También podría gustarte
- N° 4 Programación Curricular Anual Del 1º Al 5º de Secundaria 2022 ReligiónDocumento44 páginasN° 4 Programación Curricular Anual Del 1º Al 5º de Secundaria 2022 ReligiónPETTER STEVE VILLALBA BUSTAMANTE95% (20)
- Gas de Hassi RDocumento2 páginasGas de Hassi RAlexander Alfredo Mamani ChambillaAún no hay calificaciones
- Planta de Gas Natural AnconDocumento6 páginasPlanta de Gas Natural AnconAdolfo BenavidesAún no hay calificaciones
- Gas de SintesisDocumento25 páginasGas de SintesisjggjAún no hay calificaciones
- Endulzamiento GN (Dsagn) GpsaDocumento24 páginasEndulzamiento GN (Dsagn) Gpsacarlos arredondo100% (1)
- Proceso MtoDocumento15 páginasProceso MtoDannes Bustillos100% (2)
- UreaDocumento17 páginasUreaJuanYupanquiBAún no hay calificaciones
- Extracción de LGN, Control Del Punto de Rocío e Inhibición de HidratosDocumento72 páginasExtracción de LGN, Control Del Punto de Rocío e Inhibición de HidratosLuis SegarraAún no hay calificaciones
- Cracking Catalitico, HidrocrakingDocumento5 páginasCracking Catalitico, HidrocrakingJoshua RoseroAún no hay calificaciones
- Gas de SintesisDocumento196 páginasGas de SintesisMarisol Arriaga GonzalesAún no hay calificaciones
- Plantas CriogenicasDocumento12 páginasPlantas CriogenicasMayra Advincula VilcaraAún no hay calificaciones
- Trabajo de Mod 5 G.N.Documento47 páginasTrabajo de Mod 5 G.N.Evio Gutierrez BasualtoAún no hay calificaciones
- Urea Saul EscaleraDocumento136 páginasUrea Saul EscaleraRodolfo Jesus Andrade BenítezAún no hay calificaciones
- Diagramas de FasesDocumento11 páginasDiagramas de FasesLuis Fernando Quiroz IbañezAún no hay calificaciones
- Proceso de ExtraccionDocumento21 páginasProceso de ExtraccionHenry Arias SolizAún no hay calificaciones
- Diseño de Una Planta de Control de Punto de RocioDocumento97 páginasDiseño de Una Planta de Control de Punto de Rociomarcelorod100% (1)
- Presentacion Consola 2 AruDocumento54 páginasPresentacion Consola 2 AruClaudia Williams DuvergerAún no hay calificaciones
- Producción de Gas de SíntesisDocumento11 páginasProducción de Gas de SíntesisJosmary Romero100% (1)
- Examen de Segundo TurnoDocumento2 páginasExamen de Segundo TurnoSachiel NightroadAún no hay calificaciones
- Presentacion Consola 1 Dcu - CGPDocumento60 páginasPresentacion Consola 1 Dcu - CGPClaudia Williams DuvergerAún no hay calificaciones
- TesisDocumento77 páginasTesisministerio juventud100% (1)
- R2U3 - 01 - Prediccion y Comportamiento Del ReservorioDocumento58 páginasR2U3 - 01 - Prediccion y Comportamiento Del ReservorioFreddy Soto RieraAún no hay calificaciones
- Manual de MHC InteractivoDocumento202 páginasManual de MHC InteractivoEduardAún no hay calificaciones
- Deshidratación Del Gas NaturalDocumento20 páginasDeshidratación Del Gas NaturalBetzaLicyChavezAún no hay calificaciones
- Gas de SíntesisDocumento12 páginasGas de Síntesisbfreitessr100% (1)
- Materias Primas de La PetroquimicaDocumento30 páginasMaterias Primas de La PetroquimicaJuan Manuel Peralta100% (1)
- Boletín Estadístico de HidrocarburosDocumento108 páginasBoletín Estadístico de HidrocarburosBernardo PradoAún no hay calificaciones
- Craqueo TermicoDocumento512 páginasCraqueo TermicoGerardOo Alexander S100% (1)
- Sintesis Del MetanolDocumento2 páginasSintesis Del MetanolJose Maria Herrera SaraviaAún no hay calificaciones
- Propuesta para PETROMONAGAS Zona 1 REVDocumento8 páginasPropuesta para PETROMONAGAS Zona 1 REVFrancisco SalazarAún no hay calificaciones
- Características y Propiedades Del Gas NaturalDocumento38 páginasCaracterísticas y Propiedades Del Gas NaturalHuber Martinez100% (3)
- VISION INTEGRADA. Anyuly Hurtado.Documento7 páginasVISION INTEGRADA. Anyuly Hurtado.Anyuly Odilin Hurtado100% (1)
- El Petroleo y Sus Caracteristicas ResumenDocumento4 páginasEl Petroleo y Sus Caracteristicas ResumenAliCiaAún no hay calificaciones
- Guía Procesos de Refinación Del PetróleoDocumento10 páginasGuía Procesos de Refinación Del PetróleoJhon Freiman AriasAún no hay calificaciones
- Cracking Catalítico FluidoDocumento20 páginasCracking Catalítico FluidoHenry HurtadoAún no hay calificaciones
- Proyecto Gas R.C, H.A, L.ADocumento100 páginasProyecto Gas R.C, H.A, L.AJOSÉ GREGORIO GUZMAN ACEVEDOAún no hay calificaciones
- Solubilidad de Los Polímeros1Documento14 páginasSolubilidad de Los Polímeros1Sergio Lazarte MercadoAún no hay calificaciones
- Tema 3 Endulzamiento Del Gas NaturalDocumento62 páginasTema 3 Endulzamiento Del Gas NaturalAlvaro Alcides Surco AruquipaAún no hay calificaciones
- Manual Procesos de RefinaciónDocumento48 páginasManual Procesos de RefinaciónGreysi N. Moreno CedeñoAún no hay calificaciones
- Guia Didactica Unidad Nro 1Documento30 páginasGuia Didactica Unidad Nro 1Jose Maria Ayala MartinezAún no hay calificaciones
- Presentacion Ley 767Documento11 páginasPresentacion Ley 767RamiroUluriMamaniAún no hay calificaciones
- Refinacion Del PetroleoDocumento25 páginasRefinacion Del PetroleoBalderrama Laime AlfaroAún no hay calificaciones
- Obtencion de Olefinas y AromaticosDocumento54 páginasObtencion de Olefinas y AromaticosAndrea Zamora100% (3)
- HidratosDocumento30 páginasHidratosMERARI ESTUDILLO RUEDAAún no hay calificaciones
- Termo Craqueo CataliticoDocumento8 páginasTermo Craqueo CataliticoTamara AlbánAún no hay calificaciones
- Obtención de Metanol A Partir Del Gas NaturalDocumento16 páginasObtención de Metanol A Partir Del Gas NaturalGuss Tavoo100% (1)
- Metano Con Vapor de AguaDocumento21 páginasMetano Con Vapor de AguaFlor Ayma GuzmánAún no hay calificaciones
- Sistemas de Desalado de Crudo 3Documento17 páginasSistemas de Desalado de Crudo 3wilmar100% (1)
- CAP9 Transporte Calentamiento PDFDocumento41 páginasCAP9 Transporte Calentamiento PDFFernandoBautistaAún no hay calificaciones
- Gas NaturalDocumento54 páginasGas NaturalDaniela RieraAún no hay calificaciones
- El Cianuro de HidrógenoDocumento1 páginaEl Cianuro de HidrógenoRenzo Herrera AedoAún no hay calificaciones
- Cap 1 Int GN Iii-1Documento11 páginasCap 1 Int GN Iii-1Wilmer CondoriAún no hay calificaciones
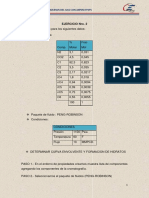
- EJERCICIO Nro. 2 EnvolventeDocumento3 páginasEJERCICIO Nro. 2 EnvolventeDavid Gustavo Duran TangoAún no hay calificaciones
- Refinacion 2do Corte - 2Documento33 páginasRefinacion 2do Corte - 2CIELO YINETH ORTIZ ALDANA100% (1)
- Proceso y Esquema de Refino.Documento20 páginasProceso y Esquema de Refino.Soledad AlanocaAún no hay calificaciones
- ALQUILACIONDocumento22 páginasALQUILACIONLissette Jeri Amao100% (1)
- Obtenición Del Metanol A Partir Del MetanoDocumento2 páginasObtenición Del Metanol A Partir Del MetanoEliana J Yazo CAún no hay calificaciones
- Trabajo Final LurgiDocumento12 páginasTrabajo Final LurgiFlor Ayma Guzmán100% (1)
- Apuntes para Industrialización Del Petróleo y El Gas 11º Clase 2019Documento19 páginasApuntes para Industrialización Del Petróleo y El Gas 11º Clase 2019Ivan TuratiAún no hay calificaciones
- Metanol y FormaldehidoDocumento22 páginasMetanol y FormaldehidoVania BaradiAún no hay calificaciones
- DesulDocumento3 páginasDesulEliott Villanueva OchoaAún no hay calificaciones
- Autoestima 2Documento30 páginasAutoestima 2Yemina Rosalía Dupertuis BalpredaAún no hay calificaciones
- Actividad PrimariaDocumento6 páginasActividad PrimarialeidisAún no hay calificaciones
- Sesion 20 Aprendiz. 7 El Amor Cristiano - 5toDocumento4 páginasSesion 20 Aprendiz. 7 El Amor Cristiano - 5toAdriano CamposAún no hay calificaciones
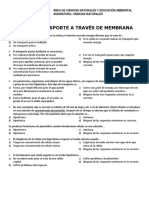
- Taller de Transporte A Través de La MembranaDocumento3 páginasTaller de Transporte A Través de La MembranaNohora Juliana Rueda ForeroAún no hay calificaciones
- Plano de Jumbo DetallesDocumento23 páginasPlano de Jumbo DetallesPedro Espinoza Huahuacondori100% (1)
- Victor Madera - Ejercicios 7 y 8Documento3 páginasVictor Madera - Ejercicios 7 y 8leonardo octavio castellon riosAún no hay calificaciones
- MetarurgliaDocumento43 páginasMetarurglialggs773Aún no hay calificaciones
- Recombinación en PlantasDocumento16 páginasRecombinación en Plantasruthp_40% (1)
- Perfil Logistico de Aruba 1Documento5 páginasPerfil Logistico de Aruba 1Jose Alejandro Roldan ArroyaveAún no hay calificaciones
- 1) ¿Cuáles Eran Los Dos Principios Centrales de La AstronomíaDocumento3 páginas1) ¿Cuáles Eran Los Dos Principios Centrales de La AstronomíaJunior Ezequiel VillaverdeAún no hay calificaciones
- ANTEPROYECTO Vereda ValderramaDocumento33 páginasANTEPROYECTO Vereda ValderramaLeider AlbarracinAún no hay calificaciones
- Práctica Calificada Respiracion ExcrecionDocumento12 páginasPráctica Calificada Respiracion ExcrecionQuintín Esteban PacoAún no hay calificaciones
- FalaciasDocumento8 páginasFalaciasJD SubuAún no hay calificaciones
- Conjunto VocalDocumento39 páginasConjunto VocalCarolina GarciaAún no hay calificaciones
- El Sutra Del LotoDocumento9 páginasEl Sutra Del LotoAnalia Rosa BaiedAún no hay calificaciones
- Lista de Precios Tractores JOHN DEERE PDFDocumento179 páginasLista de Precios Tractores JOHN DEERE PDFKaren Balan GarciaAún no hay calificaciones
- 02 - Plan de Tesis - Lisset SulcaDocumento17 páginas02 - Plan de Tesis - Lisset SulcaWilliams Jair Miguel SullcaAún no hay calificaciones
- Psic - Evolutiva Herencia y Ambiente TallerDocumento20 páginasPsic - Evolutiva Herencia y Ambiente TallerJuan C. FlorezAún no hay calificaciones
- Taller de Funciones Especiales 2020 - 1Documento3 páginasTaller de Funciones Especiales 2020 - 1rafaelAún no hay calificaciones
- Línea Temporal DefiniciónDocumento4 páginasLínea Temporal Definiciónrenata rucoAún no hay calificaciones
- Anexo 6 - Investigacion Accidente o Incidente - RuthFajardo (Version 1) .XLSBDocumento25 páginasAnexo 6 - Investigacion Accidente o Incidente - RuthFajardo (Version 1) .XLSBRuth FajardoAún no hay calificaciones
- SolerasDocumento1 páginaSolerasMatias FuenzalidaAún no hay calificaciones
- Cuestionarios Álgebra Geometría y TrigonometriaDocumento37 páginasCuestionarios Álgebra Geometría y TrigonometriaWilmarMendozaAún no hay calificaciones
- HipolipemiantesDocumento4 páginasHipolipemiantesRocioAún no hay calificaciones
- Nacionalidades y Etnias Del EcuadorDocumento33 páginasNacionalidades y Etnias Del EcuadorLenin EstrellaAún no hay calificaciones
- Tecnica Exploratoria de Reflejos 1Documento45 páginasTecnica Exploratoria de Reflejos 1Joao SantibáñezAún no hay calificaciones
- 2.memoria ConstructivaDocumento17 páginas2.memoria ConstructivaGladys VenturaAún no hay calificaciones
- Rábano CamachoDocumento8 páginasRábano Camachodiego gonzalezAún no hay calificaciones
- La Célula Es La Unidad AnatómicaDocumento1 páginaLa Célula Es La Unidad AnatómicaFisiología UstaAún no hay calificaciones