También podría gustarte
- MACS 1-UNIDAD 7-Limites y ContinuidadDocumento21 páginasMACS 1-UNIDAD 7-Limites y ContinuidadEdu LlerenaAún no hay calificaciones
- Iper 2015Documento6 páginasIper 2015Edu LlerenaAún no hay calificaciones
- Proyecto+de+soto BautistaDocumento74 páginasProyecto+de+soto BautistaEdu LlerenaAún no hay calificaciones
- Normas de Posgrado MAESTRIA Junio 2023Documento17 páginasNormas de Posgrado MAESTRIA Junio 2023Edu LlerenaAún no hay calificaciones
- s03 - Hoja Taller GrupalDocumento4 páginass03 - Hoja Taller GrupalEdu LlerenaAún no hay calificaciones
- Laboratorio de Fisica 1 Semana 11 Segunda Ley de Newton Upao 142246 Downloable 2169322Documento11 páginasLaboratorio de Fisica 1 Semana 11 Segunda Ley de Newton Upao 142246 Downloable 2169322Edu LlerenaAún no hay calificaciones
- Ubicación de PlataformasDocumento1 páginaUbicación de PlataformasEdu LlerenaAún no hay calificaciones
- El Periodismo InternacionalDocumento14 páginasEl Periodismo InternacionalEdu LlerenaAún no hay calificaciones
- Estructuras Curriculares 202410 MECDDocumento1 páginaEstructuras Curriculares 202410 MECDEdu LlerenaAún no hay calificaciones
- Foro de OawDocumento3 páginasForo de OawEdu Llerena100% (1)
- Foro Tematico Mejora ContinuaDocumento5 páginasForo Tematico Mejora ContinuaEdu LlerenaAún no hay calificaciones
- APLICACION DE PINTURA ELECTROSTATICA DE TRANSFORMADORES ChuquillanquiDocumento4 páginasAPLICACION DE PINTURA ELECTROSTATICA DE TRANSFORMADORES ChuquillanquiEdu LlerenaAún no hay calificaciones
- U.3-Ejercicio ABC ParetoDocumento3 páginasU.3-Ejercicio ABC ParetoAndersonHaydarAún no hay calificaciones
- Exposición Religiones Monoteístas2Documento22 páginasExposición Religiones Monoteístas2Edu LlerenaAún no hay calificaciones
- Presentación Del Libro Será El Día 6 de Diciembre A Las 12Documento14 páginasPresentación Del Libro Será El Día 6 de Diciembre A Las 12Edu LlerenaAún no hay calificaciones
- Tarea SmawDocumento6 páginasTarea SmawEdu LlerenaAún no hay calificaciones
- CARTILLADocumento1 páginaCARTILLAEdu Llerena100% (1)
- Plantilla de Excavadora 336 DL ResueltoDocumento5 páginasPlantilla de Excavadora 336 DL ResueltohectorAún no hay calificaciones
- Instalación Bomba Hidráulica 336DDocumento13 páginasInstalación Bomba Hidráulica 336DCarlos veraAún no hay calificaciones
- Memoria Calculo Asa para Llave StilsonDocumento6 páginasMemoria Calculo Asa para Llave StilsonRene Huaraca CastañedaAún no hay calificaciones
- A FRIA - Cayambe - 2019Documento9 páginasA FRIA - Cayambe - 2019Carlos CayambeAún no hay calificaciones
- Bloqueo-Etiquetado (LOTO) para Áreas de Trabajo SegurasDocumento31 páginasBloqueo-Etiquetado (LOTO) para Áreas de Trabajo SegurasCARLOS ARTURO ARTURO GARCIAAún no hay calificaciones
- Dobladora de Barras de Acero GW40Documento5 páginasDobladora de Barras de Acero GW40Alfredo Berrocal100% (1)
- TornillosDocumento5 páginasTornillosJose David GallegoAún no hay calificaciones
- Teoria de Diagrama de IteracciónDocumento38 páginasTeoria de Diagrama de IteracciónROSSMERY ZUÑIGA PALOMINOAún no hay calificaciones
- Torno 15 20Documento6 páginasTorno 15 20Fernanda SalinasAún no hay calificaciones
- Arq 01Documento1 páginaArq 01WldrColquehuancaAún no hay calificaciones
- Notas de Clase 2 Motores Electricos DCDocumento2 páginasNotas de Clase 2 Motores Electricos DCarman_3408366Aún no hay calificaciones
- Ensayo de TorneadoDocumento12 páginasEnsayo de TorneadoclaudioAún no hay calificaciones
- Actividad Entregable 02Documento8 páginasActividad Entregable 02EnriKe TorresAún no hay calificaciones
- FICHA DE EVALUACION TECNICA - FET - ModificadoDocumento2 páginasFICHA DE EVALUACION TECNICA - FET - ModificadoMalqueandoAún no hay calificaciones
- Plan de Reaccion Defectos de Soldadura Rev 00 PDFDocumento6 páginasPlan de Reaccion Defectos de Soldadura Rev 00 PDFAlejandro GFAún no hay calificaciones
- Detalle 04 PDFDocumento1 páginaDetalle 04 PDFEnrique CanslAún no hay calificaciones
- AST C-001 CONEXIONES DOMICILIARIAS (Reaperturas)Documento3 páginasAST C-001 CONEXIONES DOMICILIARIAS (Reaperturas)cesarbad20Aún no hay calificaciones
- Ensayo de Uso de TaladroDocumento6 páginasEnsayo de Uso de TaladroBrian ViteriAún no hay calificaciones
- P&idDocumento1 páginaP&idRuben Alexis Choque BernabelAún no hay calificaciones
- Práctica 2. ConversionesDocumento12 páginasPráctica 2. ConversionesAndrea GonzálezAún no hay calificaciones
- Conócenos ITSLP - Instituto Tecnológico de San Luis PotosíDocumento1 páginaConócenos ITSLP - Instituto Tecnológico de San Luis PotosíUlises Nava alonsoAún no hay calificaciones
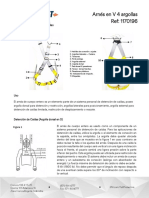
- FT - Arnes en V 4 Argollas Ref 1170196Documento4 páginasFT - Arnes en V 4 Argollas Ref 1170196Alfonso Gomez CastroAún no hay calificaciones
- CimbrasDocumento4 páginasCimbrasYhan ChalcoAún no hay calificaciones
- CFE 2H1LT-06 Horquilla Y Bola Corta MAR2001Documento1 páginaCFE 2H1LT-06 Horquilla Y Bola Corta MAR2001FEDERICO IBARRAAún no hay calificaciones
- 7 EscalerasDocumento13 páginas7 EscalerasJohn Fredy GomezAún no hay calificaciones
- Tema N°3Documento10 páginasTema N°3Jorge Sarzuri LevaAún no hay calificaciones
- Fundamentos Aire Acondicionado - CarrierDocumento82 páginasFundamentos Aire Acondicionado - Carrierlapurzulo100% (3)
- Formatos de Clave Sat FacturarDocumento21 páginasFormatos de Clave Sat FacturarAlan Castillo Castellanos100% (1)
- Supervision de Las Instalaciones de Distribucion Electrica PeruDocumento98 páginasSupervision de Las Instalaciones de Distribucion Electrica PeruHellcoholic Manic FrameAún no hay calificaciones
- INSTALACIONES ELECTRICAS DE ENLACE Y CENTROS DE TRANSFORMACION (J. Sanz) Paraninfo PDFDocumento259 páginasINSTALACIONES ELECTRICAS DE ENLACE Y CENTROS DE TRANSFORMACION (J. Sanz) Paraninfo PDFTORREZOTE100% (1)
- El arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]De EverandEl arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]Calificación: 3 de 5 estrellas3/5 (2)
- UF1026 - Caracterización de procesos e instalaciones frigoríficasDe EverandUF1026 - Caracterización de procesos e instalaciones frigoríficasCalificación: 4 de 5 estrellas4/5 (1)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoDe EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoCalificación: 4 de 5 estrellas4/5 (4)
- MF0624_1 - Técnicas básicas de electricidad de vehículosDe EverandMF0624_1 - Técnicas básicas de electricidad de vehículosCalificación: 5 de 5 estrellas5/5 (2)
- UF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosDe EverandUF0565 - Eficiencia energética en las instalaciones de calefacción y ACS en los edificiosAún no hay calificaciones
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAún no hay calificaciones
- UF0009 - Mantenimiento, preparación y manejo de tractoresDe EverandUF0009 - Mantenimiento, preparación y manejo de tractoresAún no hay calificaciones
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- 100 circuitos de shields para arduino (español)De Everand100 circuitos de shields para arduino (español)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- GuíaBurros Comprar un coche eléctrico: Todo lo que debes saber sobre los coches eléctricosDe EverandGuíaBurros Comprar un coche eléctrico: Todo lo que debes saber sobre los coches eléctricosCalificación: 5 de 5 estrellas5/5 (2)
- UF1666 - Depuración de aguas residualesDe EverandUF1666 - Depuración de aguas residualesAún no hay calificaciones
- Manual de combustibles alternativos y tecnología automotrizDe EverandManual de combustibles alternativos y tecnología automotrizCalificación: 5 de 5 estrellas5/5 (6)
- Mecánica del medio continuo: una iniciaciónDe EverandMecánica del medio continuo: una iniciaciónCalificación: 3 de 5 estrellas3/5 (1)
- UF0465 - Montaje de componentes y periféricos microinformáticosDe EverandUF0465 - Montaje de componentes y periféricos microinformáticosCalificación: 5 de 5 estrellas5/5 (1)
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraDe EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraCalificación: 4 de 5 estrellas4/5 (2)













































![El arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]](https://imgv2-1-f.scribdassets.com/img/word_document/436374717/149x198/1f8b752e12/1699199921?v=1)