También podría gustarte
- Suelda y Corta Piezas Metalicas Trabajo 1Documento10 páginasSuelda y Corta Piezas Metalicas Trabajo 1sharonAún no hay calificaciones
- Formulario QuimicaDocumento55 páginasFormulario QuimicapepicowayAún no hay calificaciones
- Herramientas de BancoDocumento39 páginasHerramientas de BancoMiguel Guillermo Zelaya DamianAún no hay calificaciones
- Cebado de Arco en Proceso SMAWDocumento7 páginasCebado de Arco en Proceso SMAWFranklin Salguero0% (1)
- Cuestionario de Sold. ElectricaDocumento2 páginasCuestionario de Sold. ElectricaFrancisco Recalde Espinosa100% (1)
- Manual de Manejo de Herramientas PortatilesDocumento0 páginasManual de Manejo de Herramientas PortatilesEdgar ZambranoAún no hay calificaciones
- Mecanico de Maquinas Herramientas MMHDDocumento67 páginasMecanico de Maquinas Herramientas MMHDJo AcAún no hay calificaciones
- Torneado ParaleloDocumento19 páginasTorneado ParaleloMabel MonteroAún no hay calificaciones
- Calderería IIDocumento191 páginasCalderería IIDigmar Dante Erik Ramirez MamaniAún no hay calificaciones
- Roscado en El Torno MercedesDocumento29 páginasRoscado en El Torno MercedesFernando MercedesAún no hay calificaciones
- Consulta Historia de La SoldaduraDocumento5 páginasConsulta Historia de La SoldaduraGustavo PomaqueroAún no hay calificaciones
- Fresadoras ExposicionDocumento27 páginasFresadoras ExposicionricardoAún no hay calificaciones
- TornoDocumento18 páginasTornoLuis ReyesAún no hay calificaciones
- Torno II PDFDocumento128 páginasTorno II PDFjesuselviseleAún no hay calificaciones
- Informe MecanismosDocumento4 páginasInforme MecanismosDavid CajicaAún no hay calificaciones
- Ensayo de La Realidad e Importancia de La Manufactura Metálica en El PerúDocumento4 páginasEnsayo de La Realidad e Importancia de La Manufactura Metálica en El PerúMayra Sanchez100% (1)
- Informe RemDocumento31 páginasInforme RemCristian ChoZegAún no hay calificaciones
- Curso de Trazado, Corte, Conformado Y Desarrollo en Lamina Y TuberíaDocumento23 páginasCurso de Trazado, Corte, Conformado Y Desarrollo en Lamina Y TuberíaRobinson HerediaAún no hay calificaciones
- Trabajo Preparatorio FresadoDocumento2 páginasTrabajo Preparatorio FresadoIvan GarzonAún no hay calificaciones
- Metodología Del Diseño de Maquinas KhurmiDocumento6 páginasMetodología Del Diseño de Maquinas KhurmiJoel CahuanaAún no hay calificaciones
- 05500-Metales VariosDocumento7 páginas05500-Metales VariosAnonymous ZSBvszNAún no hay calificaciones
- Tipos de SoldaduraDocumento22 páginasTipos de SoldaduraBryan NoriegaAún no hay calificaciones
- Muelas AbrasivasDocumento24 páginasMuelas AbrasivasTomas Ignacio ScagliottiAún no hay calificaciones
- Afilado de Brocas y Buriles Sena PDFDocumento108 páginasAfilado de Brocas y Buriles Sena PDFDarwing Steven Orduz DuarteAún no hay calificaciones
- Central HidroelectricaDocumento66 páginasCentral HidroelectricaLoismen Mendoza YañezAún no hay calificaciones
- Informe de Caja MetalicaDocumento16 páginasInforme de Caja MetalicaLuisEnriqueCarbajalHuisaAún no hay calificaciones
- Tipos de SoldaduraDocumento59 páginasTipos de SoldaduraPaoloFregonaraAún no hay calificaciones
- Pernos y SoldaduraDocumento18 páginasPernos y Soldaduraandrewww07100% (1)
- Ficha 01 SoldaduraDocumento4 páginasFicha 01 SoldaduraCristhian NavarreteAún no hay calificaciones
- Arco SumergidoDocumento5 páginasArco SumergidoFrank Cusi YucraAún no hay calificaciones
- Guia 1 Metalisteria 6° y 7° - JhosimarDocumento5 páginasGuia 1 Metalisteria 6° y 7° - Jhosimarkeiner altahonaAún no hay calificaciones
- MC216 - Informe 5Documento28 páginasMC216 - Informe 5nickAún no hay calificaciones
- Embutido 11-2Documento13 páginasEmbutido 11-2dyve_3Aún no hay calificaciones
- SCIU-125-Matematica Basica I y II PDFDocumento475 páginasSCIU-125-Matematica Basica I y II PDFMARCIAL100% (1)
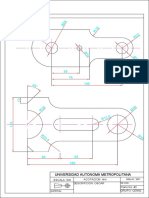
- Trabajo Final Dibujo IngenieriaDocumento87 páginasTrabajo Final Dibujo IngenieriaMell IKAún no hay calificaciones
- Trabajos Con ChapaDocumento163 páginasTrabajos Con ChapavegusAún no hay calificaciones
- Silabo Por Competencias de Dibujo Mecanico IDocumento5 páginasSilabo Por Competencias de Dibujo Mecanico Idayper peru20Aún no hay calificaciones
- Soldador: Curso: (Niveles I y II)Documento21 páginasSoldador: Curso: (Niveles I y II)Jero JaureguiAún no hay calificaciones
- Soldadura Proceso SmawDocumento12 páginasSoldadura Proceso SmawJuaniito PradoAún no hay calificaciones
- Inet CNC y RobotDocumento61 páginasInet CNC y RobotDeinis TopAún no hay calificaciones
- Silabo - Del - Curso CENTRALESDocumento7 páginasSilabo - Del - Curso CENTRALESJimmy SilveraAún no hay calificaciones
- Informe Montaje Circuito para TornoDocumento8 páginasInforme Montaje Circuito para TornoJhony SolanoAún no hay calificaciones
- Segueta AutomaticaDocumento59 páginasSegueta AutomaticaEdXavierMercadoQuirozAún no hay calificaciones
- Cizalla ManualDocumento15 páginasCizalla ManualJhonatan Leonel AvinchezAún no hay calificaciones
- Proceso Del AceroDocumento17 páginasProceso Del AceroLeonardo GonzálezAún no hay calificaciones
- MATRICESDocumento60 páginasMATRICESMarysol CastellarAún no hay calificaciones
- Soldadura para Aleaciones No FerrosasDocumento10 páginasSoldadura para Aleaciones No FerrosasJoseph Stiven Riveros0% (1)
- TEXTO GUIA ELEMENTOS DE MAQUINAS I MEC 255 Final PDFDocumento83 páginasTEXTO GUIA ELEMENTOS DE MAQUINAS I MEC 255 Final PDFEsteban de las casas100% (1)
- Forja - Determinación de Fuerzas y PotenciaDocumento20 páginasForja - Determinación de Fuerzas y PotenciaHerrera Diego100% (1)
- Practica 3.1Documento1 páginaPractica 3.1Oscar GonzalezAún no hay calificaciones
- Practica Del BurilDocumento11 páginasPractica Del BurilAldo CastilloAún no hay calificaciones
- 1816 Temas TecnologicosDocumento135 páginas1816 Temas TecnologicosJhon CastRoAún no hay calificaciones
- Cálculo de Cremallera Mecánica MétricaDocumento4 páginasCálculo de Cremallera Mecánica MétricaisaacAún no hay calificaciones
- Recargues de SoldaduraDocumento40 páginasRecargues de SoldaduraCandace WaltonAún no hay calificaciones
- Vaciado de MetalesDocumento11 páginasVaciado de MetalesAndres GarciaAún no hay calificaciones
- Electricidad Basica IIDocumento107 páginasElectricidad Basica IIEdgar Jesus OBREGON NACIONAún no hay calificaciones
- INFORME N°1 - Las Leyes de KirchhoffDocumento24 páginasINFORME N°1 - Las Leyes de KirchhoffElian Esteban Chuquillanqui HuamanAún no hay calificaciones
- Herramientas de BancoDocumento10 páginasHerramientas de BancoMarco Chiroque EspinozaAún no hay calificaciones
- Teoria de BancoDocumento5 páginasTeoria de BancoRicardo SalasAún no hay calificaciones
- TP N°1 1°6°Documento13 páginasTP N°1 1°6°SERGIOAún no hay calificaciones
- Pozo A TierraDocumento12 páginasPozo A TierraAntuanet Ucañan100% (1)
- Labo 4 Maq - EstaticasDocumento33 páginasLabo 4 Maq - EstaticasAntuanet UcañanAún no hay calificaciones
- Cuestionario 5-9Documento4 páginasCuestionario 5-9Antuanet UcañanAún no hay calificaciones
- Formato Informe de Tutoria para Ingresantes FieeDocumento1 páginaFormato Informe de Tutoria para Ingresantes FieeAntuanet UcañanAún no hay calificaciones
- Evolucion de Tecnologia MultimediaDocumento25 páginasEvolucion de Tecnologia MultimediajhancarlosAún no hay calificaciones
- H-c0n 2018 - Hacking Con PythonDocumento21 páginasH-c0n 2018 - Hacking Con PythonFranklin ElPatron0% (1)
- Manual FactoryDocumento38 páginasManual FactoryOrlando Silva100% (1)
- Analizador de Redes Lovato DMG 6Documento2 páginasAnalizador de Redes Lovato DMG 6José Ivan Lizarazo JerezAún no hay calificaciones
- Precios RepuestosDocumento9 páginasPrecios Repuestososcar alexander barrero sarriasAún no hay calificaciones
- Manual Pantalla LCD PDFDocumento13 páginasManual Pantalla LCD PDFJORGE ARROYOAún no hay calificaciones
- Especificaciones Ténicas Báscula Ganadera Cumaral Meta 4-05-2018Documento26 páginasEspecificaciones Ténicas Báscula Ganadera Cumaral Meta 4-05-2018Ing. Cristian Hernandez Bolaños0% (1)
- Instruction Kl650, 650f, 730 ComDocumento2 páginasInstruction Kl650, 650f, 730 Comfabor98Aún no hay calificaciones
- Proteccion Contra Sobre Tensiones - PhonixcontacDocumento40 páginasProteccion Contra Sobre Tensiones - PhonixcontacEdi Son PazvAún no hay calificaciones
- Prueba Del Primer ParcialDocumento3 páginasPrueba Del Primer ParcialKatie LawrenceAún no hay calificaciones
- Arquitectura de MonitoresDocumento16 páginasArquitectura de Monitoresraularaya1100% (1)
- TimersDocumento14 páginasTimersItalo Vasquez LeonAún no hay calificaciones
- Siete Pecados InformaticosDocumento2 páginasSiete Pecados InformaticosJesúsAún no hay calificaciones
- Rugosimetro Mitutoyo SJDocumento5 páginasRugosimetro Mitutoyo SJMisa Amane MisaAún no hay calificaciones
- Problemas de Hardware y SoftwareDocumento2 páginasProblemas de Hardware y SoftwareARMANDO CARLOS MARTILLO CASTROAún no hay calificaciones
- Una Manera Sencilla de Aprender A Programar Pic 16f84Documento12 páginasUna Manera Sencilla de Aprender A Programar Pic 16f84rossverAún no hay calificaciones
- Sistema de AlarmaDocumento4 páginasSistema de AlarmaJulio SilvaAún no hay calificaciones
- Hacer Trabajar LCD Sin Una Lámpara CCFL en BacklightDocumento13 páginasHacer Trabajar LCD Sin Una Lámpara CCFL en BacklighteyedpatoAún no hay calificaciones
- Lista Halion Lima 18 de SetiembreDocumento6 páginasLista Halion Lima 18 de SetiembreFlori Florentina Mallqui ChávezAún no hay calificaciones
- Captur AsDocumento16 páginasCaptur AsEma44Aún no hay calificaciones
- Examen Vi Ccna3Documento11 páginasExamen Vi Ccna3Yil UrdanetaAún no hay calificaciones
- Manual HP Scanjet 4070 Photosmart ScannerDocumento33 páginasManual HP Scanjet 4070 Photosmart ScannerlcgovpeAún no hay calificaciones
- Manual CcleanerDocumento13 páginasManual CcleanerrjesusrAún no hay calificaciones
- Parte Reporte EnsambladorDocumento7 páginasParte Reporte Ensambladorpaulo balbinoAún no hay calificaciones
- Códigos Generales: G&M para Tornos CNCDocumento2 páginasCódigos Generales: G&M para Tornos CNCYeidher Aldair Arias ReyesAún no hay calificaciones
- Actividad 2Documento56 páginasActividad 2Enrique FanesAún no hay calificaciones
- Diferencias Entre La Programación de Bajo Nivel en Sistemas Embebidos y La Programación de Alto Nivel en Aplicaciones de ComputadorasDocumento2 páginasDiferencias Entre La Programación de Bajo Nivel en Sistemas Embebidos y La Programación de Alto Nivel en Aplicaciones de ComputadorasElectronica GenesAún no hay calificaciones
- Informe Computación Del Grupo 1Documento42 páginasInforme Computación Del Grupo 1arturo salgadoAún no hay calificaciones
- Consumibles Toshiba - RibbonDocumento30 páginasConsumibles Toshiba - Ribbonparaca500Aún no hay calificaciones