También podría gustarte
- Catalogo UTPDocumento13 páginasCatalogo UTPEder Agustin Fernandez MedinaAún no hay calificaciones
- Soltec 72Documento1 páginaSoltec 72Cesar NeveuAún no hay calificaciones
- Brochure Industria CementeraDocumento3 páginasBrochure Industria CementeraOscar SermeñoAún no hay calificaciones
- p21 UTP-63Documento1 páginap21 UTP-63tacosanchezbrayanAún no hay calificaciones
- Hoja Técnica: AISI 4140 R AISI 4140 TDocumento2 páginasHoja Técnica: AISI 4140 R AISI 4140 TEdgar Segundo morenoAún no hay calificaciones
- Ficha Técnica Electrodo - Castec-3050-1-8-Kg-Pt-So-Eu-Hf-3050-32-5kDocumento2 páginasFicha Técnica Electrodo - Castec-3050-1-8-Kg-Pt-So-Eu-Hf-3050-32-5kRené de Jesús Izaguirre DelgadoAún no hay calificaciones
- Los ElectrodosDocumento11 páginasLos ElectrodosMaximo Velez AvilaAún no hay calificaciones
- Resistencia - Soldadura 7018Documento1 páginaResistencia - Soldadura 7018leo_monteroAún no hay calificaciones
- Variables Metalurgicas en El Proceso de Fabricacion de Aceros Al ManganesoDocumento8 páginasVariables Metalurgicas en El Proceso de Fabricacion de Aceros Al ManganesoBastian Calderon DonosoAún no hay calificaciones
- Hoja Técnica: AISI 9840 R AISI 9840 TDocumento2 páginasHoja Técnica: AISI 9840 R AISI 9840 TEdgar Segundo morenoAún no hay calificaciones
- 51-Aisi 12L14Documento2 páginas51-Aisi 12L14Edgar Segundo morenoAún no hay calificaciones
- 1056917-1.2379 ChapaDocumento1 página1056917-1.2379 ChapaSamuel GomezAún no hay calificaciones
- Overcord SDocumento1 páginaOvercord SRosalinda LozanoAún no hay calificaciones
- p31 UTP-32Documento1 páginap31 UTP-32tacosanchezbrayanAún no hay calificaciones
- Recargue Duro Sobre Cuchilla de Balde LHDDocumento2 páginasRecargue Duro Sobre Cuchilla de Balde LHDvictoryanezAún no hay calificaciones
- Recomendacion de Soldadura para Recargue Duro Sobre Cuchilla de Balde.Documento2 páginasRecomendacion de Soldadura para Recargue Duro Sobre Cuchilla de Balde.Jose Leornardo CondoriAún no hay calificaciones
- ID3303 File 1125 11018m PDFDocumento1 páginaID3303 File 1125 11018m PDFtacosanchezbrayanAún no hay calificaciones
- Hierro en PolvoDocumento3 páginasHierro en PolvoGerli Teran100% (1)
- Hoja Tecnica 55 - 8620Documento2 páginasHoja Tecnica 55 - 8620ca mirAún no hay calificaciones
- Exsa 721Documento1 páginaExsa 721Richy UgoxAún no hay calificaciones
- Guia Utp Industria Azucarera 14624833 - 1Documento6 páginasGuia Utp Industria Azucarera 14624833 - 1Oscar SermeñoAún no hay calificaciones
- Hoja Técnica B-18Documento1 páginaHoja Técnica B-18carlosAún no hay calificaciones
- Acero 705 PDFDocumento2 páginasAcero 705 PDFmeli cantosAún no hay calificaciones
- 705 PDFDocumento2 páginas705 PDFJuan ArcosAún no hay calificaciones
- 705Documento2 páginas705diegueins84Aún no hay calificaciones
- Electrodos InacapDocumento3 páginasElectrodos Inacapeliot peñaAún no hay calificaciones
- Composición Química Fundente AglomeradoDocumento1 páginaComposición Química Fundente AglomeradoJhonn Castro LopezAún no hay calificaciones
- S15 - Mecánica de Materiales C21 H ZevallosDocumento27 páginasS15 - Mecánica de Materiales C21 H ZevallosBeckham Aranda MartínezAún no hay calificaciones
- Soldaduras Utp Utp 48Documento1 páginaSoldaduras Utp Utp 48Jaysso Jaime Hita PerezAún no hay calificaciones
- E6013+e7018 Castolin PDFDocumento1 páginaE6013+e7018 Castolin PDFJose ManuelAún no hay calificaciones
- Catalgo AcerosDocumento48 páginasCatalgo AcerosPepe BayasAún no hay calificaciones
- CONSEGURIDAD DEL CARIBE LTDA - Westrode80bDocumento2 páginasCONSEGURIDAD DEL CARIBE LTDA - Westrode80bAndres RomeroAún no hay calificaciones
- Sae j1397Documento1 páginaSae j1397Giovanzi PretellAún no hay calificaciones
- Catalogo Alambres Tubulares FCAWDocumento17 páginasCatalogo Alambres Tubulares FCAWLeyniz York Arias LlanosAún no hay calificaciones
- Detalle AcerosDocumento28 páginasDetalle Acerosalefeli26Aún no hay calificaciones
- Punto AzulDocumento1 páginaPunto AzulMendoza Doris100% (1)
- Soluweld Catalogo ElectrodosDocumento4 páginasSoluweld Catalogo ElectrodosVictorAún no hay calificaciones
- Acero Inoxidable 416SSDocumento2 páginasAcero Inoxidable 416SSIGNACIA ACEVEDOAún no hay calificaciones
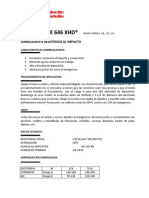
- E646 XHD EspañolDocumento1 páginaE646 XHD EspañolBrian HernandezAún no hay calificaciones
- E646 XHD EspañolDocumento1 páginaE646 XHD EspañolBrian HernandezAún no hay calificaciones
- Ficha Técnica AceroDocumento6 páginasFicha Técnica AceroDIEGO ALEJANDRO RODRÍGUEZ GARZÓNAún no hay calificaciones
- EcnDocumento1 páginaEcnHeiderHuertaAún no hay calificaciones
- Electrodos para Reparacion y MantenimientoDocumento2 páginasElectrodos para Reparacion y MantenimientoElmar CuellarAún no hay calificaciones
- 646 XHD Ficha TecnicaDocumento1 página646 XHD Ficha TecnicaJulio GonzalesAún no hay calificaciones
- Acero AntidesgasteDocumento22 páginasAcero AntidesgastePatricia JacksonAún no hay calificaciones
- Utp 65Documento1 páginaUtp 65Ignacio Ortega DamianAún no hay calificaciones
- Astm ResumenDocumento12 páginasAstm ResumenNey X. GuerreroAún no hay calificaciones
- Weldarc PDFDocumento4 páginasWeldarc PDFIngeniero BolMoAún no hay calificaciones
- 52 Barra Hueca 1518Documento1 página52 Barra Hueca 1518Edgar Segundo morenoAún no hay calificaciones
- SUPERCITODocumento1 páginaSUPERCITOGuillermo Saavedra100% (1)
- Ficha Tecnica EM50Documento2 páginasFicha Tecnica EM50CamiAún no hay calificaciones
- AISI 1045: Hoja TécnicaDocumento2 páginasAISI 1045: Hoja TécnicaRaul FigueroaAún no hay calificaciones
- Westrode10 PDFDocumento1 páginaWestrode10 PDFWilliam A Galeano LopezAún no hay calificaciones
- CAPACITACION Bohler-Enero20017 PDFDocumento47 páginasCAPACITACION Bohler-Enero20017 PDFRonny De La CruzAún no hay calificaciones
- Elementos de MáquinasDocumento12 páginasElementos de Máquinascristofer.29.03.2000Aún no hay calificaciones
- Aisi 12L14Documento1 páginaAisi 12L14Erich ThomasAún no hay calificaciones
- Elect Tub. Diluci N Granulom Revest. Amado I&S 2011Documento7 páginasElect Tub. Diluci N Granulom Revest. Amado I&S 2011Daniel PerezAún no hay calificaciones
- Elect Hardf. Rev. Perif Rico Zulia Amado 2018Documento10 páginasElect Hardf. Rev. Perif Rico Zulia Amado 2018Daniel PerezAún no hay calificaciones
- SoldaduraDocumento10 páginasSoldaduraEder ChingaAún no hay calificaciones
- 01 2 PDFDocumento32 páginas01 2 PDFPlaneamiento AntapaccayAún no hay calificaciones
- Lincon ConsumiblesDocumento20 páginasLincon ConsumiblesSebastian Cuesta GarcesAún no hay calificaciones
- Manual BohelerDocumento11 páginasManual BohelerMartinPierantoni100% (1)
- Universidad de Matanzas "Camilo Cienfuegos". Facultad de Ingenierías Química Y MecanicaDocumento46 páginasUniversidad de Matanzas "Camilo Cienfuegos". Facultad de Ingenierías Química Y MecanicaLester GuerraAún no hay calificaciones
- CP#1 - Características Est. y Din.Documento4 páginasCP#1 - Características Est. y Din.Daniel PerezAún no hay calificaciones
- Manual de Soldadura Oerlikon Exsa S ADocumento146 páginasManual de Soldadura Oerlikon Exsa S Amadenicola10100% (3)
- Chlorella VulgarisDocumento1 páginaChlorella VulgarisSantiago Ospina CortesAún no hay calificaciones
- Los 10 Gerentes Mas Exitos Del MundoDocumento25 páginasLos 10 Gerentes Mas Exitos Del Mundomaria rivera chinchayAún no hay calificaciones
- El Verbo, Numero y PersonaDocumento3 páginasEl Verbo, Numero y PersonaFiorela Valdivia pillaca100% (1)
- Fundamentos de Las Microfinanzas 1Documento36 páginasFundamentos de Las Microfinanzas 1Daniel AriasAún no hay calificaciones
- Mdaemon EsDocumento615 páginasMdaemon EsOnaydi Gonzalez Diaz100% (1)
- Análisis de Diagramas y Curvas de Desplazamiento, Velocidad y Aceleración para El Seguidor.Documento23 páginasAnálisis de Diagramas y Curvas de Desplazamiento, Velocidad y Aceleración para El Seguidor.Roge Castillo86% (7)
- Manual BIENFIT CIRCUIT TRAINING Version KraftDocumento24 páginasManual BIENFIT CIRCUIT TRAINING Version KraftbiosoccerAún no hay calificaciones
- Tubos Cuadrados y Rectangulares A500 PDFDocumento1 páginaTubos Cuadrados y Rectangulares A500 PDFRafael RiveraAún no hay calificaciones
- Eris ExtDocumento7 páginasEris ExtEmanuelle Adebayor GonzálezAún no hay calificaciones
- EducamosCLM Seguimiento EducativoDocumento1 páginaEducamosCLM Seguimiento EducativoJuan José Bernal ParraAún no hay calificaciones
- Reglamento LSHNDocumento13 páginasReglamento LSHNPERRACHUDOAún no hay calificaciones
- Malla MPDocumento1 páginaMalla MPRafael CortesAún no hay calificaciones
- Milán y EstrategicaDocumento20 páginasMilán y EstrategicaGuiomarAún no hay calificaciones
- Revisión de Artículo-Evaluación Clínica y Ultrasonográfica de La Glándula Tiroides en Pacientes Con Artritis Reumatoide Uancv - Juliaca.perúDocumento9 páginasRevisión de Artículo-Evaluación Clínica y Ultrasonográfica de La Glándula Tiroides en Pacientes Con Artritis Reumatoide Uancv - Juliaca.perúTicona Yanapa Wernert HernanAún no hay calificaciones
- Soldar Fibra OpticaDocumento15 páginasSoldar Fibra OpticaEder JoelAún no hay calificaciones
- Pies en Polvorosa ComentarioDocumento9 páginasPies en Polvorosa ComentariocepermotrilAún no hay calificaciones
- Modelo 02 Resolucion Aprobacion RD028 2016EF5001Documento2 páginasModelo 02 Resolucion Aprobacion RD028 2016EF5001Linder Santos BustamanteAún no hay calificaciones
- FarB-M05-5-Tolerancia y Dependencia A Medicamentos - MCDocumento19 páginasFarB-M05-5-Tolerancia y Dependencia A Medicamentos - MCAntonio Jesús MartinzAún no hay calificaciones
- Planificación Anual 2022 Historia 4 BasicoDocumento2 páginasPlanificación Anual 2022 Historia 4 BasicoCarol Camus OlivaresAún no hay calificaciones
- Caso Estrategia TextilesDocumento11 páginasCaso Estrategia TextilesRuy Lopez100% (1)
- Acetona Bencelo MetanolDocumento26 páginasAcetona Bencelo MetanolLisbelkis MoraAún no hay calificaciones
- Los Rincones en El Segundo Ciclo E.I PDFDocumento21 páginasLos Rincones en El Segundo Ciclo E.I PDFPaula Catalán FernándezAún no hay calificaciones
- Ficha Estado Situacional GRD Entidad Ejecutora-Municipalidades Provincial Gran ChimúDocumento3 páginasFicha Estado Situacional GRD Entidad Ejecutora-Municipalidades Provincial Gran ChimúCinthia Soto RaicoAún no hay calificaciones
- Resumen de Numeros Enteros Paes 2023Documento11 páginasResumen de Numeros Enteros Paes 2023Manuel AlarconAún no hay calificaciones
- DelimitacionDocumento18 páginasDelimitacionmiguel angel condori chambiAún no hay calificaciones
- Tarea de Combinacion de EstrategiasDocumento4 páginasTarea de Combinacion de EstrategiasHéctor LafargaAún no hay calificaciones
- FosfatizadoDocumento8 páginasFosfatizadoYeremi Teotl HuayAún no hay calificaciones
- Tratamiento de TuberculosisDocumento6 páginasTratamiento de TuberculosisJuanita Rosa Navarro CastilloAún no hay calificaciones
- Economia CircularDocumento9 páginasEconomia CircularLuis Alirio Angarita OteroAún no hay calificaciones
- Exposición Teorías y Enfoques Del Desarrollo FinalDocumento12 páginasExposición Teorías y Enfoques Del Desarrollo FinalNANCY JAIDITH OSSA PEÑAFIELAún no hay calificaciones
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (201)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- Proyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadDe EverandProyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadCalificación: 5 de 5 estrellas5/5 (1)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Las Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishDe EverandLas Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Magia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioDe EverandMagia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- El concepto Mulligan de terapia manual (Color)De EverandEl concepto Mulligan de terapia manual (Color)Calificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Manual técnico para la interpretación de análisis de suelos y fertilización de cultivosDe EverandManual técnico para la interpretación de análisis de suelos y fertilización de cultivosCalificación: 4 de 5 estrellas4/5 (1)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- Prescripción de ejercico físico para la saludDe EverandPrescripción de ejercico físico para la saludCalificación: 5 de 5 estrellas5/5 (1)