0% encontró este documento útil (0 votos)
297 vistas2 páginasEspecificación de Procedimiento de Soldadura
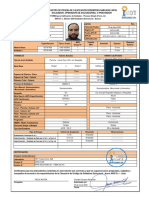
Este documento proporciona una especificación de procedimiento de soldadura (WPS) que detalla los materiales, equipos, parámetros y técnicas para una soldadura en particular. Incluye información sobre el metal base, metal de aporte, posición de soldadura, precalentamiento, características eléctricas, técnicas de soldadura y especificaciones de cada capa de soldadura. El objetivo es proporcionar instrucciones completas para realizar consistentemente una soldadura que cumpla con los requisitos de calidad.
Cargado por
Talca CalderónDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como XLSX, PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
297 vistas2 páginasEspecificación de Procedimiento de Soldadura
Este documento proporciona una especificación de procedimiento de soldadura (WPS) que detalla los materiales, equipos, parámetros y técnicas para una soldadura en particular. Incluye información sobre el metal base, metal de aporte, posición de soldadura, precalentamiento, características eléctricas, técnicas de soldadura y especificaciones de cada capa de soldadura. El objetivo es proporcionar instrucciones completas para realizar consistentemente una soldadura que cumpla con los requisitos de calidad.
Cargado por
Talca CalderónDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como XLSX, PDF, TXT o lee en línea desde Scribd