También podría gustarte
- Defectos en La SoldaduraDocumento9 páginasDefectos en La SoldaduraJeniffer CamachoAún no hay calificaciones
- Unidad IV de Control de SoldaduraDocumento19 páginasUnidad IV de Control de SoldaduraGregory ParedesAún no hay calificaciones
- Defectos en SoldaduraDocumento13 páginasDefectos en SoldaduraFranz H. Lindo Rojas100% (1)
- Imperfecciones en Soldadura Tipos de DiscontinuidadesDocumento12 páginasImperfecciones en Soldadura Tipos de DiscontinuidadesAinhoa_SAún no hay calificaciones
- Conceptos de SoldaduraDocumento4 páginasConceptos de SoldaduraAlvaro Pulido HernandezAún no hay calificaciones
- Defectos de Soldadura PDFDocumento17 páginasDefectos de Soldadura PDFdalila_agueroAún no hay calificaciones
- Interpretacion de PlanosDocumento51 páginasInterpretacion de PlanosEduardo Fabián Bermeo MuñozAún no hay calificaciones
- Defectologia de La SoldaduraDocumento53 páginasDefectologia de La Soldadurarenebarreiro100% (18)
- Defectos de SoldaduraDocumento4 páginasDefectos de Soldadurawgomez_175543Aún no hay calificaciones
- Tema 6 Técnicas de Soldeo Tratamientos e ImperfeccionesDocumento3 páginasTema 6 Técnicas de Soldeo Tratamientos e ImperfeccionesEdward Aguilar RodriguezAún no hay calificaciones
- STANLEYY Guia-Ensayos-no-Detructivos-2017Documento23 páginasSTANLEYY Guia-Ensayos-no-Detructivos-2017Dani ChambiAún no hay calificaciones
- CAPÍTULO 15. - Discontinuidades y Defectos en SoldaduraDocumento59 páginasCAPÍTULO 15. - Discontinuidades y Defectos en SoldaduraRene Caldera92% (24)
- Laboratorio 111Documento12 páginasLaboratorio 111Graciela Ticona LuqueAún no hay calificaciones
- Imperfecciones en SoldaduraDocumento13 páginasImperfecciones en SoldaduraChema Rodriguez HernandezAún no hay calificaciones
- Soldadura Por Proceso de Arco SumergidoDocumento11 páginasSoldadura Por Proceso de Arco SumergidoMijael MendozaAún no hay calificaciones
- Examen para Enviar A InfocalDocumento6 páginasExamen para Enviar A InfocalRobert DiazAún no hay calificaciones
- Defectos de SoldaduraDocumento4 páginasDefectos de SoldaduraHector AlbornozAún no hay calificaciones
- Ensayos No Destructivos (Radiografia Industrial) PDFDocumento11 páginasEnsayos No Destructivos (Radiografia Industrial) PDFricpet100% (1)
- Discontinuidades en Uniones SoldadasDocumento7 páginasDiscontinuidades en Uniones Soldadasjorge_t_71Aún no hay calificaciones
- Como SodarDocumento4 páginasComo SodarnicolasAún no hay calificaciones
- Diapositivas de Defectos en Soldaduras EspecialesDocumento17 páginasDiapositivas de Defectos en Soldaduras EspecialesGerson Cahuana Sullca100% (1)
- Defectos en La Soldadura Sena SupervisoresDocumento55 páginasDefectos en La Soldadura Sena Supervisoreswilialexis771100% (1)
- Discontinuidades y Defectos en SoldaduraDocumento47 páginasDiscontinuidades y Defectos en SoldaduraVictor Manuel Palomino InfantesAún no hay calificaciones
- Identificacion de Defectos y Solucion de Los Cordones en Mig-MagDocumento20 páginasIdentificacion de Defectos y Solucion de Los Cordones en Mig-MagAnonymous tI6cgOO7NAAún no hay calificaciones
- Defectos y discontinuidades en soldadura FCAWDocumento12 páginasDefectos y discontinuidades en soldadura FCAWLeonelcito ParedesAún no hay calificaciones
- ConexionesDocumento95 páginasConexionesJesús GómezAún no hay calificaciones
- Porosidad y discontinuidades soldaduraDocumento11 páginasPorosidad y discontinuidades soldaduraPatricia Judith Vergara RoldánAún no hay calificaciones
- Trabajo Los Defecto Que Se Producen en La Soldadura GmawDocumento14 páginasTrabajo Los Defecto Que Se Producen en La Soldadura GmawEliecer jose Caamaño caceresAún no hay calificaciones
- Socavación, Revestimiento de Electrodos, Penetracion, Inclusiones de Escoria, PorosidadDocumento5 páginasSocavación, Revestimiento de Electrodos, Penetracion, Inclusiones de Escoria, PorosidadJose Miguel DelgadoAún no hay calificaciones
- Discontinuidades de SoldaduraDocumento21 páginasDiscontinuidades de Soldaduraramon_eosAún no hay calificaciones
- Procesos de Manufactura Rejilla de MedidorDocumento27 páginasProcesos de Manufactura Rejilla de MedidorAnibal Ømar Montiel QuispeAún no hay calificaciones
- Ensayos Por Rayos X, Rayos Gamma y Ultrasonido en Las Soldaduras .Documento23 páginasEnsayos Por Rayos X, Rayos Gamma y Ultrasonido en Las Soldaduras .Joel GuillenAún no hay calificaciones
- Resumen Discontinuidades en SoldaduraDocumento7 páginasResumen Discontinuidades en Soldaduracarmen ariasAún no hay calificaciones
- Defectos en Soldadura EspecialDocumento12 páginasDefectos en Soldadura Especialolinda_monjeAún no hay calificaciones
- U3 ConstruccionDocumento12 páginasU3 ConstruccionAlejandroAún no hay calificaciones
- Imperfecciones en Soldadura Tipos de DiscontinuidadesDocumento18 páginasImperfecciones en Soldadura Tipos de Discontinuidadesira12Aún no hay calificaciones
- Imperfecciones de Las Uniones SoldadasDocumento51 páginasImperfecciones de Las Uniones SoldadasCarlos Alberto Huamaní Gonzales100% (1)
- Cap10discontinuidades CursoinspectorDocumento14 páginasCap10discontinuidades Cursoinspectormario valenzuelaAún no hay calificaciones
- Discontinuidades Defectos SoldaduraDocumento7 páginasDiscontinuidades Defectos SoldaduraInspección refamecaAún no hay calificaciones
- Causas y tipos de agrietamiento en soldadurasDocumento24 páginasCausas y tipos de agrietamiento en soldadurasnerioalfonsoAún no hay calificaciones
- Radiografía y rayos X para detección de defectos en soldadurasDocumento23 páginasRadiografía y rayos X para detección de defectos en soldadurasaide natalyAún no hay calificaciones
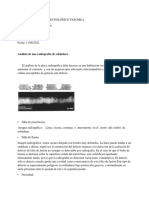
- Analisis Radiografico de La SoldaduraDocumento2 páginasAnalisis Radiografico de La SoldaduraROBINSON VILLAGRAN QUIJIJEAún no hay calificaciones
- Introducción Interpretación RadiografíaDocumento8 páginasIntroducción Interpretación RadiografíaChristian Rodrigo Gonzalez CockbaineAún no hay calificaciones
- Consulta - 2 Soldadura. - 2Documento2 páginasConsulta - 2 Soldadura. - 2Juan Fernando LópezAún no hay calificaciones
- BorradorDocumento10 páginasBorradorRodmi Torres PeraltaAún no hay calificaciones
- Defectos soldadura arcoDocumento7 páginasDefectos soldadura arcoMarco Mamani CartaAún no hay calificaciones
- Electrodos RevestidosDocumento10 páginasElectrodos RevestidosgeegtAún no hay calificaciones
- 12ava Sesion Discontinuidades y Defectos en SoldaduraDocumento80 páginas12ava Sesion Discontinuidades y Defectos en SoldaduraCristell Ramos100% (2)
- Cordones de soldadura depositados en condiciones variablesDocumento8 páginasCordones de soldadura depositados en condiciones variablesLuisCarlosCanteAún no hay calificaciones
- ConexionesDocumento54 páginasConexionesmanuelAún no hay calificaciones
- Discontinuidades en soldaduras: falta de fusión, penetración, socavación y grietasDocumento14 páginasDiscontinuidades en soldaduras: falta de fusión, penetración, socavación y grietasPedro León Sandoval100% (1)
- Corrosión en Uniones SoldadasDocumento4 páginasCorrosión en Uniones SoldadasAlexis MuñozAún no hay calificaciones
- DEFECTOS DE SOLDADURA y PROCEDIMIENTOS INSPECCIÓNDocumento7 páginasDEFECTOS DE SOLDADURA y PROCEDIMIENTOS INSPECCIÓNjtelmo1Aún no hay calificaciones
- Indicaciones Radiograficas de FundicionesDocumento6 páginasIndicaciones Radiograficas de FundicionesLevent EugenioAún no hay calificaciones
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Actividades de Campo PetroleroDocumento22 páginasActividades de Campo PetroleroSebastian Yate GomezAún no hay calificaciones
- Claves de Preguntas Examen PrecatolicaDocumento4 páginasClaves de Preguntas Examen PrecatolicaMecing A MichaelAún no hay calificaciones
- Fertilizantes Químicos y OrganicosDocumento35 páginasFertilizantes Químicos y OrganicosJean PierreAún no hay calificaciones
- Capacitacion en El Procesamiento de Gas NaturalDocumento48 páginasCapacitacion en El Procesamiento de Gas NaturalrubinoestelaAún no hay calificaciones
- Evaluación de Ciencias Naturales La FuerzaDocumento2 páginasEvaluación de Ciencias Naturales La FuerzaElisabeth AñazcoAún no hay calificaciones
- Asig. #20, Mat I, Grupo #5, Ii-2021Documento9 páginasAsig. #20, Mat I, Grupo #5, Ii-2021Jose OteroAún no hay calificaciones
- Cron Val ProgramadoDocumento30 páginasCron Val ProgramadoANGGIEAún no hay calificaciones
- Tp8 - Bazán, BrendaDocumento5 páginasTp8 - Bazán, BrendaBrenda BazanAún no hay calificaciones
- Unidad 3 Fase 4 - SueloDocumento5 páginasUnidad 3 Fase 4 - SueloCarolina cardonaAún no hay calificaciones
- PQR PlanchaDocumento3 páginasPQR PlanchaGerardoYanezAún no hay calificaciones
- Manual de Laboratorio de Química Orgánica I 2022Documento82 páginasManual de Laboratorio de Química Orgánica I 2022sofiavalencia2425Aún no hay calificaciones
- Bolher Welding SSDocumento40 páginasBolher Welding SSvictor torres camizanAún no hay calificaciones
- 6 Hoja de Trabajo de EstequiometríaDocumento5 páginas6 Hoja de Trabajo de EstequiometríaFABIANA MARIEL PACHECO CESPEDESAún no hay calificaciones
- Sulfuros y Oxidos DescripcionDocumento11 páginasSulfuros y Oxidos DescripcionHailer Peña RuizAún no hay calificaciones
- INICIODocumento19 páginasINICIOneisonAún no hay calificaciones
- Guia Soldadura Con Arco EléctricoDocumento6 páginasGuia Soldadura Con Arco EléctricoRodrigo Mamani VillarroelAún no hay calificaciones
- Lámpara de Lava CaseraDocumento3 páginasLámpara de Lava CaseraBrayancito Arnolito0% (1)
- v1 Premium Accion TotalDocumento3 páginasv1 Premium Accion TotalNubia Vela CastilloAún no hay calificaciones
- Propiedades térmicas materiales odontológicosDocumento10 páginasPropiedades térmicas materiales odontológicosNadine Madrid ÑaupasAún no hay calificaciones
- Practica 3 Masa VolumenDocumento3 páginasPractica 3 Masa VolumenItaiPinedaAún no hay calificaciones
- Plan de InvestigacionDocumento8 páginasPlan de InvestigacionBeatriz Bautista GutierrezAún no hay calificaciones
- Trabajo de ResistenciaDocumento25 páginasTrabajo de ResistenciaKevin RojasAún no hay calificaciones
- Exposicion PotenciaDocumento53 páginasExposicion PotenciaJerson MeloAún no hay calificaciones
- Taller Manejo ResiduosDocumento12 páginasTaller Manejo Residuosangela betancurAún no hay calificaciones
- AvisosssDocumento7 páginasAvisosssMarc MMXIXAún no hay calificaciones
- Resumenes Tema 5 BIOLOGIA OXFORD 1 ESODocumento10 páginasResumenes Tema 5 BIOLOGIA OXFORD 1 ESOLucia GomezAún no hay calificaciones
- Ley de Los Gases FicoDocumento47 páginasLey de Los Gases Ficoelver regalado goicocheaAún no hay calificaciones
- Que Es El NaOHDocumento9 páginasQue Es El NaOHWilliams Torreón corralAún no hay calificaciones
- Examenes de Ciencias de Los Materiales Primer ParcialDocumento4 páginasExamenes de Ciencias de Los Materiales Primer ParcialalexauberAún no hay calificaciones
- NTC 4585 PDFDocumento24 páginasNTC 4585 PDFCarlos Rodriguez100% (1)