También podría gustarte
- Neuma TicaDocumento51 páginasNeuma TicaBayardoAún no hay calificaciones
- Adobe Scan 06 Jun. 2023Documento1 páginaAdobe Scan 06 Jun. 2023BayardoAún no hay calificaciones
- Folleto de Evaluación Ecnonomcia de ProyectoDocumento46 páginasFolleto de Evaluación Ecnonomcia de ProyectoBayardoAún no hay calificaciones
- Fisica IIIDocumento10 páginasFisica IIIBayardoAún no hay calificaciones
- Tema: Movimiento Armónico Simple (M.A.S) : E T de DTDocumento5 páginasTema: Movimiento Armónico Simple (M.A.S) : E T de DTBayardoAún no hay calificaciones
- Avance de Trabajo de FluidoDocumento6 páginasAvance de Trabajo de FluidoBayardoAún no hay calificaciones
- Ensayo Sobre La Obra Cinematografica "Tiempos Modernos"Documento2 páginasEnsayo Sobre La Obra Cinematografica "Tiempos Modernos"BayardoAún no hay calificaciones
- ESTEQUIOMETRÍADocumento46 páginasESTEQUIOMETRÍABayardoAún no hay calificaciones
- Adobe Scan 06 Jun. 2023Documento1 páginaAdobe Scan 06 Jun. 2023BayardoAún no hay calificaciones
- Proyecto Fluidos 1Documento29 páginasProyecto Fluidos 1BayardoAún no hay calificaciones
- Prueba de DinámicaDocumento2 páginasPrueba de DinámicaBayardoAún no hay calificaciones
- Prueba 3 de DinámicaDocumento1 páginaPrueba 3 de DinámicaBayardoAún no hay calificaciones
- Grafica Control X-RDocumento9 páginasGrafica Control X-RBayardoAún no hay calificaciones
- Muestreo VariableDocumento8 páginasMuestreo VariableBayardoAún no hay calificaciones
- Grafico PDocumento5 páginasGrafico PBayardoAún no hay calificaciones
- El InformeDocumento6 páginasEl InformeBayardoAún no hay calificaciones
- Tarea #3.1 - 2012Documento4 páginasTarea #3.1 - 2012BayardoAún no hay calificaciones
- Identidad Socio Cultural de Nicaragua-1Documento2 páginasIdentidad Socio Cultural de Nicaragua-1BayardoAún no hay calificaciones
- Examen Promecys Fisica 1Documento2 páginasExamen Promecys Fisica 1BayardoAún no hay calificaciones
- 3 Tarea Proyeccion OrtogonalDocumento2 páginas3 Tarea Proyeccion OrtogonalBayardoAún no hay calificaciones
- FundicionDocumento21 páginasFundicionBayardoAún no hay calificaciones
- I Unidad SocioDocumento4 páginasI Unidad SocioBayardoAún no hay calificaciones
- Cuestionario de Preguntas HCAN ResueltoDocumento6 páginasCuestionario de Preguntas HCAN ResueltoBayardoAún no hay calificaciones
- Calculo de FundicionDocumento3 páginasCalculo de FundicionBayardo0% (1)
- MCL 1Documento4 páginasMCL 1BayardoAún no hay calificaciones
- Clase Practica 2408Documento1 páginaClase Practica 2408BayardoAún no hay calificaciones
- Laboratorio 2 Mediciones y ErroresDocumento2 páginasLaboratorio 2 Mediciones y ErroresBayardoAún no hay calificaciones
- SOCIEDAD URBANA EN Nicaragua XDDocumento21 páginasSOCIEDAD URBANA EN Nicaragua XDBayardo100% (1)
- Teorema de Bernoulli LaboratorioDocumento11 páginasTeorema de Bernoulli Laboratoriokatrin vasquez aquinoAún no hay calificaciones
- Actividad Experimental Numero 6Documento5 páginasActividad Experimental Numero 6Mauro ZiniAún no hay calificaciones
- 01 T01.Bases Mec Flui Impuls 2XPAG 2017Documento49 páginas01 T01.Bases Mec Flui Impuls 2XPAG 2017NachoAún no hay calificaciones
- Datos Del CoheteDocumento6 páginasDatos Del Cohetejuan Erwin Garcia NilaAún no hay calificaciones
- Sesion 1 Seminario Problemas 3.2Documento65 páginasSesion 1 Seminario Problemas 3.2César Enrique Lázaro ApolinarioAún no hay calificaciones
- Fluidos ResumenDocumento10 páginasFluidos ResumenBereniceAún no hay calificaciones
- Ecuacion de Euler y BernoulliDocumento24 páginasEcuacion de Euler y BernoulliHeidiAún no hay calificaciones
- Informe Orificios de Descarga Libre g1Documento24 páginasInforme Orificios de Descarga Libre g1andres tarazonaAún no hay calificaciones
- Informe 8 Medidores de Flujo Rosales Cueva Yrys TatianaDocumento19 páginasInforme 8 Medidores de Flujo Rosales Cueva Yrys TatianaMafer Mabel GalarzaAún no hay calificaciones
- Ejercicios VariosDocumento11 páginasEjercicios VariosAlejandro Paucar C ArdenasAún no hay calificaciones
- Problemario Teorema de Bernulli 2022Documento5 páginasProblemario Teorema de Bernulli 2022ChachiAún no hay calificaciones
- Informe de Proyecto Caf3 Final - Grupo2Documento17 páginasInforme de Proyecto Caf3 Final - Grupo2Jorman CarbajalAún no hay calificaciones
- Fisica Frera HidroelectricDocumento27 páginasFisica Frera HidroelectricEduardo PalacioAún no hay calificaciones
- Humerez Pairumani Jhonny Lab FluidosDocumento15 páginasHumerez Pairumani Jhonny Lab FluidosJhon Humerez PairumaniAún no hay calificaciones
- Trabajo Escrito: FisicaDocumento4 páginasTrabajo Escrito: FisicaAssirAsser colombiaAún no hay calificaciones
- Informe - Modelos Matemáticos en FlujosDocumento25 páginasInforme - Modelos Matemáticos en FlujosRINI JACKELINE DE LA CRUZ PAREDESAún no hay calificaciones
- Trabajo de Investigacion de Suelos para PresentarDocumento50 páginasTrabajo de Investigacion de Suelos para PresentarDaniel Rodriguez SanchezAún no hay calificaciones
- Energía EólicaDocumento3 páginasEnergía EólicazupervizorAún no hay calificaciones
- T. Practico N°01 NatacionDocumento5 páginasT. Practico N°01 NatacionDadi DSAún no hay calificaciones
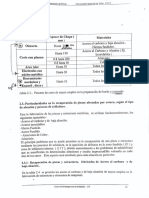
- Resistencia de Las Labores Mineras Al Movimieto Del AireDocumento42 páginasResistencia de Las Labores Mineras Al Movimieto Del AireManuelDeLaCruzGuerreroAún no hay calificaciones
- Diseño y Determinación de Ecuaciones de Cohete de AguaDocumento5 páginasDiseño y Determinación de Ecuaciones de Cohete de AguaClauu DureAún no hay calificaciones
- Tarea4 Unidad 3 Fernando Mahecha 100413a 614Documento28 páginasTarea4 Unidad 3 Fernando Mahecha 100413a 614luis fernando mahechaAún no hay calificaciones
- Bomba DuplexDocumento28 páginasBomba DuplexYesenia CardonaAún no hay calificaciones
- Fundamentos Básicos de Hidráulica PDFDocumento18 páginasFundamentos Básicos de Hidráulica PDFAngélica MolinasAún no hay calificaciones
- Balances Práctica #4Documento23 páginasBalances Práctica #4Elizabeth Ramirez MaciasAún no hay calificaciones
- Ensayo Dinamica de Los FluidosDocumento6 páginasEnsayo Dinamica de Los Fluidossonia rivasAún no hay calificaciones
- Clase de Mecanica de FluidoDocumento12 páginasClase de Mecanica de FluidoJuly Celeste Prado SuarezAún no hay calificaciones
- 02 SlicklineDocumento5 páginas02 SlicklineKally SalinasAún no hay calificaciones
- Ruiz SanchezDocumento114 páginasRuiz SanchezDhamarys MonsalveAún no hay calificaciones
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- La conciencia infinita: El viaje de un neurocirujano al corazón del universo conscienteDe EverandLa conciencia infinita: El viaje de un neurocirujano al corazón del universo conscienteCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (203)
- Sesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesDe EverandSesgos Cognitivos: Una Fascinante Mirada dentro de la Psicología Humana y los Métodos para Evitar la Disonancia Cognitiva, Mejorar sus Habilidades para Resolver Problemas y Tomar Mejores DecisionesCalificación: 4.5 de 5 estrellas4.5/5 (13)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Ondas de choque extracorpóreas radiales: Aplicación en patologías músculo esqueléticasDe EverandOndas de choque extracorpóreas radiales: Aplicación en patologías músculo esqueléticasCalificación: 5 de 5 estrellas5/5 (3)
- Dieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasDe EverandDieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasCalificación: 4 de 5 estrellas4/5 (9)
- Liberación del trauma: Perdón y temblor es el caminoDe EverandLiberación del trauma: Perdón y temblor es el caminoCalificación: 4 de 5 estrellas4/5 (4)
- La medicina biorreguladora: Un enfoque holístico e innovador de la autocuraciónDe EverandLa medicina biorreguladora: Un enfoque holístico e innovador de la autocuraciónCalificación: 3.5 de 5 estrellas3.5/5 (2)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)
- El psoas: Músculo vital (Color)De EverandEl psoas: Músculo vital (Color)Calificación: 3.5 de 5 estrellas3.5/5 (9)
- Había una vez el átomo: O cómo los científicos imaginan lo invisibleDe EverandHabía una vez el átomo: O cómo los científicos imaginan lo invisibleCalificación: 5 de 5 estrellas5/5 (3)
- Cuerpo Tóxico: Como Liberar Tu Cuerpo De Las Toxinas Externas E Internas, Y Evitar Asi Los Efectos De Los Radicales LibresDe EverandCuerpo Tóxico: Como Liberar Tu Cuerpo De Las Toxinas Externas E Internas, Y Evitar Asi Los Efectos De Los Radicales LibresCalificación: 5 de 5 estrellas5/5 (2)
- Zang Fu: Revelando la Cara del SíndromeDe EverandZang Fu: Revelando la Cara del SíndromeCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Guía práctica para la refracción ocularDe EverandGuía práctica para la refracción ocularCalificación: 5 de 5 estrellas5/5 (2)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)