También podría gustarte
- Ejercicios Propuestos - Superficies SumergidasDocumento1 páginaEjercicios Propuestos - Superficies SumergidasAlejandro MeloAún no hay calificaciones
- Latin Hire Ing MecDocumento10 páginasLatin Hire Ing MecAlejandro MeloAún no hay calificaciones
- Sistema CirculatorioDocumento35 páginasSistema CirculatorioAlejandro MeloAún no hay calificaciones
- Evidencias Primer Parcial MCDocumento4 páginasEvidencias Primer Parcial MCAlejandro MeloAún no hay calificaciones
- Introd MatlabDocumento2 páginasIntrod MatlabAlejandro MeloAún no hay calificaciones
- Ruedas Cojin Nivel de Fluidos Direccionales Frenos Golpes y Rayones Documentos Al Dia Amortiguadores Espejos Retrovisores Exploradoras LucesDocumento4 páginasRuedas Cojin Nivel de Fluidos Direccionales Frenos Golpes y Rayones Documentos Al Dia Amortiguadores Espejos Retrovisores Exploradoras LucesAlejandro MeloAún no hay calificaciones
- Chorizos y Tapas PrecocidasDocumento7 páginasChorizos y Tapas PrecocidasAlejandro MeloAún no hay calificaciones
- Carburador Alejandro MeloDocumento8 páginasCarburador Alejandro MeloAlejandro MeloAún no hay calificaciones
- Analisis de VibracionesDocumento10 páginasAnalisis de VibracionesAlejandro MeloAún no hay calificaciones
- GlucolisisDocumento3 páginasGlucolisisJairo AndrésAún no hay calificaciones
- Aplicaciones Electricas - Andrés Carpio A.Tarea 1Documento3 páginasAplicaciones Electricas - Andrés Carpio A.Tarea 1Andres CarpioAún no hay calificaciones
- PRD07311-2 Corte, Soldadura y Flama Abierta - 935Documento9 páginasPRD07311-2 Corte, Soldadura y Flama Abierta - 935ErickGómezAún no hay calificaciones
- FGA-HSE-P008 - PETAR Trabajos en CalienteDocumento10 páginasFGA-HSE-P008 - PETAR Trabajos en CalienteManuel Marquez LópezAún no hay calificaciones
- Cirsa 1 36Documento35 páginasCirsa 1 36David MilichAún no hay calificaciones
- Sensores y ActuadoresDocumento40 páginasSensores y ActuadoresalexanderAún no hay calificaciones
- Trabajo de Desarrollo Sostenible PaolaDocumento3 páginasTrabajo de Desarrollo Sostenible PaolaAdry MejiaAún no hay calificaciones
- Antología Unidad 2 Medición de ProductividadDocumento22 páginasAntología Unidad 2 Medición de ProductividadJose Hrenandez DiazAún no hay calificaciones
- Catalogo 2019 Digital Vol 1 4Documento24 páginasCatalogo 2019 Digital Vol 1 4Leonardo AzuajeAún no hay calificaciones
- M12 S1 Electricidad PDFDocumento5 páginasM12 S1 Electricidad PDFCraar MirejoAún no hay calificaciones
- Turbo 2Documento12 páginasTurbo 2Wilson MoralesAún no hay calificaciones
- Exel Seguridad y Medio AmbienteDocumento12 páginasExel Seguridad y Medio AmbienteRicardo Evangelista HernándezAún no hay calificaciones
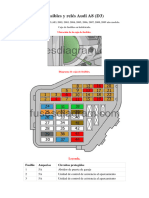
- Fusibles Reles A8Documento14 páginasFusibles Reles A8Oscar CaballeroAún no hay calificaciones
- 8.1.3-927 Echo - Bilámpara LED - Energy Saving ESLDocumento1 página8.1.3-927 Echo - Bilámpara LED - Energy Saving ESLjoseAún no hay calificaciones
- ProblemasDocumento22 páginasProblemasLuis Canul Estrella33% (3)
- Investigación de Las Propiedades de Los MaterialesDocumento26 páginasInvestigación de Las Propiedades de Los MaterialesJorge Braulio Rostro RamosAún no hay calificaciones
- 945 3623 1 PBDocumento23 páginas945 3623 1 PBMynor WittAún no hay calificaciones
- Manual Funcionamiento Centrifuga HMI PDFDocumento14 páginasManual Funcionamiento Centrifuga HMI PDFMARCO VERAMENDIAún no hay calificaciones
- Recuperacion de Condensado YissDocumento5 páginasRecuperacion de Condensado YissYisbell LeónAún no hay calificaciones
- Biomasa y Bioproductos PPT Prodero-1Documento14 páginasBiomasa y Bioproductos PPT Prodero-1EcoformanAlbertoAún no hay calificaciones
- El InfrarrojoDocumento6 páginasEl InfrarrojoAldo A. MamaniAún no hay calificaciones
- Apuntes para La Presentación DTI's UNAM (Chequen Este, Esta Resumido)Documento25 páginasApuntes para La Presentación DTI's UNAM (Chequen Este, Esta Resumido)Omar HerreraAún no hay calificaciones
- Laboratorio 7 - Carga y Descarga de Un CapacitorDocumento6 páginasLaboratorio 7 - Carga y Descarga de Un CapacitorDaniel Jara OsorioAún no hay calificaciones
- Informe 1 PH y Soluciones AmortiguadorasDocumento6 páginasInforme 1 PH y Soluciones AmortiguadorasDaniela0% (1)
- Unidad 4 - Tercer Avance Proyecto ABPDocumento12 páginasUnidad 4 - Tercer Avance Proyecto ABPPAULA ANDREA MORENOAún no hay calificaciones
- Teoria Taller ElectronicaDocumento5 páginasTeoria Taller ElectronicaAngel Hernandez Bravo100% (1)
- Lista de Precios PRIMAVERA 1 2019 ALARMAS NO DPP PDFDocumento6 páginasLista de Precios PRIMAVERA 1 2019 ALARMAS NO DPP PDFCatalinaPalaciosRamirezAún no hay calificaciones
- Manual SAIDocumento59 páginasManual SAIAnonymous oPInocXAún no hay calificaciones
- Lejislacion TributariaDocumento5 páginasLejislacion Tributarialeidiana yasmil reynosoAún no hay calificaciones
- Curriculum Vitae 2021 - EvarDocumento9 páginasCurriculum Vitae 2021 - EvarSanvita SanchezAún no hay calificaciones