También podría gustarte
- Montaje de revestimientos de fachadas transventiladas. IEXD0409De EverandMontaje de revestimientos de fachadas transventiladas. IEXD0409Aún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- NMX S 041 1987 Careta para SoldadorDocumento16 páginasNMX S 041 1987 Careta para Soldadortristanxp80Aún no hay calificaciones
- NCH 1562Documento9 páginasNCH 1562Mario Danilo CancinoAún no hay calificaciones
- Proy NMX S 056 Scfi 2004Documento19 páginasProy NMX S 056 Scfi 2004ManuelAún no hay calificaciones
- NMX S 055 Scfi 2002 PDFDocumento25 páginasNMX S 055 Scfi 2002 PDFChemaBalcazarAún no hay calificaciones
- NMX S 056 Scfi 2007Documento23 páginasNMX S 056 Scfi 2007loliaargAún no hay calificaciones
- NMX S 055 Scfi 2002 CascoDocumento25 páginasNMX S 055 Scfi 2002 CascoArturo Michel Moreno JimenezAún no hay calificaciones
- NMX S 039 Scfi 2000Documento41 páginasNMX S 039 Scfi 2000lindajosefina100% (3)
- Normas de Seguridad CascosDocumento16 páginasNormas de Seguridad CascosCentauro75Aún no hay calificaciones
- NCH 1562-1979 Pantalla para Soldadores PDFDocumento13 páginasNCH 1562-1979 Pantalla para Soldadores PDFVicente SepulvedaAún no hay calificaciones
- Cascos de SeguridadDocumento11 páginasCascos de SeguridadJonathan LucanoAún no hay calificaciones
- NMX S 055 Scfi 2002 PDFDocumento25 páginasNMX S 055 Scfi 2002 PDFMof MartinezAún no hay calificaciones
- Nom 115 STPSDocumento14 páginasNom 115 STPSEver BradiAún no hay calificaciones
- NMX S 039 Scfi 2000Documento41 páginasNMX S 039 Scfi 2000loliaargAún no hay calificaciones
- Proteccion FacialDocumento9 páginasProteccion FacialLiliana DuarteAún no hay calificaciones
- NTC 1523-93 Cascos de Seguridad IndustrialDocumento30 páginasNTC 1523-93 Cascos de Seguridad IndustrialJorge Hernan Aguado QuinteroAún no hay calificaciones
- Fichas Tecnicas Dotacion Policia Transito....Documento61 páginasFichas Tecnicas Dotacion Policia Transito....Oscar Fernando Mora RodriguezAún no hay calificaciones
- NTC 2219 Guantes Aislantes de ElectricidadDocumento20 páginasNTC 2219 Guantes Aislantes de ElectricidadDiego Muñoz100% (1)
- NMX S 013 1970 PDFDocumento10 páginasNMX S 013 1970 PDFHumberto MenDevil ValenzuelaAún no hay calificaciones
- 761 97Documento16 páginas761 97Rivas DanielAún no hay calificaciones
- NMX S 018 Scfi 2000Documento42 páginasNMX S 018 Scfi 2000loliaargAún no hay calificaciones
- Seguridad V - Parte 1Documento26 páginasSeguridad V - Parte 1David BugalloAún no hay calificaciones
- Arnés de Seguridad - Especificación Técnica DetalladaDocumento2 páginasArnés de Seguridad - Especificación Técnica Detalladaalberto valenciaAún no hay calificaciones
- NMX S 057 Scfi 2002Documento37 páginasNMX S 057 Scfi 2002No al maltrato AnimalAún no hay calificaciones
- 3112Documento7 páginas3112Andrew CepedaAún no hay calificaciones
- NMX S 003 1 Scfi 2006Documento21 páginasNMX S 003 1 Scfi 2006loliaargAún no hay calificaciones
- Norma Cascos MXDocumento14 páginasNorma Cascos MXmareveyAún no hay calificaciones
- Industria Y Operaciones Industriales: Equipo de Protección PersonalDocumento15 páginasIndustria Y Operaciones Industriales: Equipo de Protección PersonalJEAN KEVIN MENDOZA ZEBALLOSAún no hay calificaciones
- CAPACITACION EPP OkDocumento73 páginasCAPACITACION EPP OkDiego Lopez100% (2)
- SU4 - Tonos de Vidrios InactinicosDocumento6 páginasSU4 - Tonos de Vidrios InactinicosRodmi Torres PeraltaAún no hay calificaciones
- Resumen de 5 HojasDocumento8 páginasResumen de 5 Hojassergio ortiz cutipaAún no hay calificaciones
- INFORME de Implemento de SeguridadDocumento24 páginasINFORME de Implemento de SeguridadMaria GutierrezAún no hay calificaciones
- Estudio de Elementos de Protección PersonalDocumento12 páginasEstudio de Elementos de Protección PersonalPelaoIvanAún no hay calificaciones
- NOM-115-STPS-1994 Cascos de Protección - Especificaciones, Métodos de Prueba y Clasificación.Documento16 páginasNOM-115-STPS-1994 Cascos de Protección - Especificaciones, Métodos de Prueba y Clasificación.Ever BradiAún no hay calificaciones
- NTE INEN 146 Cascos de Seguridad Uso IndustrialDocumento30 páginasNTE INEN 146 Cascos de Seguridad Uso IndustrialLenin Alejandro ZaldumbideAún no hay calificaciones
- 1669 Vidrios Seguridad AutomovilesDocumento24 páginas1669 Vidrios Seguridad AutomovilesJavier D. SolisAún no hay calificaciones
- Lista de EPPSDocumento26 páginasLista de EPPSKevin OMAún no hay calificaciones
- Taller de Soldadura 1 Jorge CardonaDocumento13 páginasTaller de Soldadura 1 Jorge CardonaJorge Cardona SanchezAún no hay calificaciones
- Cinta Autofundente 3M PDFDocumento2 páginasCinta Autofundente 3M PDFasssasasAún no hay calificaciones
- Cascos de Seguridad IndustrialDocumento12 páginasCascos de Seguridad IndustrialCarmenBarrientosAún no hay calificaciones
- NMX S 057 Scfi 2002Documento36 páginasNMX S 057 Scfi 2002Adrian ZRAún no hay calificaciones
- Fichas Tecnicas Elementos de Proteccion PersonalDocumento12 páginasFichas Tecnicas Elementos de Proteccion PersonalJose Barrera100% (1)
- Procedimiento de Empalme de F.O.Documento14 páginasProcedimiento de Empalme de F.O.Juan PerezAún no hay calificaciones
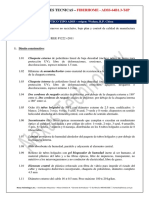
- Fiberhome Adss-48b1.3-Tdp - Especificacion Tecnica - Span 200 MDocumento5 páginasFiberhome Adss-48b1.3-Tdp - Especificacion Tecnica - Span 200 Mnelson roberto gonzales guizadoAún no hay calificaciones
- Ficha Tecnica EppsDocumento20 páginasFicha Tecnica EppsJeanpierre VizcardoAún no hay calificaciones
- Nace RP 0188-99, Ingles - En.esDocumento7 páginasNace RP 0188-99, Ingles - En.esRemhardt Sandoval VeizagaAún no hay calificaciones
- Gafas de Proteccion VisualDocumento14 páginasGafas de Proteccion VisualDeivid MullisacaAún no hay calificaciones
- Guantes de SeguridadDocumento17 páginasGuantes de SeguridadLor3nzoAún no hay calificaciones
- Ficha Tecnica de EppsDocumento19 páginasFicha Tecnica de EppsEsteban Coronado ChavezAún no hay calificaciones
- TP1 SoldaduraDocumento3 páginasTP1 SoldaduraMarcos BialiAún no hay calificaciones
- MF1087_1 - Limpieza de cristales en edificios y localesDe EverandMF1087_1 - Limpieza de cristales en edificios y localesCalificación: 1 de 5 estrellas1/5 (1)
- Procesos de corte y preparación de bordes. FMEC0210De EverandProcesos de corte y preparación de bordes. FMEC0210Aún no hay calificaciones
- Técnicas de enmascarado. TMVL0509De EverandTécnicas de enmascarado. TMVL0509Calificación: 5 de 5 estrellas5/5 (1)
- Corte y mecanizado de tuberías. FMEC0108De EverandCorte y mecanizado de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (3)
- Guía práctica de eficiencia energética en alumbrado exteriorDe EverandGuía práctica de eficiencia energética en alumbrado exteriorAún no hay calificaciones
- Ejecución de enfoscados y guarnecidos «a buena vista». EOCB0109De EverandEjecución de enfoscados y guarnecidos «a buena vista». EOCB0109Aún no hay calificaciones
- Semafor oDocumento1 páginaSemafor ogeorgefredAún no hay calificaciones
- RU1NOM017Documento1 páginaRU1NOM017GilbertDominguezAún no hay calificaciones
- Equipos Contra Incendio PDFDocumento1 páginaEquipos Contra Incendio PDFcarlos rafael sarabia alonsoAún no hay calificaciones
- Ru4nom02a PDFDocumento1 páginaRu4nom02a PDFCarlos Jaziel SeguraAún no hay calificaciones
- ntp-774 Sistemas Anticaidas PDFDocumento4 páginasntp-774 Sistemas Anticaidas PDFHumberto MenDevil ValenzuelaAún no hay calificaciones
- RU2NOM017Documento1 páginaRU2NOM017luisarmandomayonietoAún no hay calificaciones
- Comportamiento Del Mercado Marco Economico y PredictivoDocumento45 páginasComportamiento Del Mercado Marco Economico y PredictivoDavid GonzalezAún no hay calificaciones
- ResumenUnidad3NOM017 PDFDocumento1 páginaResumenUnidad3NOM017 PDFmarlengranadosAún no hay calificaciones
- Ru1nom02a PDFDocumento1 páginaRu1nom02a PDFcarlos rafael sarabia alonsoAún no hay calificaciones
- RFSHMATDocumento26 páginasRFSHMATyoshioflorentino100% (1)
- RD 773-1997 Disposiciones Minimas de Seguridad y Salud Relativas Al Uso de EPIDocumento7 páginasRD 773-1997 Disposiciones Minimas de Seguridad y Salud Relativas Al Uso de EPIedualoviAún no hay calificaciones
- Nom 116 STPS 2009Documento16 páginasNom 116 STPS 2009Adrian ZRAún no hay calificaciones
- NTP 816 Encofrado Horizontal Protecciones Individuales Contra Caídas de AlturaDocumento8 páginasNTP 816 Encofrado Horizontal Protecciones Individuales Contra Caídas de AlturaFederico DiezAún no hay calificaciones
- Equipos de Protección RespiratoriaDocumento2 páginasEquipos de Protección RespiratoriaedualoviAún no hay calificaciones
- 813 Web PDFDocumento6 páginas813 Web PDFalejandroAún no hay calificaciones
- 773 PDFDocumento4 páginas773 PDFRogers GutierrezAún no hay calificaciones
- NTP 518 Prevencion Del RiesgoDocumento7 páginasNTP 518 Prevencion Del RiesgoFerr ConstantinoAún no hay calificaciones
- Nom 115Documento20 páginasNom 115Jose Carlos Leon SeguraAún no hay calificaciones
- Nom 002 STPS 2010Documento54 páginasNom 002 STPS 2010Adrian ZRAún no hay calificaciones
- NOM 113 Stps 2009Documento36 páginasNOM 113 Stps 2009elsaordunaAún no hay calificaciones
- NTP 747Documento8 páginasNTP 747Manuel Jesus Pereyra EspinozaAún no hay calificaciones
- Riesgos Quimicos de InternetDocumento6 páginasRiesgos Quimicos de InternetVane CalatroniAún no hay calificaciones
- Norma Oficial Mexicana Nom-017-Stps-2008 (Epp)Documento11 páginasNorma Oficial Mexicana Nom-017-Stps-2008 (Epp)Carlos GjAún no hay calificaciones
- NMX S 058 - 5 Scfi 2005Documento19 páginasNMX S 058 - 5 Scfi 2005Adrian ZRAún no hay calificaciones
- NMX S 039 Scfi 2000 PDFDocumento41 páginasNMX S 039 Scfi 2000 PDFArturo AlvaAún no hay calificaciones
- NMX S 059 Scfi 2004Documento24 páginasNMX S 059 Scfi 2004Krloxx AkinoAún no hay calificaciones
- NMX S 057 Scfi 2002Documento36 páginasNMX S 057 Scfi 2002Adrian ZRAún no hay calificaciones
- NMX S 058 1 Scfi 2005Documento41 páginasNMX S 058 1 Scfi 2005Adrian ZRAún no hay calificaciones
- Principio de FresnelDocumento7 páginasPrincipio de FresnelDavid Velázquez RangelAún no hay calificaciones
- Microscopia y Tecnicas HistologicasDocumento20 páginasMicroscopia y Tecnicas HistologicasRocioAún no hay calificaciones
- CTOE 002 Caja Terminal Óptica de Exterior Con Cable en Paso 16 Conectores Reforzados Tipo Bayoneta r01 Marzo 2017 PDFDocumento4 páginasCTOE 002 Caja Terminal Óptica de Exterior Con Cable en Paso 16 Conectores Reforzados Tipo Bayoneta r01 Marzo 2017 PDFRoberto Díaz GarciaAún no hay calificaciones
- Instituto Tecnológico de Chihuahua: Perfilómetro de Relieve de Superficies Por Proyección de FranjasDocumento27 páginasInstituto Tecnológico de Chihuahua: Perfilómetro de Relieve de Superficies Por Proyección de Franjasoscar_sm77Aún no hay calificaciones
- Manual de MicroscópioDocumento19 páginasManual de MicroscópioVanessa Bermello JiménezAún no hay calificaciones
- 349 - Problemas Óptica PDFDocumento7 páginas349 - Problemas Óptica PDFjial171979Aún no hay calificaciones
- Completo Optica 1Documento178 páginasCompleto Optica 1DiegoAún no hay calificaciones
- Ebook Conceptos Basicos de IluminaciónDocumento34 páginasEbook Conceptos Basicos de IluminaciónAndres VillamarinAún no hay calificaciones
- Taller 3Documento2 páginasTaller 3Julio SantiagoAún no hay calificaciones
- TallerIII - Física de OndasDocumento3 páginasTallerIII - Física de OndasADRIAN QUIROGA QUINTEROAún no hay calificaciones
- Sobre La Densidad de UnDocumento5 páginasSobre La Densidad de UnMiguel Angel Perez MolinaAún no hay calificaciones
- P-1 Control Vision EstereoscopicaDocumento3 páginasP-1 Control Vision EstereoscopicaleandroAún no hay calificaciones
- Informe 8Documento6 páginasInforme 8Maria BaenaAún no hay calificaciones
- Mi Librito de Las Vocales. PreescoMATDocumento31 páginasMi Librito de Las Vocales. PreescoMATAurea Diaz100% (1)
- LISTA DE PRECIOS LED VIGENCIA MAR 16 A ABR 15 DE 2018 Jonatan PDFDocumento10 páginasLISTA DE PRECIOS LED VIGENCIA MAR 16 A ABR 15 DE 2018 Jonatan PDFlilyneeth Paternina De La HozAún no hay calificaciones
- Informe Series de BalmerDocumento5 páginasInforme Series de BalmernicolasAún no hay calificaciones
- Actividad Aula 1 - CASO 2Documento5 páginasActividad Aula 1 - CASO 2Evelyn CastañedaAún no hay calificaciones
- Manual Del A15Documento40 páginasManual Del A15fayneth0601Aún no hay calificaciones
- Laboratorio 11Documento4 páginasLaboratorio 11Chocue JamesAún no hay calificaciones
- Lab Indice de RefraccionDocumento6 páginasLab Indice de RefraccionlinaAún no hay calificaciones
- La Iluminación en Imagenes FotorealistasDocumento23 páginasLa Iluminación en Imagenes FotorealistasSharon D. Lopierre M.Aún no hay calificaciones
- Cristales Organicos MonografiaDocumento17 páginasCristales Organicos MonografiaHugo Alexei Briseño Escobar .Aún no hay calificaciones
- FICHA-TECNICA-PANEL-LED-40w EMBUTIDO-CIELO-AMERICANO-ENERLUX-1Documento1 páginaFICHA-TECNICA-PANEL-LED-40w EMBUTIDO-CIELO-AMERICANO-ENERLUX-1katherine mercadoAún no hay calificaciones
- Keyence ManualDocumento6 páginasKeyence ManualDimitriAún no hay calificaciones
- Difracción e Interferencia3Documento15 páginasDifracción e Interferencia3López Soriano FernandoAún no hay calificaciones
- Fibra OpticaDocumento2 páginasFibra Opticajavier canoAún no hay calificaciones
- Estructura Interna de La Materia CristalinaDocumento12 páginasEstructura Interna de La Materia CristalinaDavid Ramirez SalvadorAún no hay calificaciones
- EspectrofotometrosDocumento4 páginasEspectrofotometrosKamila MartinAún no hay calificaciones
- LOP-006 Lentes Delgadas - VirtualDocumento7 páginasLOP-006 Lentes Delgadas - VirtualÁlvaro Cáceres CáceresAún no hay calificaciones
- Luminotecnia Parte Ii PDFDocumento12 páginasLuminotecnia Parte Ii PDFLuis UmañaAún no hay calificaciones