También podría gustarte
- WPS Saw 2009 1Documento1 páginaWPS Saw 2009 1Henry GonzalezAún no hay calificaciones
- WPS - GMAW Poblete y CastilloDocumento1 páginaWPS - GMAW Poblete y CastilloPOBLETE Y CASTILLO LIMITADAAún no hay calificaciones
- CT WPS Smaw 004Documento2 páginasCT WPS Smaw 004jean carlosAún no hay calificaciones
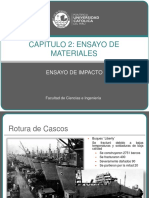
- Cap2 - Ensayos de ImpactoDocumento17 páginasCap2 - Ensayos de ImpactoAndrés Muggi Cisneros100% (1)
- Informe SMAW 3Documento13 páginasInforme SMAW 3Jhon undaAún no hay calificaciones
- Wps Rina ListoDocumento2 páginasWps Rina ListoKleyjarhCorreaAún no hay calificaciones
- Procedimiento PQRDocumento4 páginasProcedimiento PQRCristian Rikelme MAún no hay calificaciones
- NTC5401 PDFDocumento74 páginasNTC5401 PDFjavoidea6965260% (1)
- VALVULASDocumento72 páginasVALVULASJorge Santos PintadoAún no hay calificaciones
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocumento3 páginasWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- WPS-001-Especificación de soldaduraDocumento4 páginasWPS-001-Especificación de soldadurajohan esleyder santodomingo navarroAún no hay calificaciones
- Wps 1-2Documento2 páginasWps 1-2Christian GramAún no hay calificaciones
- WRT WPS 02Documento2 páginasWRT WPS 02Carlo LaraAún no hay calificaciones
- Rooc BalbinDocumento2 páginasRooc BalbinCarlos Lluen AquinoAún no hay calificaciones
- Procedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Documento11 páginasProcedimiento - Inspeccion - Visual - de - Solda (Autoguardado)Maldonado DarioAún no hay calificaciones
- WPS para soldadura de tubería de acero S355J2H de 813/610 mmDocumento2 páginasWPS para soldadura de tubería de acero S355J2H de 813/610 mmantonioviamontAún no hay calificaciones
- Wps Urteaga Tuberia-DynoDocumento2 páginasWps Urteaga Tuberia-DynoH Adrian BarriosAún no hay calificaciones
- 7 Registro de Homologacion Del Soldador Jorge LuisDocumento2 páginas7 Registro de Homologacion Del Soldador Jorge LuisSantiago AponteAún no hay calificaciones
- Reporte de Doblez INF - Wip-030-18Documento1 páginaReporte de Doblez INF - Wip-030-18Danfer De la CruzAún no hay calificaciones
- Ejerc.1 RCPDocumento4 páginasEjerc.1 RCPAndres MelianAún no hay calificaciones
- WPQ Rha API 1104t 01Documento1 páginaWPQ Rha API 1104t 01Kevvin Danniel DazzaAún no hay calificaciones
- Homologacion 6G Valerio Villanueva MorenoDocumento1 páginaHomologacion 6G Valerio Villanueva MorenoDiego ChávezAún no hay calificaciones
- Detalle de WPS, PQR y WPQR de Acuerdo A Asme Sec. Ix, para La Parada Mayor de Fundición en IloDocumento2 páginasDetalle de WPS, PQR y WPQR de Acuerdo A Asme Sec. Ix, para La Parada Mayor de Fundición en IloAnonymous qb58ueTAún no hay calificaciones
- Soldadura de PernosDocumento81 páginasSoldadura de Pernosdavih007Aún no hay calificaciones
- Certificaciones AWS: requisitos y beneficiosDocumento5 páginasCertificaciones AWS: requisitos y beneficiosNgro Quinapaxi GonzalezAún no hay calificaciones
- WPS Gmaw D1.1 TopeDocumento1 páginaWPS Gmaw D1.1 TopeVerónica Aldana Cubas100% (1)
- WPS PQRDocumento6 páginasWPS PQRJeffersonAsanza0% (1)
- Tipo de Soldadura Traslape 2023 PDFDocumento1 páginaTipo de Soldadura Traslape 2023 PDFAVILES NARVAEZ TITO FERMINAún no hay calificaciones
- Lista de Pqr-Wps (25!05!11)Documento268 páginasLista de Pqr-Wps (25!05!11)juan100% (1)
- Reporte - Macroataque Vasconia-CIB PDFDocumento1 páginaReporte - Macroataque Vasconia-CIB PDFOscar Iván Duque DíazAún no hay calificaciones
- WPS-PQR-WPQ Caiza PDFDocumento5 páginasWPS-PQR-WPQ Caiza PDFcarlos caizaAún no hay calificaciones
- WPS5Documento2 páginasWPS5Eduardo LLERENA LOPEZAún no hay calificaciones
- Curso CWSDocumento1 páginaCurso CWSWCORSALAún no hay calificaciones
- BorradorDocumento10 páginasBorradorRodmi Torres PeraltaAún no hay calificaciones
- Wpq-Mixto-2018-006 Erick Choque Aws d1.1Documento1 páginaWpq-Mixto-2018-006 Erick Choque Aws d1.1GerardoYanezAún no hay calificaciones
- Wps BlancoDocumento2 páginasWps BlancoChristian GramAún no hay calificaciones
- Zappa GTAWDocumento31 páginasZappa GTAWArnaldo Luis Cantone100% (1)
- Informe GmawDocumento12 páginasInforme GmawCesar Caceres100% (1)
- Especificacion y Clasificacion de Los Tugstenos Aws PDFDocumento2 páginasEspecificacion y Clasificacion de Los Tugstenos Aws PDFjavoidea696526Aún no hay calificaciones
- Especificación de Materiales de Acuerdo A Su Composición y Empleo PDFDocumento1 páginaEspecificación de Materiales de Acuerdo A Su Composición y Empleo PDFFa Ch100% (1)
- QW 400Documento17 páginasQW 400Robert Mejias100% (1)
- Procedimiento de soldadura FCAW A36Documento2 páginasProcedimiento de soldadura FCAW A36Carlos ZapataAún no hay calificaciones
- Wps Recuperacion de Eje de TransmisionDocumento8 páginasWps Recuperacion de Eje de TransmisionYumiToledoAún no hay calificaciones
- PQR Aws #03Documento2 páginasPQR Aws #03AngelTinocoAún no hay calificaciones
- Diseño de Juntas SoldadasDocumento5 páginasDiseño de Juntas SoldadasRodol MarskeAún no hay calificaciones
- PQR, WPS-HomologacionesDocumento6 páginasPQR, WPS-HomologacionesVictor Hugo Tuanama Garcia100% (1)
- WPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFDocumento1 páginaWPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFddmb2008Aún no hay calificaciones
- Abg-Wps-001 Precalificado (T & F) D1.1 2015Documento2 páginasAbg-Wps-001 Precalificado (T & F) D1.1 2015leonardo rincon100% (1)
- WPQ-01-02-03 Fcaw-2-GemaDocumento2 páginasWPQ-01-02-03 Fcaw-2-GemaErwin CalvoAún no hay calificaciones
- Wps Ndtws Asme Ix Rev 01Documento2 páginasWps Ndtws Asme Ix Rev 01Gherlin Kuong100% (1)
- WPQ Arguelles GongoraDocumento1 páginaWPQ Arguelles GongoraMaldonado CarlosAún no hay calificaciones
- WPS SML 20 20Documento9 páginasWPS SML 20 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WPQ Ac (Gmaw)Documento1 páginaWPQ Ac (Gmaw)Mauricio ObrequeAún no hay calificaciones
- WPS Asme MCM HC 001Documento2 páginasWPS Asme MCM HC 001MCM PROYECTOS E ING CONSTRUCCIONESAún no hay calificaciones
- Certificados de Calidad Oc Gi 11195Documento6 páginasCertificados de Calidad Oc Gi 11195HUGOAún no hay calificaciones
- Relación Metal Base-Metal de AporteDocumento2 páginasRelación Metal Base-Metal de AporteRaimundo Ignacio Valenzuela Serrano50% (2)
- Especificaciones de soldadura para tanques de almacenamiento de etanolDocumento3 páginasEspecificaciones de soldadura para tanques de almacenamiento de etanolGermarisCoronadoAún no hay calificaciones
- WPQ - Fcaw-5g-Aws D1.3 W80Documento1 páginaWPQ - Fcaw-5g-Aws D1.3 W80JImmy David Espinoza MejiaAún no hay calificaciones
- Costos y presupuestos en estructuras metálicas onlineDocumento3 páginasCostos y presupuestos en estructuras metálicas onlineRoosevelt Varas VelizAún no hay calificaciones
- Copia de Copia de Precalificados de AWS 796Pre-FILLET-TPOSDocumento2 páginasCopia de Copia de Precalificados de AWS 796Pre-FILLET-TPOSsergio henriquezAún no hay calificaciones
- INFORME DE FABRICACION-ESTACION DE AFORO T1-BOCATOMA TITIRE 2-Parte 1Documento26 páginasINFORME DE FABRICACION-ESTACION DE AFORO T1-BOCATOMA TITIRE 2-Parte 1Diego Helard Jimenez AlvaradoAún no hay calificaciones
- Pasos para ProcedimientoDocumento11 páginasPasos para ProcedimientoDiego Helard Jimenez AlvaradoAún no hay calificaciones
- INFORME DE FABRICACION-ESTACIONES DE AFORO - Compressed PDFDocumento212 páginasINFORME DE FABRICACION-ESTACIONES DE AFORO - Compressed PDFDiego Helard Jimenez AlvaradoAún no hay calificaciones
- MQ13 173 DR 1130 SS3066 - RC PDFDocumento1 páginaMQ13 173 DR 1130 SS3066 - RC PDFDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Kal-Qc-Re-06 Control Dimensional de Armado 01 PDFDocumento1 páginaKal-Qc-Re-06 Control Dimensional de Armado 01 PDFDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Antes Del VaciadoDocumento12 páginasAntes Del VaciadoDiego Helard Jimenez AlvaradoAún no hay calificaciones
- MQ13-173-DR-1130-SS3067 - RB Eb PDFDocumento1 páginaMQ13-173-DR-1130-SS3067 - RB Eb PDFDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Kal-Qc-Re-06 Control Dimensional de Armado 01 PDFDocumento1 páginaKal-Qc-Re-06 Control Dimensional de Armado 01 PDFDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Ohsas 4 3 3Documento1 páginaOhsas 4 3 3Diego Helard Jimenez AlvaradoAún no hay calificaciones
- DDSF PDFDocumento2 páginasDDSF PDFDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Registro de Inspección Por Líquidos Penetrantes: 1. Datos Del Elemento InspeccionadoDocumento1 páginaRegistro de Inspección Por Líquidos Penetrantes: 1. Datos Del Elemento InspeccionadoDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Guia Seleccion Bombas EspaDocumento32 páginasGuia Seleccion Bombas EspaDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Registro de Inspección Por Líquidos Penetrantes: 1. Datos Del Elemento InspeccionadoDocumento1 páginaRegistro de Inspección Por Líquidos Penetrantes: 1. Datos Del Elemento InspeccionadoDiego Helard Jimenez AlvaradoAún no hay calificaciones
- MQ13-173-DR-1130-SS3065 - RB Eb PDFDocumento1 páginaMQ13-173-DR-1130-SS3065 - RB Eb PDFDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Homologacion PintorDocumento1 páginaHomologacion PintorDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Metrado CromasaDocumento1 páginaMetrado CromasaDiego Helard Jimenez AlvaradoAún no hay calificaciones
- B C Viga 3&viga 8: Tubo Rectangular 40X80X4mmDocumento1 páginaB C Viga 3&viga 8: Tubo Rectangular 40X80X4mmDiego Helard Jimenez AlvaradoAún no hay calificaciones
- AutomatizacionDocumento62 páginasAutomatizacionGerald Tello MadridAún no hay calificaciones
- 2018 II - Guia de Trabajo - S7 - Dibujo CAD-3Documento1 página2018 II - Guia de Trabajo - S7 - Dibujo CAD-3Diego Helard Jimenez AlvaradoAún no hay calificaciones
- 000 JygDocumento12 páginas000 JygDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Caraturla UapDocumento1 páginaCaraturla UapDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Estudio de mercado para paneles solares en PerúDocumento40 páginasEstudio de mercado para paneles solares en PerúDiego Helard Jimenez Alvarado86% (7)
- Definición General de PresupuestoDocumento8 páginasDefinición General de PresupuestoDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Instituto Superior Tecnológico Privado Jose Crisam Alumno:Edwin Lopinta Taype Curso ComputoDocumento7 páginasInstituto Superior Tecnológico Privado Jose Crisam Alumno:Edwin Lopinta Taype Curso ComputoDiego Helard Jimenez AlvaradoAún no hay calificaciones
- Abreviaturas comunes en dibujos técnicosDocumento4 páginasAbreviaturas comunes en dibujos técnicosnpunkday100% (1)
- Sintesis de Resinas AlquidicasDocumento8 páginasSintesis de Resinas AlquidicasJose Montaño HuamanAún no hay calificaciones
- Test Lípidos y Proteínas MCMDocumento2 páginasTest Lípidos y Proteínas MCMProf. Víctor M. VitoriaAún no hay calificaciones
- Qué Es EsterilizaciónDocumento8 páginasQué Es EsterilizaciónIsabel CristinaAún no hay calificaciones
- Configuración Electrónica y Números Cuánticos 10°Documento19 páginasConfiguración Electrónica y Números Cuánticos 10°PinguinaaaaAún no hay calificaciones
- Ejercicios FyQ. 2º ESO. 1º EvDocumento4 páginasEjercicios FyQ. 2º ESO. 1º EvSaraGFAún no hay calificaciones
- Tendencias PeriodicasDocumento10 páginasTendencias PeriodicasJosue Gomez ToralesAún no hay calificaciones
- Demolición y preparación de superficies para mantenimiento de edificioDocumento54 páginasDemolición y preparación de superficies para mantenimiento de edificioSamuel Alejandro SalasAún no hay calificaciones
- 03.07.01 Puertas de Madera Contraplacada F2 - 3°nivel - 000Documento65 páginas03.07.01 Puertas de Madera Contraplacada F2 - 3°nivel - 000Fabiola Campos PerezAún no hay calificaciones
- Analisis de Los GasesDocumento6 páginasAnalisis de Los GasesMiguel Ángel AltamiranoAún no hay calificaciones
- Mercurio II Oxido RojoDocumento14 páginasMercurio II Oxido RojoJuan OrozcoAún no hay calificaciones
- Algas Como CombustibleDocumento37 páginasAlgas Como CombustibleOscarE Holguin100% (1)
- 315 EOBD DieselDocumento60 páginas315 EOBD Dieselmaxaub82100% (2)
- Tarea N°6 - Grupo N°5.Documento4 páginasTarea N°6 - Grupo N°5.Devra GomezAún no hay calificaciones
- MicrobiologiaDocumento21 páginasMicrobiologiaEHdgar SalOrtegaAún no hay calificaciones
- FT Brodifacoum PelletsDocumento4 páginasFT Brodifacoum PelletshemilyAún no hay calificaciones
- Extracción de cafeína de café y energizanteDocumento9 páginasExtracción de cafeína de café y energizanteAna Rosa100% (1)
- Aminocacidos Proteinas AFMDocumento78 páginasAminocacidos Proteinas AFMBrandon Arenas ZarateAún no hay calificaciones
- ImformeDocumento5 páginasImformeAnonymous MVMOeliIRzAún no hay calificaciones
- CCBB. Tema 3 (Clase 1)Documento32 páginasCCBB. Tema 3 (Clase 1)Jorgito LeccionesAún no hay calificaciones
- Catalogo de IndaluxDocumento5 páginasCatalogo de IndaluxAnonymous hVlHBtoHTAún no hay calificaciones
- Alqueninos para Cuarto Grado de SecundariaDocumento6 páginasAlqueninos para Cuarto Grado de SecundariaSharon Consuelo Oscategui CastillonAún no hay calificaciones
- MetalesDocumento9 páginasMetalesjurgen campbellAún no hay calificaciones
- Tarea de Sesión de Aprendizaje Número 3.Documento11 páginasTarea de Sesión de Aprendizaje Número 3.Chris SanchezAún no hay calificaciones
- Refinerias de Bolivia - Denis HuanacomaDocumento7 páginasRefinerias de Bolivia - Denis HuanacomaDenis ArielAún no hay calificaciones
- Guía de Ejercicios Estequiometría y Leyes PonderalesDocumento7 páginasGuía de Ejercicios Estequiometría y Leyes PonderalesLaboratoriodeciencias Altazor100% (7)
- Compresión de gas naturalDocumento28 páginasCompresión de gas naturalAleAún no hay calificaciones
- Fisicoquimica II Practica No9Documento10 páginasFisicoquimica II Practica No9Silvana Ruelas Elias0% (2)
- Coeficiente de CoriolisDocumento2 páginasCoeficiente de CoriolisCristian Camilo GONZALEZ RUBIANOAún no hay calificaciones
- Libro Elementos Básicos Sobre Seguridad Qca - Edición Actualizada-Numerada2017Documento230 páginasLibro Elementos Básicos Sobre Seguridad Qca - Edición Actualizada-Numerada2017Marcelo Javier100% (1)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Lentes de contacto: composición química y propiedadesDe EverandLentes de contacto: composición química y propiedadesCalificación: 3 de 5 estrellas3/5 (2)
- Planeación, programación y control de obras de construcción: Con MS Project 2016De EverandPlaneación, programación y control de obras de construcción: Con MS Project 2016Calificación: 5 de 5 estrellas5/5 (2)
- Electricidad para ViviendasDe EverandElectricidad para ViviendasCalificación: 3.5 de 5 estrellas3.5/5 (8)
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoDe EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Cosecha de agua y tierra: Diseño con permacultura y línea claveDe EverandCosecha de agua y tierra: Diseño con permacultura y línea claveCalificación: 3 de 5 estrellas3/5 (2)
- Fundamentos de química aplicados a las ciencias de la saludDe EverandFundamentos de química aplicados a las ciencias de la saludAún no hay calificaciones
- Fisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaDe EverandFisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaAún no hay calificaciones
- Investigación de mecanismos de reacción en química orgánicaDe EverandInvestigación de mecanismos de reacción en química orgánicaAún no hay calificaciones
- Análisis estático y dinámico de estructurasDe EverandAnálisis estático y dinámico de estructurasCalificación: 4 de 5 estrellas4/5 (5)