También podría gustarte
- Informe Linea de Agua Sub A-21Documento6 páginasInforme Linea de Agua Sub A-21Rafa CanoAún no hay calificaciones
- INFORME TECNICO - OC 2019-5064 Revestimientos VariosDocumento5 páginasINFORME TECNICO - OC 2019-5064 Revestimientos VariosRafa Cano100% (1)
- Informe 002-20 Trab Realizados Cu 1500 Oc-5167Documento5 páginasInforme 002-20 Trab Realizados Cu 1500 Oc-5167Rafa CanoAún no hay calificaciones
- Colquisiri Reporte Entrega Soplador Spencer 2019072Documento15 páginasColquisiri Reporte Entrega Soplador Spencer 2019072Rafa Cano100% (2)
- Informe OC 2019 Celda Ok 5 3ra Limpieza DicDocumento8 páginasInforme OC 2019 Celda Ok 5 3ra Limpieza DicRafa CanoAún no hay calificaciones
- OC 2021-2703 EscaleraDocumento4 páginasOC 2021-2703 EscaleraRafa CanoAún no hay calificaciones
- Informe 002 - Vulcanizado de InterioresDocumento3 páginasInforme 002 - Vulcanizado de InterioresRafa CanoAún no hay calificaciones
- Abing - Cc-I-01 Informe de Servicio - 032 Servicio de Revestimiento y Vulc.-Oc 2543 - ColquisiriDocumento7 páginasAbing - Cc-I-01 Informe de Servicio - 032 Servicio de Revestimiento y Vulc.-Oc 2543 - ColquisiriRafa Cano100% (1)
- Abing - Cc-I-01 Informe de Servicio - 020 Servicio de Revestimiento y Vulc.-Oc 1217 - ColquisiriDocumento8 páginasAbing - Cc-I-01 Informe de Servicio - 020 Servicio de Revestimiento y Vulc.-Oc 1217 - ColquisiriRafa CanoAún no hay calificaciones
- Abing - Cc-I-01 Informe de Servicio - 025 Servicio de Revestimiento y Vulc.-Oc 1776Documento16 páginasAbing - Cc-I-01 Informe de Servicio - 025 Servicio de Revestimiento y Vulc.-Oc 1776Rafa Cano100% (1)
- PROPUESTAFABRICACIONDocumento134 páginasPROPUESTAFABRICACIONHenry Lenin Tandazo TroyaAún no hay calificaciones
- SMCG - Modulo 1 - Fundamentos de Lubricacion 2019 (Rev02) PDFDocumento40 páginasSMCG - Modulo 1 - Fundamentos de Lubricacion 2019 (Rev02) PDFRafa CanoAún no hay calificaciones
- Informe Cambio de MangasDocumento3 páginasInforme Cambio de MangasRafa CanoAún no hay calificaciones
- Prevencion de Accidentes Por Desprendimiento de Rocas PDFDocumento18 páginasPrevencion de Accidentes Por Desprendimiento de Rocas PDFRafa CanoAún no hay calificaciones
- QC Index Plat Lix CA 10d GeomembranaDocumento34 páginasQC Index Plat Lix CA 10d GeomembranaEdward Carhuanina LescanoAún no hay calificaciones
- Acero DimensionadoDocumento71 páginasAcero DimensionadoFred'k R. RamirezAún no hay calificaciones
- Sexta Sesión-AceroDocumento101 páginasSexta Sesión-Acerochristian eduardo cuadros portugalAún no hay calificaciones
- Cable Aluminio Desnudo Acsr No 4Documento32 páginasCable Aluminio Desnudo Acsr No 4Andrés ArizaAún no hay calificaciones
- Metalurgia Extractiva 12 PDFDocumento8 páginasMetalurgia Extractiva 12 PDFAlfonso LozadaAún no hay calificaciones
- Análisis de Oro y Plata Por Ensayo Al FuegoDocumento3 páginasAnálisis de Oro y Plata Por Ensayo Al FuegoRDario Dario Rosemary100% (1)
- Examen de Soldadura Mig MagDocumento1 páginaExamen de Soldadura Mig MagJESUS MANUEL POLO FERNANDEZAún no hay calificaciones
- LABORATORIO DE ELECTROQUIMICA N°1 (Plancha)Documento11 páginasLABORATORIO DE ELECTROQUIMICA N°1 (Plancha)Alexander QuirozAún no hay calificaciones
- Proceso de Manufactura MecánicaDocumento16 páginasProceso de Manufactura MecánicaFlexXcat MiguelAún no hay calificaciones
- Grupos de La Tabla PeriodicaDocumento3 páginasGrupos de La Tabla PeriodicaJoselee Ramos TitoAún no hay calificaciones
- Exposicion Carburizacion Vfinal 2.0Documento15 páginasExposicion Carburizacion Vfinal 2.0Andres PerozoAún no hay calificaciones
- Duo Check GenebreDocumento4 páginasDuo Check GenebreKarentt CasasAún no hay calificaciones
- Clase 07 Herramientas de Corte 1Documento30 páginasClase 07 Herramientas de Corte 1Jose DelgadoAún no hay calificaciones
- ROTEN Catalogue ESPDocumento26 páginasROTEN Catalogue ESPmorrallaAún no hay calificaciones
- Protección Del Acero Por GalvanizadoDocumento5 páginasProtección Del Acero Por GalvanizadoAngel BuendiaAún no hay calificaciones
- Ensayo de ChispaDocumento9 páginasEnsayo de ChispaAcuña Herrera100% (1)
- PUMPEC Accesorios - CDocumento4 páginasPUMPEC Accesorios - CJosé CarlosAún no hay calificaciones
- Sider Clases 1 - 2017 - 2 IntroduccionDocumento91 páginasSider Clases 1 - 2017 - 2 IntroduccionWILMER QUISPE TINCOAún no hay calificaciones
- 15 Curvas TTT 22 OCT 16 Proxima ClaseDocumento27 páginas15 Curvas TTT 22 OCT 16 Proxima ClaseitherAún no hay calificaciones
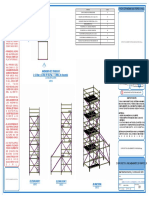
- MOD.018 TORRE L 2.50m X 2.50m H 8.41m. + 1.00m, de Baranda Con ContraandamioDocumento1 páginaMOD.018 TORRE L 2.50m X 2.50m H 8.41m. + 1.00m, de Baranda Con ContraandamioSeida Rojas CabelloAún no hay calificaciones
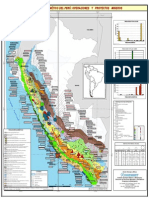
- Mapa Metalogenético Del Perú 2010 Acosta Et AlDocumento1 páginaMapa Metalogenético Del Perú 2010 Acosta Et AlmaximopotenteAún no hay calificaciones
- Métodos de Obtención y Extracción Del Cobalto y El Hierro y Sus Aplicaciones en La Vida Diaria y en Las IndustriasDocumento2 páginasMétodos de Obtención y Extracción Del Cobalto y El Hierro y Sus Aplicaciones en La Vida Diaria y en Las IndustriasLeonardo José Duarte GuadamuzAún no hay calificaciones
- Procesos de Manofacturas y DiscontinuidadesDocumento35 páginasProcesos de Manofacturas y Discontinuidadesqw wqAún no hay calificaciones
- Producto NovopanDocumento44 páginasProducto NovopanXimena DelaCruzAún no hay calificaciones
- Defectos y Discontinuidades de SoldaduraDocumento20 páginasDefectos y Discontinuidades de SoldaduraWakner Froylan100% (2)
- Lab 05 Lab Yacimiento MDocumento4 páginasLab 05 Lab Yacimiento MYuliza Liz0% (1)
- Mineral EsDocumento8 páginasMineral EsRodrigo Gustavo CUPI MENDOZAAún no hay calificaciones
- Raya de MineralesDocumento13 páginasRaya de MineralesjjjbsAún no hay calificaciones
- t1 - Marcos de Acero Estructural - Rev02Documento28 páginast1 - Marcos de Acero Estructural - Rev02EnriqueVeAún no hay calificaciones
- Práctica 6Documento4 páginasPráctica 6DlanorAún no hay calificaciones
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Nomenclatura de las sustancias químicasDe EverandNomenclatura de las sustancias químicasCalificación: 5 de 5 estrellas5/5 (2)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Elementos para el análisis y diseño de reactores químicosDe EverandElementos para el análisis y diseño de reactores químicosAún no hay calificaciones
- Química orgánica: ejercicios de aplicaciónDe EverandQuímica orgánica: ejercicios de aplicaciónCalificación: 5 de 5 estrellas5/5 (3)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Quiero ser consultor: Metodología Odyssey para crear, administrar, hacer crecer y transformar su negocio de consultoría.De EverandQuiero ser consultor: Metodología Odyssey para crear, administrar, hacer crecer y transformar su negocio de consultoría.Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- Lo humano y lo divino. Metalurgía y cosmogonía en la América antiguaDe EverandLo humano y lo divino. Metalurgía y cosmogonía en la América antiguaCalificación: 5 de 5 estrellas5/5 (1)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- Gestión de la calidad ISO 9001/2015 en hosteleriaDe EverandGestión de la calidad ISO 9001/2015 en hosteleriaCalificación: 5 de 5 estrellas5/5 (1)