También podría gustarte
- Uni1 - Act2 - Mat - SIG ACTIVIDAD 8Documento155 páginasUni1 - Act2 - Mat - SIG ACTIVIDAD 8Gloria Ines PEDRAZA ROZOAún no hay calificaciones
- Ejercicio en CasoDocumento7 páginasEjercicio en CasoGloria Ines PEDRAZA ROZOAún no hay calificaciones
- Balance EjemploDocumento7 páginasBalance EjemploGloria Ines PEDRAZA ROZOAún no hay calificaciones
- Infografia PERFIL EMPRENDEDORDocumento2 páginasInfografia PERFIL EMPRENDEDORGloria Ines PEDRAZA ROZOAún no hay calificaciones
- Actividad 6 InnovacionDocumento4 páginasActividad 6 InnovacionGloria Ines PEDRAZA ROZOAún no hay calificaciones
- Actividad#3 Análisis de CasoDocumento10 páginasActividad#3 Análisis de CasoGloria Ines PEDRAZA ROZOAún no hay calificaciones
- FORMATO MATRIZ DE IDENTIFICACIÓN DE PELIGROS, EVALUACIÓN Y VALORACIÓN DE RIESGOS (Version 1)Documento24 páginasFORMATO MATRIZ DE IDENTIFICACIÓN DE PELIGROS, EVALUACIÓN Y VALORACIÓN DE RIESGOS (Version 1)Gloria Ines PEDRAZA ROZOAún no hay calificaciones
- CitosoniaDocumento6 páginasCitosoniaThalia Ludeña VelardeAún no hay calificaciones
- Semiologia Piel y FanerasDocumento31 páginasSemiologia Piel y FanerasJhoel Condor Buitron67% (3)
- Herramientas DigitalesDocumento8 páginasHerramientas DigitalesJuancho ZarateAún no hay calificaciones
- Importación y Exportaciones en HondurasDocumento35 páginasImportación y Exportaciones en HondurasCarlos Roberto Larios BonesAún no hay calificaciones
- Factura Electronica - Impresion - 3Documento1 páginaFactura Electronica - Impresion - 3Karla CruzAún no hay calificaciones
- Via Subcutanea, IntradermicaDocumento39 páginasVia Subcutanea, IntradermicaJulissaMirandaAún no hay calificaciones
- SIMILITUDES Y DIFERENCIAS ENTRES LOS ARTÍCULOS: LOS SISTEMAS DE COSTOS Y LA CONTABILIDAD DE GESTIÓN: PASADO, PRESENTE Y FUTURO - LOS SISTEMAS DE COSTEO: BASES Y METODOLOGÍAS - ¿CÓMO ELABORAR UN ESTADO DE COSTOS DE LA PRODUCCIÓN VENDIDA?Documento10 páginasSIMILITUDES Y DIFERENCIAS ENTRES LOS ARTÍCULOS: LOS SISTEMAS DE COSTOS Y LA CONTABILIDAD DE GESTIÓN: PASADO, PRESENTE Y FUTURO - LOS SISTEMAS DE COSTEO: BASES Y METODOLOGÍAS - ¿CÓMO ELABORAR UN ESTADO DE COSTOS DE LA PRODUCCIÓN VENDIDA?DelfinOviedoAún no hay calificaciones
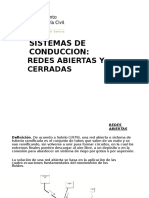
- Redes Abiertas y Redes Cerradas PDFDocumento34 páginasRedes Abiertas y Redes Cerradas PDFSsauúl Ghalvhan100% (2)
- Maravillas y Horrores de La ConquistaDocumento5 páginasMaravillas y Horrores de La ConquistaAlison Andrade VargasAún no hay calificaciones
- 2 Determinacion de Compuestos Organicos e InorganicosDocumento5 páginas2 Determinacion de Compuestos Organicos e InorganicosSistivenAún no hay calificaciones
- Documento Final MonografíaDocumento38 páginasDocumento Final MonografíaJhon SuarezAún no hay calificaciones
- Presión HidrostáticaDocumento2 páginasPresión HidrostáticaRøbǝrtslash Büblëgüum ZykǝsAún no hay calificaciones
- Corrientes Electricas Aplicadas en ElectroesteticaDocumento22 páginasCorrientes Electricas Aplicadas en ElectroesteticaSimón Antoine DumettAún no hay calificaciones
- Teoría Del DecrecimientoDocumento5 páginasTeoría Del DecrecimientoKaren Dayanna Mesa ParraAún no hay calificaciones
- Divircio Lisbeth RojasDocumento3 páginasDivircio Lisbeth RojasNELLY PEÑAAún no hay calificaciones
- Galvis - Claudia - Actividad 2Documento4 páginasGalvis - Claudia - Actividad 2CLAUDIA MAYERLY GALVIS LOPEZAún no hay calificaciones
- Glosario ActDocumento23 páginasGlosario ActMiguel Barbera MartinezAún no hay calificaciones
- Sistemas Ecuaciones Estacion ProblemasDocumento7 páginasSistemas Ecuaciones Estacion ProblemasJany AlcalaAún no hay calificaciones
- PLANTILLA PPT3f - Ciudad Medieval PDFDocumento15 páginasPLANTILLA PPT3f - Ciudad Medieval PDFSanAún no hay calificaciones
- Taller 5 Ecuación Lineal y LiteralDocumento2 páginasTaller 5 Ecuación Lineal y Literalconstanza MuñozAún no hay calificaciones
- Unctad - Iii - Recortes de Diario PDFDocumento70 páginasUnctad - Iii - Recortes de Diario PDFPilar BarbaAún no hay calificaciones
- Regresiones Aplicadas RESUELTOSDocumento72 páginasRegresiones Aplicadas RESUELTOSLuis AngelAún no hay calificaciones
- EmotionShare Manifesto EsDocumento57 páginasEmotionShare Manifesto EsVictor Euclides Briones MoralesAún no hay calificaciones
- Preguntas de Quién Es Más Probable QueDocumento5 páginasPreguntas de Quién Es Más Probable Quecsn140043Aún no hay calificaciones
- La Escuela Clásica: 1.1. Adam SmithDocumento10 páginasLa Escuela Clásica: 1.1. Adam SmithAna PepaAún no hay calificaciones
- Manual Poste de RecargaDocumento48 páginasManual Poste de RecargaFrancisco Simón FuertesAún no hay calificaciones
- Semana 6Documento2 páginasSemana 6RenatoAún no hay calificaciones
- Bases Programáticas Tomas VodanovicDocumento20 páginasBases Programáticas Tomas VodanovicSergio ToroAún no hay calificaciones
- Clase 3 Envase y Embalaje 2022-IDocumento5 páginasClase 3 Envase y Embalaje 2022-IDyanira ElíasAún no hay calificaciones
- Cronograma Anual Primer GradoDocumento5 páginasCronograma Anual Primer GradoJorge Alberto Canul HerediaAún no hay calificaciones
- Armónicas en Sistemas Eléctricos IndustrialesDe EverandArmónicas en Sistemas Eléctricos IndustrialesCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Microcontrolador PIC16F84. Desarrollo de proyectos. 3ª edición: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESDe EverandMicrocontrolador PIC16F84. Desarrollo de proyectos. 3ª edición: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESCalificación: 3.5 de 5 estrellas3.5/5 (12)
- Comunicaciones Móviles. Sistemas GSM, UMTS y LTEDe EverandComunicaciones Móviles. Sistemas GSM, UMTS y LTECalificación: 5 de 5 estrellas5/5 (2)
- 100 circuitos de shields para arduino (español)De Everand100 circuitos de shields para arduino (español)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Radiocomunicaciones: Teoría y principiosDe EverandRadiocomunicaciones: Teoría y principiosCalificación: 5 de 5 estrellas5/5 (3)
- Diseño lógico. Fundamentos en electrónica digitalDe EverandDiseño lógico. Fundamentos en electrónica digitalAún no hay calificaciones
- Electrónica análoga: Diseño de circuitosDe EverandElectrónica análoga: Diseño de circuitosCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Montaje de cuadros de control y dispositivos eléctricos y electrónicos de sistemas domóticoDe EverandMontaje de cuadros de control y dispositivos eléctricos y electrónicos de sistemas domóticoAún no hay calificaciones
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Análisis de circuitos eléctricos Estado estableDe EverandAnálisis de circuitos eléctricos Estado estableCalificación: 5 de 5 estrellas5/5 (8)
- MF0624_1 - Técnicas básicas de electricidad de vehículosDe EverandMF0624_1 - Técnicas básicas de electricidad de vehículosCalificación: 5 de 5 estrellas5/5 (2)
- Pequeñas centrales hidroeléctricasDe EverandPequeñas centrales hidroeléctricasCalificación: 5 de 5 estrellas5/5 (3)
- Electrónica (GRADO MEDIO): INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESDe EverandElectrónica (GRADO MEDIO): INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESCalificación: 4 de 5 estrellas4/5 (7)