También podría gustarte
- Introducción A La Metalurgia de La Soldadaura - Carlos Fosca PDFDocumento295 páginasIntroducción A La Metalurgia de La Soldadaura - Carlos Fosca PDFMichael Obrayan100% (2)
- Reparacion de Cucharones de PalaDocumento265 páginasReparacion de Cucharones de Palamcondev03488% (16)
- Tabla Precalentamiento AcerosDocumento1 páginaTabla Precalentamiento AcerosTechMec67% (6)
- Aceros Al ManganesoDocumento30 páginasAceros Al ManganesoPedro PadillaAún no hay calificaciones
- Informe de Reparación Del Diper Handle PDFDocumento7 páginasInforme de Reparación Del Diper Handle PDFDalmiro ToroAún no hay calificaciones
- Comparativo Normas A 36, SAE1215 y SAE 1045Documento1 páginaComparativo Normas A 36, SAE1215 y SAE 1045EnriqueVe100% (2)
- Metodologia para Reconstruccion de Eje Aisi 1045 Por SoldADURADocumento111 páginasMetodologia para Reconstruccion de Eje Aisi 1045 Por SoldADURAAlex Vasquez100% (1)
- Ficha Tecnica (Acero T1) PDFDocumento2 páginasFicha Tecnica (Acero T1) PDFVictor Angel33% (3)
- Fabricación Tolva para VolqueteDocumento57 páginasFabricación Tolva para VolqueteFernando Márquez M.91% (22)
- Proceso Rep. BaldesDocumento28 páginasProceso Rep. BaldesLissette100% (4)
- Como Soldar Acero Inox DuplexDocumento20 páginasComo Soldar Acero Inox DuplexSimón Martínez Navarrete100% (7)
- Analisis de Integridad de Equipos API 510Documento47 páginasAnalisis de Integridad de Equipos API 510solrac4371100% (2)
- Inox 29-9Documento1 páginaInox 29-9ayumu007Aún no hay calificaciones
- CUADERNO Temperatura de PrecalentamientoDocumento41 páginasCUADERNO Temperatura de PrecalentamientoIvana Palma100% (12)
- Soldadura Acero HadfieldDocumento28 páginasSoldadura Acero Hadfieldcuisrobertito100% (1)
- Fisuración en CalienteDocumento5 páginasFisuración en Caliente14475Aún no hay calificaciones
- Tabla de Equivalencias de Aceros NormadosDocumento1 páginaTabla de Equivalencias de Aceros NormadosGASTÓN ANDRÉS BALTIERRA CARTES100% (4)
- Informe de Reparacion Bucket de Excvavadora 8110Documento6 páginasInforme de Reparacion Bucket de Excvavadora 8110Planeamiento Antapaccay100% (2)
- EXATUB E81T1-Ni1Documento1 páginaEXATUB E81T1-Ni1ricardodelatorreAún no hay calificaciones
- Manual Tecnico de Electrodos AJUSTADO 4.0Documento117 páginasManual Tecnico de Electrodos AJUSTADO 4.0david50% (2)
- Tabla Comparativa SoldadurasDocumento3 páginasTabla Comparativa SoldadurasWelder Welder Cobos88% (8)
- Exatub 70 E70t-1Documento1 páginaExatub 70 E70t-1ricardodelatorre100% (1)
- Procedimiento de Reparación de Fisuras - Nucleotec 2222Documento5 páginasProcedimiento de Reparación de Fisuras - Nucleotec 2222Anonymous OP4lm2PBDH100% (3)
- Placa Chronit T-1 500Documento10 páginasPlaca Chronit T-1 500Fredy Taipe Chirme50% (2)
- Catálogo ACERO BohlerDocumento114 páginasCatálogo ACERO BohlerJenny Cecilia Ureña Zuri82% (11)
- Informe Reparacion Tolva 040Documento21 páginasInforme Reparacion Tolva 040Aldo Aspilcueta CayaAún no hay calificaciones
- Coloresde AcerosDocumento2 páginasColoresde AcerosGrover Gil Maydana100% (1)
- Soldabilidad en Aceros T1Documento30 páginasSoldabilidad en Aceros T1YunsGarciaSanchezAún no hay calificaciones
- Aceros de Dificil AdDocumento34 páginasAceros de Dificil Adjpenare100% (4)
- PETS de Reparación de Fisuras en Balde Cat7495 - 1.Documento7 páginasPETS de Reparación de Fisuras en Balde Cat7495 - 1.LENIN704100% (1)
- Asme - Astm A 36 PropiedadesDocumento3 páginasAsme - Astm A 36 PropiedadesJLLIMPE3116Aún no hay calificaciones
- Ficha Tecnica Exatub 81 Ni2Documento1 páginaFicha Tecnica Exatub 81 Ni2Ngro Quinapaxi GonzalezAún no hay calificaciones
- Sugerencia para El Diseño de ChutesDocumento1 páginaSugerencia para El Diseño de Chutesjuanesteban1981100% (1)
- Catalogo Soldexa SoldadurasDocumento1 páginaCatalogo Soldexa SoldadurasNestor OliAún no hay calificaciones
- Recuperacion de Cucharones de PalasDocumento39 páginasRecuperacion de Cucharones de PalasBrayan Villanueva Villena67% (3)
- Ganchos de Fijacion Grating Peru S A CDocumento1 páginaGanchos de Fijacion Grating Peru S A CMarcoAntonio CarhuamantaIbañezAún no hay calificaciones
- Especificaciones Acero AISI 4140Documento1 páginaEspecificaciones Acero AISI 4140reynviu0% (1)
- Capitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Documento105 páginasCapitulo 24. Precalentamiento y Postcalentamiento (Modo de Compatibilidad)Erasto Landaverde Lm100% (2)
- Tratamiento Térmico Del Acero Astm A36Documento16 páginasTratamiento Térmico Del Acero Astm A36Akira Tamashiro100% (4)
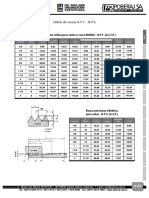
- Roscas NPT y NpsDocumento1 páginaRoscas NPT y NpsAlbertury KreshAún no hay calificaciones
- Codigo de Colores para Aceros PDFDocumento1 páginaCodigo de Colores para Aceros PDFedward santiago buitrago aguirreAún no hay calificaciones
- Rosca TrapezoidalDocumento2 páginasRosca TrapezoidalWilmar Andres Chaparro Riano0% (1)
- Soldadura de Aceros Al ManganesoDocumento23 páginasSoldadura de Aceros Al ManganesoVíctor Alexander ContrerasAún no hay calificaciones
- Aceros Dificilmente SoldablesDocumento5 páginasAceros Dificilmente Soldablesmarcol705Aún no hay calificaciones
- SOLDADURADocumento59 páginasSOLDADURAcesarAún no hay calificaciones
- Castolin EutecticDocumento12 páginasCastolin EutecticNegrito Rosarino100% (1)
- Catalogo Electrodo EsabDocumento12 páginasCatalogo Electrodo EsabpakimalamacenAún no hay calificaciones
- Catálogo Consumibles - Castolin Eutectic PDFDocumento12 páginasCatálogo Consumibles - Castolin Eutectic PDFJavier Celada100% (1)
- Acero para Piezas MecánicasDocumento8 páginasAcero para Piezas Mecánicasmaria reyesAún no hay calificaciones
- Citodur 750Documento1 páginaCitodur 750Luis Rodrigo Orellana FerrufinoAún no hay calificaciones
- Cga Pliego TecnicoDocumento1 páginaCga Pliego TecnicolcsierraAún no hay calificaciones
- Aceros BolherDocumento9 páginasAceros BolherJhoana YucraAún no hay calificaciones
- Triptico EXSA PeruDocumento2 páginasTriptico EXSA Perumilo_122_Aún no hay calificaciones
- Propiedades de Los Materiales y DTDocumento43 páginasPropiedades de Los Materiales y DTFulvio BolaoAún no hay calificaciones
- Electrodos InoxDocumento6 páginasElectrodos InoxCarlos Guerra MuñozAún no hay calificaciones
- Soldadura InoxDocumento5 páginasSoldadura InoxAlberto Rubio YañezAún no hay calificaciones
- SAE Es El Acrónimo en Inglés deDocumento7 páginasSAE Es El Acrónimo en Inglés deIsmacell AndrésAún no hay calificaciones
- Soldadura en Aceros InoxidablesDocumento26 páginasSoldadura en Aceros InoxidablesOmar MuñozAún no hay calificaciones
- Triptico EXSA Peru PDFDocumento2 páginasTriptico EXSA Peru PDFalonsogonzalesAún no hay calificaciones
- Weldarc PDFDocumento4 páginasWeldarc PDFIngeniero BolMoAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Tejido Protector VegetalDocumento5 páginasTejido Protector Vegetalsolrac437133% (3)
- AENDDocumento1 páginaAENDsolrac4371Aún no hay calificaciones
- Rugosidades Superficiales DMDocumento14 páginasRugosidades Superficiales DMsolrac4371Aún no hay calificaciones
- Sistema Gestion IntegridadDocumento8 páginasSistema Gestion Integridadsolrac4371Aún no hay calificaciones
- Accidentes de Gammagrafia PDFDocumento22 páginasAccidentes de Gammagrafia PDFsolrac4371Aún no hay calificaciones
- Inspeccion de Hermeticidad de Tanques y Tuberias Enterrados, Que Almacenan Combustibles Liquidos y OPDHDocumento14 páginasInspeccion de Hermeticidad de Tanques y Tuberias Enterrados, Que Almacenan Combustibles Liquidos y OPDHsolrac4371Aún no hay calificaciones
- SESION #6 Rev 2011 - TEDUCDocumento81 páginasSESION #6 Rev 2011 - TEDUCsolrac4371100% (1)
- 23.1. - Ficha Técnica HIT-RE 500 V3 - Informacion-Tecnica-Páginas-EliminadasDocumento23 páginas23.1. - Ficha Técnica HIT-RE 500 V3 - Informacion-Tecnica-Páginas-EliminadasVilner Antonio Velasquez PascualAún no hay calificaciones
- Informe de Reparaciones de Baños Agosto 2021Documento20 páginasInforme de Reparaciones de Baños Agosto 2021Yelitza MorenoAún no hay calificaciones
- Práctica 4 - Tecnología Del Concreto5Documento13 páginasPráctica 4 - Tecnología Del Concreto5Denis BrañezAún no hay calificaciones
- Brochure Proteccion Contra El FuegoDocumento6 páginasBrochure Proteccion Contra El FuegocferrercAún no hay calificaciones
- Costos Unitarios Vivienda ArquitecturaDocumento8 páginasCostos Unitarios Vivienda Arquitectura1979JORGEAún no hay calificaciones
- Informe # 3. MoldeadoDocumento9 páginasInforme # 3. MoldeadoPepiurisAún no hay calificaciones
- GI3P-SSO-PRO-01 Armado de Acero - V00Documento6 páginasGI3P-SSO-PRO-01 Armado de Acero - V00Jorge Quispe CristobalAún no hay calificaciones
- Reporte Consulta de InventarioDocumento40 páginasReporte Consulta de InventarioRoberto CarlosAún no hay calificaciones
- Tarea 2Documento2 páginasTarea 2Francisco PradoAún no hay calificaciones
- Construcción de Moldaje de Madera para ConstrucciónDocumento27 páginasConstrucción de Moldaje de Madera para ConstrucciónAle Que AdasmeAún no hay calificaciones
- X-BT LeafletDocumento9 páginasX-BT LeafletSICISA Diseño ArquitectonicoAún no hay calificaciones
- Cuaderno - de - Informes - #13 - Juan Daniel EstradaDocumento14 páginasCuaderno - de - Informes - #13 - Juan Daniel EstradaJose EstradaAún no hay calificaciones
- INFORME 02 Caseta de Guardiania SET LURENDocumento5 páginasINFORME 02 Caseta de Guardiania SET LURENJuan Jesus Crisostomo AguilarAún no hay calificaciones
- Lab 1 Via SecaDocumento9 páginasLab 1 Via SecaSantana Pérez MarcioAún no hay calificaciones
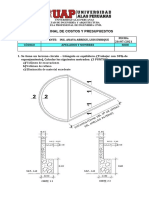
- Examen Final de Costos y PresupuestosDocumento5 páginasExamen Final de Costos y Presupuestosfernando vilchez almanzaAún no hay calificaciones
- Cielo Raso en PVC - Guía de InstalaciónDocumento6 páginasCielo Raso en PVC - Guía de Instalaciónpress10Aún no hay calificaciones
- Adi GroutDocumento3 páginasAdi GroutHeimos GarciaAún no hay calificaciones
- Unidad 1 - Materiales IDocumento34 páginasUnidad 1 - Materiales IAlcides Roa RománAún no hay calificaciones
- Procesos de FundiciónDocumento8 páginasProcesos de FundiciónMiguel HSAún no hay calificaciones
- (2020-081) Memoria de Calculo Losa de Piso - Rev.01 PDFDocumento18 páginas(2020-081) Memoria de Calculo Losa de Piso - Rev.01 PDFLuis MenDietaAún no hay calificaciones
- Catenaria Rigida Pandrol Klk-BajaDocumento20 páginasCatenaria Rigida Pandrol Klk-BajaLuí RondoAún no hay calificaciones
- 4.-Análisis de Precios UnitariosDocumento33 páginas4.-Análisis de Precios UnitariosJose Valdivia RosalesAún no hay calificaciones
- Caja Redonda GUA Con Tapa RoscadaDocumento3 páginasCaja Redonda GUA Con Tapa RoscadawilliamsAún no hay calificaciones
- Metrado Estructuras MetalicasDocumento3 páginasMetrado Estructuras Metalicasihuanca_icAún no hay calificaciones
- Tasacion de Predio Calle Alto Lima #1286Documento5 páginasTasacion de Predio Calle Alto Lima #1286Cesar QAAún no hay calificaciones
- Presupuesto Inst. ElectricasDocumento26 páginasPresupuesto Inst. ElectricasbryanlevizacaAún no hay calificaciones
- Tipos de Segueta para CaladoraDocumento4 páginasTipos de Segueta para CaladoraFaniatik ArriagaAún no hay calificaciones
- Ampliación de La Cobertura Del Servicio de Atención Integral A Niños Y Niñas Menores A 36 Meses en La Provincia de PaucartamboDocumento2 páginasAmpliación de La Cobertura Del Servicio de Atención Integral A Niños Y Niñas Menores A 36 Meses en La Provincia de PaucartamboGiancarlo Enciso CarpioAún no hay calificaciones
- Pérez Jhonatan - Conformados MecánicosDocumento10 páginasPérez Jhonatan - Conformados MecánicosAntony FrancoAún no hay calificaciones
- Procesos de Conformado Por Deformacion PlasticaDocumento9 páginasProcesos de Conformado Por Deformacion PlasticaSebastián Zúñiga VanegasAún no hay calificaciones