También podría gustarte
- Tipo de ElectrodosDocumento16 páginasTipo de ElectrodosAngel Liang MundooAún no hay calificaciones
- Curso Proteccion Sistemas de Potencia - SDocumento352 páginasCurso Proteccion Sistemas de Potencia - SJesus Balarezo95% (22)
- Charla Tecnica PernosDocumento39 páginasCharla Tecnica PernosNelsonAvellaneda0% (1)
- Sistemas de TuberiasDocumento44 páginasSistemas de TuberiasCarlos_29Aún no hay calificaciones
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Catalogo OrfsDocumento52 páginasCatalogo OrfsHaa SuperAún no hay calificaciones
- Tuberias y Cajas 2021Documento41 páginasTuberias y Cajas 2021Jean Leon SatalayaAún no hay calificaciones
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoDe EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoAún no hay calificaciones
- Sarta de PerforacionDocumento11 páginasSarta de Perforacionjuantad100% (1)
- Catalogo Comercial Steel Form-Bandejas y SoporteriaDocumento57 páginasCatalogo Comercial Steel Form-Bandejas y SoporteriaMarco Antonio Ccente OrdoñezAún no hay calificaciones
- 43-85 Primeras-Sesiones Seth para-UnPlanDivino-netDocumento70 páginas43-85 Primeras-Sesiones Seth para-UnPlanDivino-netTanya G. Alonso100% (1)
- Presentacion NTC 2505 NTC 3632Documento77 páginasPresentacion NTC 2505 NTC 3632germanedu2000100% (1)
- Tabla RoscasDocumento20 páginasTabla RoscasEdwin Antonio Zavala CardenasAún no hay calificaciones
- Tuberia Apuntes IZAR Tubero by PachaDocumento12 páginasTuberia Apuntes IZAR Tubero by PachaflanicioAún no hay calificaciones
- Bridas de AceroDocumento16 páginasBridas de Acerojose ChuchonAún no hay calificaciones
- Práctica 3-1918493Documento96 páginasPráctica 3-1918493mauro castro ambriz100% (1)
- PASO 01:: Instructivo para El Llenado de Ensayo CBRDocumento13 páginasPASO 01:: Instructivo para El Llenado de Ensayo CBRyuri aguilar aymaraAún no hay calificaciones
- Catalogo CarbonoDocumento8 páginasCatalogo CarbonoAlbertoBeto100% (1)
- Specifications of Heavy WeightDocumento16 páginasSpecifications of Heavy WeightJorge Andrés TovarAún no hay calificaciones
- Norma para Roscas ASADocumento28 páginasNorma para Roscas ASAmaikyAún no hay calificaciones
- Normativa para Diseño de TuberiasDocumento7 páginasNormativa para Diseño de TuberiasKathia Espinoza RojasAún no hay calificaciones
- Tuberias IndustrialesDocumento13 páginasTuberias IndustrialesAleman Medina JonathanAún no hay calificaciones
- Generalidades Tuberias y AccesoriosDocumento14 páginasGeneralidades Tuberias y Accesorioszepol051Aún no hay calificaciones
- Tuberias y Accesorios (Codos, Valvulas y BridasDocumento14 páginasTuberias y Accesorios (Codos, Valvulas y BridasAlan MendizabalAún no hay calificaciones
- SartasDocumento37 páginasSartasNeftali Landero TorresAún no hay calificaciones
- Manual Basico SartasDocumento36 páginasManual Basico SartasNeme VasquesAún no hay calificaciones
- Corte y Doblado de TubosDocumento51 páginasCorte y Doblado de Tuboseduardo soto perezAún no hay calificaciones
- Accesorios Tub. Inoxidable SanitariaDocumento24 páginasAccesorios Tub. Inoxidable SanitariaDavid Alejandro DiazAún no hay calificaciones
- Fyr SH 2019Documento6 páginasFyr SH 2019Jorge Ramirez HernandezAún no hay calificaciones
- Tuberias y Accesorios para Servicios IndustrialesDocumento13 páginasTuberias y Accesorios para Servicios IndustrialesDaniel FernándezAún no hay calificaciones
- TUBERIASDocumento8 páginasTUBERIASRodolfo MendezAún no hay calificaciones
- Vayremex Filtro Roscado S CatalogoDocumento6 páginasVayremex Filtro Roscado S CatalogoFrancisco Misael Vasquez RanirezAún no hay calificaciones
- 2 Manual de Acero Tradi Sa 150906233156 Lva1 App6891 PDFDocumento89 páginas2 Manual de Acero Tradi Sa 150906233156 Lva1 App6891 PDFWilder Benites VillanuevaAún no hay calificaciones
- RoscasDocumento36 páginasRoscasCarlos Guanipa RodriguezAún no hay calificaciones
- MODULO 1 Rev 1 - PresentaciónDocumento132 páginasMODULO 1 Rev 1 - PresentaciónWanda LopezAún no hay calificaciones
- Bridas de AceroDocumento16 páginasBridas de AceroMarco Sacsa100% (1)
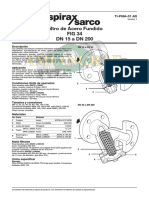
- Filtro y Fig 34 PDFDocumento2 páginasFiltro y Fig 34 PDFasdfasdfasdfadsfAún no hay calificaciones
- Ag 66Documento4 páginasAg 66Yohangel José Palacios MoreyAún no hay calificaciones
- Productos Oilca Servicios CaDocumento21 páginasProductos Oilca Servicios CaRosandraBriceñoAún no hay calificaciones
- Planilla de CotizacionDocumento18 páginasPlanilla de CotizacionPOTRAZOAún no hay calificaciones
- Formato para Solicitar Cotizacion de Varios ProductosDocumento6 páginasFormato para Solicitar Cotizacion de Varios ProductosRyosuke UrielAún no hay calificaciones
- Catalogo de Tubos AceraliaDocumento25 páginasCatalogo de Tubos AceraliaLuis Miguel Seguí UrbitaAún no hay calificaciones
- Tuberias de Perforacion OkDocumento58 páginasTuberias de Perforacion OkwilliamAún no hay calificaciones
- Catalogo CaneriasDocumento2 páginasCatalogo CaneriasJimmyHansAún no hay calificaciones
- Tuberia Conduit RigidaDocumento1 páginaTuberia Conduit RigidaRolando GilAún no hay calificaciones
- Especificacion Tecnica Material de Tuberias y Accesorios para Distribucion de Fluidos de Servicios IndustrialesDocumento11 páginasEspecificacion Tecnica Material de Tuberias y Accesorios para Distribucion de Fluidos de Servicios IndustrialesDaniel VelasquezAún no hay calificaciones
- Tuberia ConduccionDocumento6 páginasTuberia ConduccionJor CHAún no hay calificaciones
- Catalogo 2021 AISCANDocumento168 páginasCatalogo 2021 AISCANAlnZmAún no hay calificaciones
- Catalogo FAMIQDocumento5 páginasCatalogo FAMIQfurtanAún no hay calificaciones
- Catalogo Accesorios para Preparacion de Soldaduras Orbitales de TubosDocumento24 páginasCatalogo Accesorios para Preparacion de Soldaduras Orbitales de TubosJosé SermeñoAún no hay calificaciones
- 11 CatálogoConduvenDocumento39 páginas11 CatálogoConduvenJavier PrietoAún no hay calificaciones
- Cilindros Iso 6022Documento2 páginasCilindros Iso 6022EduAún no hay calificaciones
- Manual PlomeroDocumento132 páginasManual Plomerooaxacao100% (2)
- WEB - Flexión de Tubos, Tubo AcodadoDocumento5 páginasWEB - Flexión de Tubos, Tubo AcodadoHector Luis MejiaAún no hay calificaciones
- Chicago-Latrobe Catálogo 2016Documento64 páginasChicago-Latrobe Catálogo 2016Gilberto GarciaAún no hay calificaciones
- Resumen de TrabajosDocumento21 páginasResumen de TrabajosJuan José Leiva AlegreAún no hay calificaciones
- Propiedades Fisicas Del CasingDocumento15 páginasPropiedades Fisicas Del CasingTOPOAún no hay calificaciones
- Saneamiento 2018Documento6 páginasSaneamiento 2018Andre Gamboa JaraAún no hay calificaciones
- CañeriasDocumento2 páginasCañeriasRonald OrtegaAún no hay calificaciones
- Ama-Porter - 2539.51!4!31 Cátalogo de BombasDocumento12 páginasAma-Porter - 2539.51!4!31 Cátalogo de BombasFelipe BrainAún no hay calificaciones
- Curso Principios y Calculos CT (Mar-2009) (Imprimir... )Documento50 páginasCurso Principios y Calculos CT (Mar-2009) (Imprimir... )Luis PinoAún no hay calificaciones
- Valvula Bola Bridas Din PekosDocumento7 páginasValvula Bola Bridas Din PekosHenry PorcoAún no hay calificaciones
- 250 Phillips 2Documento67 páginas250 Phillips 2Peter Toralva YauriAún no hay calificaciones
- Ejercicio 8Documento4 páginasEjercicio 8Jorge Cortez Elizalde0% (1)
- Ejemplos Ley Del SenoDocumento6 páginasEjemplos Ley Del SenoLeidy AAún no hay calificaciones
- Informe Tecnico de Huaral ClimatologiaDocumento28 páginasInforme Tecnico de Huaral ClimatologiaStefany XiomAra B SAún no hay calificaciones
- Catálogo Drones 2016Documento15 páginasCatálogo Drones 2016El Negro CastañonAún no hay calificaciones
- Abel Llontop GonzalesDocumento56 páginasAbel Llontop GonzalesKARENKATIAAún no hay calificaciones
- Fisica 8 N 3 2021 Presion AtmosféricaDocumento3 páginasFisica 8 N 3 2021 Presion Atmosféricakarol estepaAún no hay calificaciones
- La Reproducción CelularDocumento14 páginasLa Reproducción CelularNarváez Santos Danna ValentinaAún no hay calificaciones
- Formato para Ingresar Listado de Bienes Con Codigo Patrimonial y Bienes NuevosDocumento10 páginasFormato para Ingresar Listado de Bienes Con Codigo Patrimonial y Bienes NuevosRoyderAún no hay calificaciones
- Documento Consolidado Diseno Experimental 30156 6Documento21 páginasDocumento Consolidado Diseno Experimental 30156 6JAVACRASHERAún no hay calificaciones
- Propuesta de Mejora para El Uso de CalderaDocumento115 páginasPropuesta de Mejora para El Uso de Calderaalonso martinezAún no hay calificaciones
- Examen Final Hidraulica Canales - 2020-01Documento3 páginasExamen Final Hidraulica Canales - 2020-01renzo gyAún no hay calificaciones
- Guía #2 de Funciones y Procesos InfinitosDocumento2 páginasGuía #2 de Funciones y Procesos InfinitosAndrea MaldonadoAún no hay calificaciones
- Estadistica DescriptivaDocumento2 páginasEstadistica DescriptivaJulia LanAún no hay calificaciones
- Certificado Termohigrometro Temp PDF OkDocumento2 páginasCertificado Termohigrometro Temp PDF Okjuan diegoAún no hay calificaciones
- Tercera Entrega Fisica de PlantasDocumento13 páginasTercera Entrega Fisica de PlantasClaudia Yazmin Romero Barrera100% (1)
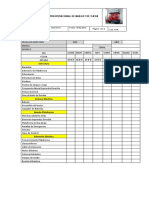
- Preoperacional de Man Lift de TijeraDocumento2 páginasPreoperacional de Man Lift de TijeraConstrucivil Arl SASAún no hay calificaciones
- Tarea Sobre El Compensador Estático Síncrono StatcomDocumento7 páginasTarea Sobre El Compensador Estático Síncrono StatcomGabriel PecchiAún no hay calificaciones
- Unidad de MedidaDocumento7 páginasUnidad de MedidaDolores Ruiz SanchezAún no hay calificaciones
- PC TopografiaDocumento13 páginasPC Topografiaeliza chavezAún no hay calificaciones
- Movimiento Periodico 7 BasicoDocumento17 páginasMovimiento Periodico 7 BasicomatacurieAún no hay calificaciones
- Seminario CalcDocumento49 páginasSeminario CalcRafa Martinez PerezAún no hay calificaciones
- Práctica 2. Movimiento OscilatorioDocumento6 páginasPráctica 2. Movimiento OscilatorioAndrik SintaAún no hay calificaciones
- Ciencias Semana 8Documento16 páginasCiencias Semana 8Rafael Matencio GerónimoAún no hay calificaciones
- Examen T2 Potencias y Raices 3ESO 2021 2022Documento2 páginasExamen T2 Potencias y Raices 3ESO 2021 2022mdlizanAún no hay calificaciones
- 01 Modelado Flujo de Agua 2021-08-04Documento12 páginas01 Modelado Flujo de Agua 2021-08-04Sandra MontoyaAún no hay calificaciones