También podría gustarte
- Punto 1 de ControlDocumento7 páginasPunto 1 de ControlRoberto LopezAún no hay calificaciones
- CONTROL ESTADÍSTICO DE PROCESOS - EjerciciosDocumento5 páginasCONTROL ESTADÍSTICO DE PROCESOS - EjerciciosJesus Segura EscutiaAún no hay calificaciones
- Par 2 IE2 02 - 2024Documento1 páginaPar 2 IE2 02 - 2024Jhondelier VeraAún no hay calificaciones
- Ejem Prueb MediasDocumento4 páginasEjem Prueb MediasRodolfo Llumpo VargasAún no hay calificaciones
- Control de Lectura 3er ParcialDocumento6 páginasControl de Lectura 3er ParcialDili OyuelaAún no hay calificaciones
- Est. Trabajo IDocumento5 páginasEst. Trabajo IAlex EstradaAún no hay calificaciones
- Control de Calidad I CorteDocumento24 páginasControl de Calidad I CorteBeto Duica BarreraAún no hay calificaciones
- Clases Control Estadistico de Procesos - 2ºPRACTDocumento5 páginasClases Control Estadistico de Procesos - 2ºPRACTMartin Mendoza Leon0% (1)
- Ejercicios Intervalos de ConfianzaDocumento2 páginasEjercicios Intervalos de ConfianzaCinthia FarfánAún no hay calificaciones
- Gcap U3 A2 ErbaDocumento7 páginasGcap U3 A2 ErbaEricka ArvizoAún no hay calificaciones
- AL-Ejerc U4 PR Hip 2 Mstra - IGEDocumento5 páginasAL-Ejerc U4 PR Hip 2 Mstra - IGEDianaHerreraQuiñonesAún no hay calificaciones
- Taller Simulación ExcelDocumento3 páginasTaller Simulación ExcelfelipeAún no hay calificaciones
- Ejercicios de Repaso Estadistica InferencialDocumento3 páginasEjercicios de Repaso Estadistica InferencialGonzalo Canaza CarpioAún no hay calificaciones
- 3 Aplicación 02 FINALDocumento14 páginas3 Aplicación 02 FINALHerbert De la CruzAún no hay calificaciones
- Analisis ArticuloDocumento10 páginasAnalisis ArticuloCristian jacobo Álvarez bedoyaAún no hay calificaciones
- 1 Ejercicios Clase de Prueba de HipotesisDocumento3 páginas1 Ejercicios Clase de Prueba de HipotesisAlejandro Arvizu0% (2)
- Simulacro GerencialDocumento3 páginasSimulacro GerencialAlejandro Suesca AponteAún no hay calificaciones
- Tercer Parcial B-I-14Documento3 páginasTercer Parcial B-I-14josephAún no hay calificaciones
- Universidad de Costa Rica Facultad de Ciencias Económicas Escuela de Administración de Negocios Cátedra de Gerencia de OperacionesDocumento4 páginasUniversidad de Costa Rica Facultad de Ciencias Económicas Escuela de Administración de Negocios Cátedra de Gerencia de OperacionesJosselyne Camareno LacayoAún no hay calificaciones
- Eval Parcial 2020 10 BDocumento3 páginasEval Parcial 2020 10 BJM VEVOAún no hay calificaciones
- Examen Final 2017-1Documento2 páginasExamen Final 2017-1Cristhian Cordova PonceAún no hay calificaciones
- Analisis de EjerciciosDocumento9 páginasAnalisis de EjerciciosKath VanegasAún no hay calificaciones
- Q A Webinar Metodología de Optimización de MoliendaDocumento17 páginasQ A Webinar Metodología de Optimización de MoliendadennisguaylupoAún no hay calificaciones
- Foro 24Documento3 páginasForo 24Kelly Rosas CentenoAún no hay calificaciones
- Simulación de SistemasDocumento6 páginasSimulación de SistemasJenny Corrales SanchezAún no hay calificaciones
- CE87 - Semana 02 Ejercicios Propuestos PDFDocumento2 páginasCE87 - Semana 02 Ejercicios Propuestos PDFEdson Lopez JimenezAún no hay calificaciones
- Intervalos de Confianza y Dócima de HipótesisDocumento5 páginasIntervalos de Confianza y Dócima de HipótesisRonal Opazo SalazarAún no hay calificaciones
- Trabajo Final TornoDocumento22 páginasTrabajo Final TornoAnonymous lQ6xNOuQAún no hay calificaciones
- Balanceo de LineasDocumento15 páginasBalanceo de LineasEmanuel Cuatianquiz AyometziAún no hay calificaciones
- Universidad Nacional de Ingenieria: Primera Practica CalificadaDocumento4 páginasUniversidad Nacional de Ingenieria: Primera Practica Calificadayadhira olivera floresAún no hay calificaciones
- Distribuciones Continuas HacerDocumento4 páginasDistribuciones Continuas HacerJairo GlezAún no hay calificaciones
- ACT 8 de Repaso CalidadDocumento6 páginasACT 8 de Repaso CalidadLaura Gomezz0% (1)
- Simulación Gerencial - ForoDocumento75 páginasSimulación Gerencial - ForoC Andres Angulo Salamanca50% (4)
- 4.3 Preguntas Del Caso Integrador - MCCDDocumento13 páginas4.3 Preguntas Del Caso Integrador - MCCDcrlos daniel monsivais castroAún no hay calificaciones
- Analisis de Taller de Simulacion Por Karla Arias JimenezDocumento10 páginasAnalisis de Taller de Simulacion Por Karla Arias JimenezJOHAN HABID OROZCO ARAUJOAún no hay calificaciones
- Práctica Tema 5 SimulaciónDocumento3 páginasPráctica Tema 5 SimulaciónOsvaldo Ureña0% (1)
- Practica Dirigida 08Documento3 páginasPractica Dirigida 08Dennys RubioAún no hay calificaciones
- Política IIMPDocumento13 páginasPolítica IIMPJhonatan Micha SilvaAún no hay calificaciones
- Intervalo de ConfianzaDocumento1 páginaIntervalo de ConfianzadeyaniraAún no hay calificaciones
- Foro Marleny 4Documento3 páginasForo Marleny 4jhonatan alexis barrios romeroAún no hay calificaciones
- Rendiemiento Maquinaria PesadaDocumento35 páginasRendiemiento Maquinaria PesadaVictor SaavedraAún no hay calificaciones
- Practica Calificada 40% Del C-1 3 OctubreDocumento3 páginasPractica Calificada 40% Del C-1 3 OctubreEDSON ROLLER CUYCAPUSA RIVEROSAún no hay calificaciones
- Ejercios de HistogramaDocumento10 páginasEjercios de HistogramaIxchel HernandezAún no hay calificaciones
- Problemas PropuestosDocumento7 páginasProblemas PropuestosJamer Santillan Ruiz0% (1)
- Guia 16 Control Estadistico Chase, Chase & Aquilano 12a (Resueltos)Documento12 páginasGuia 16 Control Estadistico Chase, Chase & Aquilano 12a (Resueltos)Valentina Monares50% (8)
- Foro Semana 5 y 6Documento3 páginasForo Semana 5 y 6Angela VargasAún no hay calificaciones
- Taller 1 Six SigmaDocumento34 páginasTaller 1 Six Sigmaerika toro0% (1)
- Examen PARCIAL UPN WA 2021.1. Introducción A La Ingenieria Industrial. NRC 2997Documento4 páginasExamen PARCIAL UPN WA 2021.1. Introducción A La Ingenieria Industrial. NRC 2997Monica OncoyAún no hay calificaciones
- de Procesos de ManufacturaDocumento19 páginasde Procesos de ManufacturaDaniela Andrea CasillaAún no hay calificaciones
- CÁTEDRA DN-0496 Gerencia de Operaciones Fecha 17 de Setiembre Del 2016 Primer Examen Parcial HORA: 8:00 AMDocumento3 páginasCÁTEDRA DN-0496 Gerencia de Operaciones Fecha 17 de Setiembre Del 2016 Primer Examen Parcial HORA: 8:00 AMMai Rodriguez PsicologoAún no hay calificaciones
- P6 Capacidad PDFDocumento11 páginasP6 Capacidad PDFDavidAún no hay calificaciones
- Taller Ejercicios Múltiples para AlumnosDocumento141 páginasTaller Ejercicios Múltiples para AlumnosAsociación Peruana Central Este100% (1)
- 2022 06 20 15 25 52 201720010015 Tarea 1 Del Primer Pacial Modelacion y Simulacion de Sistemas.Documento8 páginas2022 06 20 15 25 52 201720010015 Tarea 1 Del Primer Pacial Modelacion y Simulacion de Sistemas.Castro LorenaAún no hay calificaciones
- Análisis de Criticidad Utilizando El Método de Matriz de DecisiónDocumento12 páginasAnálisis de Criticidad Utilizando El Método de Matriz de Decisiónjuan davidAún no hay calificaciones
- Estadística Aplicada SeriesDocumento36 páginasEstadística Aplicada SeriesGuerra Alfaro Jorge AlejandroAún no hay calificaciones
- Taller2 FisDocumento3 páginasTaller2 FisAlex HCAún no hay calificaciones
- Evaluación Parcial Tipo B 2021 10Documento3 páginasEvaluación Parcial Tipo B 2021 10Brandon PérezAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDe EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaAún no hay calificaciones
- Cálculo termofluidodinámico de filtros de partículas de flujo de paredDe EverandCálculo termofluidodinámico de filtros de partículas de flujo de paredCalificación: 5 de 5 estrellas5/5 (1)
- Derecho ColombianoDocumento0 páginasDerecho ColombianoBeatriz CordobaAún no hay calificaciones
- Trabajo Final Marketing PDFDocumento17 páginasTrabajo Final Marketing PDFLaura DuranAún no hay calificaciones
- NominaDocumento3 páginasNominaLaura DuranAún no hay calificaciones
- Reglamento Interno de Trabajo UNIVERSIDAD EXTERNADO DE COLOMBIADocumento55 páginasReglamento Interno de Trabajo UNIVERSIDAD EXTERNADO DE COLOMBIALaura DuranAún no hay calificaciones
- Plantilla NominaDocumento8 páginasPlantilla NominaLaura DuranAún no hay calificaciones
- León 1Documento4 páginasLeón 1Laura DuranAún no hay calificaciones
- Guía Núm. 1. Cómo Se Realiza La Matrícula de Una Persona Natural PDFDocumento8 páginasGuía Núm. 1. Cómo Se Realiza La Matrícula de Una Persona Natural PDFSandra Liliana MuñozAún no hay calificaciones
- Defectos 60Documento2 páginasDefectos 60Laura DuranAún no hay calificaciones
- LiquidacionDocumento10 páginasLiquidacionLaura DuranAún no hay calificaciones
- Primerparcail-M MatDocumento13 páginasPrimerparcail-M MatLaura DuranAún no hay calificaciones
- LiquidacionDocumento10 páginasLiquidacionLaura DuranAún no hay calificaciones
- IngEconomica Taller3Documento8 páginasIngEconomica Taller3Laura DuranAún no hay calificaciones
- Conceptos de InventariosDocumento3 páginasConceptos de InventariosLaura DuranAún no hay calificaciones
- Valor PreseteDocumento2 páginasValor PreseteLaura DuranAún no hay calificaciones
- Taller EOqDocumento5 páginasTaller EOqLaura DuranAún no hay calificaciones
- Periodo Menor A MayorDocumento1 páginaPeriodo Menor A MayorLaura DuranAún no hay calificaciones
- Procesos de PoissonDocumento31 páginasProcesos de Poissondaniel0% (1)
- Ingeconomica Taller3 Anualidades DuranrojaslauraxDocumento8 páginasIngeconomica Taller3 Anualidades DuranrojaslauraxLaura DuranAún no hay calificaciones
- Taller La Culpa Es de La VacaDocumento4 páginasTaller La Culpa Es de La VacaLaura DuranAún no hay calificaciones
- AdiantesDocumento22 páginasAdiantesLaura DuranAún no hay calificaciones
- AdiantesDocumento22 páginasAdiantesLaura DuranAún no hay calificaciones
- Ingeconomica Taller3 Anualidades DuranrojaslauraxDocumento8 páginasIngeconomica Taller3 Anualidades DuranrojaslauraxLaura DuranAún no hay calificaciones
- NominaDocumento3 páginasNominaLaura DuranAún no hay calificaciones
- LiquidacionDocumento10 páginasLiquidacionLaura DuranAún no hay calificaciones
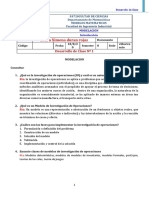
- Desarrollo de Clase #1 - ModelaciónDocumento1 páginaDesarrollo de Clase #1 - ModelaciónLaura DuranAún no hay calificaciones
- Ingeconomica Taller3 Anualidades DuranrojaslauraxDocumento8 páginasIngeconomica Taller3 Anualidades DuranrojaslauraxLaura DuranAún no hay calificaciones
- Primerparcail-M MatDocumento13 páginasPrimerparcail-M MatLaura DuranAún no hay calificaciones
- Ejercicio de NóminaDocumento1 páginaEjercicio de NóminaLaura DuranAún no hay calificaciones
- Desarrollo de Clase #3 - Conceptos de Inventarios-2-2020Documento3 páginasDesarrollo de Clase #3 - Conceptos de Inventarios-2-2020Laura DuranAún no hay calificaciones
- Florencio Inga Pedro Scada Agua ManchayDocumento76 páginasFlorencio Inga Pedro Scada Agua ManchayJose LunaAún no hay calificaciones
- Agrupamiento Preliminar para Formula PolinomicaDocumento2 páginasAgrupamiento Preliminar para Formula PolinomicaJuan FernandezAún no hay calificaciones
- Razonamiento Verbal.Documento3 páginasRazonamiento Verbal.Adriiana BorjaAún no hay calificaciones
- Ejercicios MecanicaDocumento11 páginasEjercicios MecanicaJose Armando Carranza GalanAún no hay calificaciones
- Neurocobranzas Protocolos Asking de Gestión y Negociación en Cobranzas Parte IIDocumento3 páginasNeurocobranzas Protocolos Asking de Gestión y Negociación en Cobranzas Parte IIFacundo Lopez100% (2)
- Diagnóstico Situacional Del Manejo Del Ganado Vacuno Lechero en El Centro Poblado de Huayre Provincia de JunínDocumento27 páginasDiagnóstico Situacional Del Manejo Del Ganado Vacuno Lechero en El Centro Poblado de Huayre Provincia de JunínRuth LCAún no hay calificaciones
- Plantas Medicinales - 40 Fotos - LeupDocumento12 páginasPlantas Medicinales - 40 Fotos - LeupChristian smith Gonzalez CóndoriAún no hay calificaciones
- Ficha de Reforzamiento 11 Problemas Con EcuacionesDocumento1 páginaFicha de Reforzamiento 11 Problemas Con Ecuacionesvania990253309Aún no hay calificaciones
- Proyecto Fin 89 PDFDocumento65 páginasProyecto Fin 89 PDFElena SantaAún no hay calificaciones
- Bibliografía HegelDocumento5 páginasBibliografía HegelViktor DucasseAún no hay calificaciones
- Tarea 2 Seis Sigma. Tercer Parcial.Documento21 páginasTarea 2 Seis Sigma. Tercer Parcial.Mari GaloAún no hay calificaciones
- Es70632 - Es70633 - Es70634 Manual Atom.Documento18 páginasEs70632 - Es70633 - Es70634 Manual Atom.ElíGomaraGilAún no hay calificaciones
- Practica n5 QuimicaDocumento4 páginasPractica n5 QuimicaAnthoni Conco LoboAún no hay calificaciones
- Resumen 4 de ConfesionesDocumento2 páginasResumen 4 de ConfesionesDiego MantuanoAún no hay calificaciones
- Los Seis Niveles de LecturaDocumento5 páginasLos Seis Niveles de LecturaRonal Bolivar MendozaAún no hay calificaciones
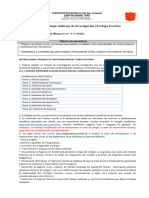
- Pauta de Trabajo y Rubrica de Evaluación Trabajo Escrito Ciencias de La Salud 3 y 4 Medio A y B (Bloque A y B) Genetica y Salud (25-09-23)Documento4 páginasPauta de Trabajo y Rubrica de Evaluación Trabajo Escrito Ciencias de La Salud 3 y 4 Medio A y B (Bloque A y B) Genetica y Salud (25-09-23)Jean Paul Delgado AlarconAún no hay calificaciones
- Rendicion de Cuentas 09 Junio Cia AEMEDocumento48 páginasRendicion de Cuentas 09 Junio Cia AEMEmr moonAún no hay calificaciones
- Aplicaciones Del Método de Lagrange y Optimización de FuncionesDocumento10 páginasAplicaciones Del Método de Lagrange y Optimización de FuncionesWalter Torres QuiñonesAún no hay calificaciones
- PISTOLA 2000 EspDocumento1 páginaPISTOLA 2000 EspSEGURIDAD Y SALUD EN EL TRABAJOAún no hay calificaciones
- Formato de La Matriz Legal de Una EmpresaDocumento6 páginasFormato de La Matriz Legal de Una EmpresaMARGARETH100% (1)
- Panini Confidencial 2Documento7 páginasPanini Confidencial 2Panini Comics EspañaAún no hay calificaciones
- Analisis Herramienta de ArbolesDocumento9 páginasAnalisis Herramienta de ArbolesYURLY VARGASAún no hay calificaciones
- KONIG Vinilico Rollo HomogeneoDocumento2 páginasKONIG Vinilico Rollo HomogeneoPaola Cares MoralesAún no hay calificaciones
- Planeacion Diseño Grafico II - 2o TrimDocumento10 páginasPlaneacion Diseño Grafico II - 2o TrimLety7370Aún no hay calificaciones
- C02 Excel PBI - Sesion 01 Funciones LogicasDocumento26 páginasC02 Excel PBI - Sesion 01 Funciones LogicasJuana Rosa Carril BobadillaAún no hay calificaciones
- Variable AleatoriaDocumento16 páginasVariable AleatoriamoradtfcAún no hay calificaciones
- Proyecto Final (Milena García)Documento56 páginasProyecto Final (Milena García)MilenaAún no hay calificaciones
- Eslovaquia Medicinas EsencialesDocumento93 páginasEslovaquia Medicinas EsencialesportosinAún no hay calificaciones
- Informe Técnico de ObraDocumento14 páginasInforme Técnico de ObraAC ArceliAún no hay calificaciones
- Sogo SoshaDocumento2 páginasSogo SoshaIssac Valencia PardoAún no hay calificaciones