvasesDocumento42 páginasCapitulo 2 Funciones de Los EnvasesLadhiJaniraDextreMartinezAún no hay calificaciones
- 1.GIS Montaje AjusteDocumento47 páginas1.GIS Montaje AjusteRaul OrtizAún no hay calificaciones
- NTP 339131 2019 Metodo de Ensayo para Determinar El Peso Especifico Relativo de Las Particulas Solidas de Un SueloDocumento15 páginasNTP 339131 2019 Metodo de Ensayo para Determinar El Peso Especifico Relativo de Las Particulas Solidas de Un SueloLuis SeguraAún no hay calificaciones
- Bomba de Vacío CaseraDocumento5 páginasBomba de Vacío Caseramapgwarez100% (3)
- GuÃa de Estudio Prueba 1Documento6 páginasGuÃa de Estudio Prueba 1Valentina Ramos MugaAún no hay calificaciones
- Analisis de Conservas. Tipos de Latas. EtiquetadoDocumento52 páginasAnalisis de Conservas. Tipos de Latas. EtiquetadoMaria Consuelo Dominguez AnayaAún no hay calificaciones
- Info Proyecto Final Op2Documento3 páginasInfo Proyecto Final Op2JORDIAún no hay calificaciones
- RS-P-13 Procedimiento de Instalación de Aires Acondicionados Mini SplitDocumento8 páginasRS-P-13 Procedimiento de Instalación de Aires Acondicionados Mini Splitmultisecol2020Aún no hay calificaciones
- Manual de Diseño y Habilitación de Locales y MódulosDocumento45 páginasManual de Diseño y Habilitación de Locales y MódulosLuis Tanta CardenasAún no hay calificaciones
- Maquina RiaDocumento22 páginasMaquina RiaJuanzhito OliveraAún no hay calificaciones
- Especificaciones Tecnicas Termas Solares PDFDocumento11 páginasEspecificaciones Tecnicas Termas Solares PDFCesiithar Fernandez MartinezAún no hay calificaciones
- Caldera de VaporDocumento0 páginasCaldera de Vapormigss1074Aún no hay calificaciones
- Autoclave de 600 LT-02 PuertasDocumento7 páginasAutoclave de 600 LT-02 Puertasmario jhosep sosa perezAún no hay calificaciones
- FIMACO Autoclave PatológicosDocumento5 páginasFIMACO Autoclave Patológicosarlandoleonruiz6127Aún no hay calificaciones
- Guia General de Mecanica de Fluidos para Examen SuficienciaDocumento97 páginasGuia General de Mecanica de Fluidos para Examen SuficienciaServicios TriggerAún no hay calificaciones
- Cocina Al Vacío - Sole GraellsDocumento23 páginasCocina Al Vacío - Sole GraellsjarabitoAún no hay calificaciones
- Termo 3Documento4 páginasTermo 3Chris SeguraAún no hay calificaciones
- Capitulo 10 GasesDocumento17 páginasCapitulo 10 GasesRogelio RodriguezAún no hay calificaciones
- Espectrometria de Masas 101205013200 Phpapp02Documento162 páginasEspectrometria de Masas 101205013200 Phpapp02karinaoc2010Aún no hay calificaciones
- Astm-D854 en EspañolDocumento20 páginasAstm-D854 en EspañolTayarin03100% (1)
- Esterilizador TurnawerDocumento14 páginasEsterilizador TurnawerDavid ContrerasAún no hay calificaciones
- MODULO 4 Sistemas de Captadores Cilindro - ParabólicosDocumento64 páginasMODULO 4 Sistemas de Captadores Cilindro - ParabólicosAlvaro Diaz100% (1)
- Teoría de RelojesDocumento56 páginasTeoría de RelojesPacoAún no hay calificaciones
- Alentadores Solares de Tubos Al Vacío en CubaDocumento6 páginasAlentadores Solares de Tubos Al Vacío en CubaJosé Eduardo Flores PortilloAún no hay calificaciones
- TALLER DBA 3 Cómo Puedo Hervir Un Líquido Sin CalentarloDocumento20 páginasTALLER DBA 3 Cómo Puedo Hervir Un Líquido Sin CalentarloSandra PachecoAún no hay calificaciones
- GUÍA DE LA PRACTICA - Porosidad Efectiva-1Documento3 páginasGUÍA DE LA PRACTICA - Porosidad Efectiva-1DayanaCamachoAún no hay calificaciones