También podría gustarte
- Foro Tematico - Proceos TextDocumento3 páginasForo Tematico - Proceos TextBryan Marco LópezAún no hay calificaciones
- Defectos de TejidosDocumento10 páginasDefectos de Tejidosmattkido100% (1)
- Gestion de ManteniemientoDocumento27 páginasGestion de ManteniemientoAlfred TorresAún no hay calificaciones
- La Industria Textil y ConfeccionesDocumento6 páginasLa Industria Textil y ConfeccionesJefferson Gonzales100% (1)
- Actividades Del TeñidoDocumento18 páginasActividades Del TeñidoSune MelgarejoAún no hay calificaciones
- Defectos en Los TejidosDocumento20 páginasDefectos en Los TejidosErick Olvera LopezAún no hay calificaciones
- Tipos de TejidosDocumento9 páginasTipos de TejidosMilu SalazarAún no hay calificaciones
- PDF de MireyaDocumento7 páginasPDF de Mireyap0chi151802Aún no hay calificaciones
- Tarea Pupiletra Remalladora - HilarioDocumento1 páginaTarea Pupiletra Remalladora - HilarioLeydi Hilario MacavilcaAún no hay calificaciones
- Tecnología de La Comunicación EficazDocumento221 páginasTecnología de La Comunicación EficazKarma Rojas BacigalupoAún no hay calificaciones
- Guia de Tecnicas de CorteDocumento1 páginaGuia de Tecnicas de CorteDIANA DIAZ DIAZ100% (1)
- Ejercicio 07Documento5 páginasEjercicio 07SolAún no hay calificaciones
- En El Siguiente Informe Se Busca Informar Sobre Las Máquinas Encontradas Con Daño en El Establecimiento de Confección Moda y Estilos Cuyo Jefe de Área y Solicitador Del Informe Es El SeñorDocumento9 páginasEn El Siguiente Informe Se Busca Informar Sobre Las Máquinas Encontradas Con Daño en El Establecimiento de Confección Moda y Estilos Cuyo Jefe de Área y Solicitador Del Informe Es El SeñorLizbetZoraidaTurpoBurgosAún no hay calificaciones
- Defectos en El Área TextilDocumento5 páginasDefectos en El Área TextilLuz Rojas100% (1)
- B.formato Revision de Tendido y CorteDocumento4 páginasB.formato Revision de Tendido y CorteJesus Salinas100% (1)
- Ficha Tecnica de Productos TextilesDocumento9 páginasFicha Tecnica de Productos TextilesInoue MaoAún no hay calificaciones
- Semana 4Documento12 páginasSemana 4Juan Luis Zuñiga VelázquezAún no hay calificaciones
- Control de Calidad Textil y La Preparación de La Tela y Pricipales EnsayosDocumento7 páginasControl de Calidad Textil y La Preparación de La Tela y Pricipales EnsayosEncarniVergaraAún no hay calificaciones
- Partes y Funciones de Las Maquinas Industriales Plana Fileteadora y CollarinDocumento13 páginasPartes y Funciones de Las Maquinas Industriales Plana Fileteadora y CollarinJhoan Gomez0% (2)
- Manual de Calidad Textil y Confeccion.Documento18 páginasManual de Calidad Textil y Confeccion.Cristobal Asencios LAún no hay calificaciones
- Aper Limp LanaDocumento9 páginasAper Limp LanaGaspar AlexisAún no hay calificaciones
- Diseño Patronaje y Sala de Corte TextilDocumento3 páginasDiseño Patronaje y Sala de Corte TextilAugusto Arriaza100% (1)
- Clase HILOS1Documento40 páginasClase HILOS1Ivan Apaza100% (1)
- Lab.10 DefectosDocumento15 páginasLab.10 DefectosfrankAún no hay calificaciones
- Tipos de Puntada Consumo de Hilo de CoserDocumento7 páginasTipos de Puntada Consumo de Hilo de CoserNjimAún no hay calificaciones
- Diagrama de Operacion CAMISADocumento1 páginaDiagrama de Operacion CAMISACINTHIA SARAHI ZIRA HERNANDEZAún no hay calificaciones
- 1523470048ebook Esp Dificultades Encontradas Calculo Orden de Corte PDFDocumento10 páginas1523470048ebook Esp Dificultades Encontradas Calculo Orden de Corte PDFDallexaorozco50% (2)
- Orden de CorteDocumento1 páginaOrden de CorteAna Cecilia Leon HernandezAún no hay calificaciones
- Foro (Digital)Documento1 páginaForo (Digital)Washington Rivera EspinozaAún no hay calificaciones
- Cuaderno de Informes Polo BoxDocumento12 páginasCuaderno de Informes Polo BoxSylar Nakamura OtachiAún no hay calificaciones
- Manual de CalidadDocumento65 páginasManual de CalidadJ RIchard S. CallaAún no hay calificaciones
- Referencia Agujas Máquinas de Confección Industriale1Documento1 páginaReferencia Agujas Máquinas de Confección Industriale1Natalia Muñoz GutierrezAún no hay calificaciones
- Presentacion Serie de Puntadas Iso 4915Documento26 páginasPresentacion Serie de Puntadas Iso 4915HEIDY JAZMIN MACIAS GARCIA100% (1)
- Presentacion Del CasoDocumento11 páginasPresentacion Del CasoLopez VladyAún no hay calificaciones
- Conf Maquinasdecoserindustriales 130619131938 Phpapp01 PDFDocumento43 páginasConf Maquinasdecoserindustriales 130619131938 Phpapp01 PDFSayitaSayitaAún no hay calificaciones
- Tablas MilitaresDocumento16 páginasTablas Militareswendy100% (1)
- Insumos y Materiales para La Confección de Blusa, Falda y PantalónDocumento17 páginasInsumos y Materiales para La Confección de Blusa, Falda y PantalónDiego SalazarAún no hay calificaciones
- Objetivo - Elaborar Una Ficha Técnica de Producto Que Contenga Las Especificaciones Necesarias para La Elaboración de Una Prenda de Vestir.Documento11 páginasObjetivo - Elaborar Una Ficha Técnica de Producto Que Contenga Las Especificaciones Necesarias para La Elaboración de Una Prenda de Vestir.bbarnacatAún no hay calificaciones
- Entregable 1Documento24 páginasEntregable 1Maritza VidaurreAún no hay calificaciones
- Ficha Tecnica Tejido Plano - WPAVDocumento1 páginaFicha Tecnica Tejido Plano - WPAVyulissaAún no hay calificaciones
- Laboratorio N - 9 Procesados III Cuerpo Acabado AntipillingDocumento8 páginasLaboratorio N - 9 Procesados III Cuerpo Acabado AntipillingRafael CuicapuzaAún no hay calificaciones
- SenatiDocumento9 páginasSenatijimena100% (1)
- Analisis T. PlanoDocumento13 páginasAnalisis T. PlanoIvan MalcaAún no hay calificaciones
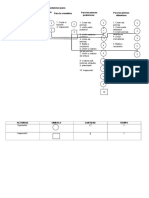
- Diagrama de OperacionesDocumento2 páginasDiagrama de OperacionesRuth CalasichAún no hay calificaciones
- Clasificacion de Puntadas Segun NormaDocumento3 páginasClasificacion de Puntadas Segun NormaDavid Quispe JimenezAún no hay calificaciones
- Funcion y Division de Colores en Las Maquinas de CorteDocumento2 páginasFuncion y Division de Colores en Las Maquinas de CorteAidualc AnozaratAún no hay calificaciones
- Orden de CorteDocumento2 páginasOrden de Cortesilvia fiorellaAún no hay calificaciones
- Indecopi Normas TextilesDocumento29 páginasIndecopi Normas TextilesMoises Guillermo OrtegaAún no hay calificaciones
- BUZODocumento1 páginaBUZOFrancisco MezaAún no hay calificaciones
- Maquina Industrial de Costura RectaDocumento2 páginasMaquina Industrial de Costura RectadescargahoyAún no hay calificaciones
- Hilado FlameDocumento3 páginasHilado FlamePilarRocioMamani0% (1)
- Cadena Productiva de La Industria TextilDocumento38 páginasCadena Productiva de La Industria TextilAlejandro Pantoja100% (2)
- T8 Omc VCTD S2Documento30 páginasT8 Omc VCTD S2JeltsinMAún no hay calificaciones
- Entregable 1Documento35 páginasEntregable 1Melissa DámarisAún no hay calificaciones
- Evaluacion Parcial N 2-SemDocumento3 páginasEvaluacion Parcial N 2-SemFrancisco Alonso ReyesAún no hay calificaciones
- Avios para La ConfeccionDocumento8 páginasAvios para La ConfeccionDavid Quispe JimenezAún no hay calificaciones
- VGMD - VGMD-309 - Formato Alumno Trabajo FinalDocumento6 páginasVGMD - VGMD-309 - Formato Alumno Trabajo Finalabigaid barretoAún no hay calificaciones
- Importancia y Usos Del Hilo de La Tela Al SesgoDocumento2 páginasImportancia y Usos Del Hilo de La Tela Al Sesgosenoritapicha100% (2)
- El EngomadoDocumento22 páginasEl EngomadoEly Reyes100% (1)
- Defectos en Los TextilesDocumento39 páginasDefectos en Los TextilesJohanna Andrea Romero P.50% (2)
- El Arte de La Seduccion - 30 Reglas para SeducirDocumento22 páginasEl Arte de La Seduccion - 30 Reglas para SeducirareaderuserAún no hay calificaciones
- CRENA - Códigos de La AgrupaciónDocumento2 páginasCRENA - Códigos de La AgrupaciónAndrés CanoAún no hay calificaciones
- Sandalias Egipcias 1Documento8 páginasSandalias Egipcias 1Kata Pavez BahamondesAún no hay calificaciones
- Tenis Converse Run Star Motion Converse X Space Jam A New Legacy Hi Bota Mujer Converse MéxicoDocumento1 páginaTenis Converse Run Star Motion Converse X Space Jam A New Legacy Hi Bota Mujer Converse MéxicoJuliette AlvarezAún no hay calificaciones
- Comunicado Inicio Año Escolar 2024 EZDDocumento5 páginasComunicado Inicio Año Escolar 2024 EZDalvaroparedesAún no hay calificaciones
- Running - On - Air PDF EspañolDocumento205 páginasRunning - On - Air PDF EspañolHailyn1929Aún no hay calificaciones
- Dilemas MoralesDocumento6 páginasDilemas MoralesZucel LizarragaAún no hay calificaciones
- Normas para Visitas A La PlantaDocumento3 páginasNormas para Visitas A La PlantaGustavo MuñozAún no hay calificaciones
- Proyectos en MELAMINADocumento23 páginasProyectos en MELAMINAzico82100% (5)
- El Espejo Haruki MurakamiDocumento5 páginasEl Espejo Haruki MurakamiAcuarela Martínez100% (2)
- Actividad 4 InglesDocumento3 páginasActividad 4 InglesMarcela GarzónAún no hay calificaciones
- Superblanco Lista PreciosDocumento3 páginasSuperblanco Lista Preciosergo507Aún no hay calificaciones
- Análisis Competitivo Nike y AdidasDocumento8 páginasAnálisis Competitivo Nike y AdidasJDesconectado18Aún no hay calificaciones
- Solucionario Actividad Clase N°4Documento4 páginasSolucionario Actividad Clase N°4Francesca MuñozAún no hay calificaciones
- Azzorti CreceDocumento12 páginasAzzorti CrececarolinaAún no hay calificaciones
- Plan de Producción de Artesanal - Cusco15Documento47 páginasPlan de Producción de Artesanal - Cusco15Hussell RodrigoAún no hay calificaciones
- Catálogo Nuevo CarterasDocumento37 páginasCatálogo Nuevo CarterasISABELLA MARMOLAún no hay calificaciones
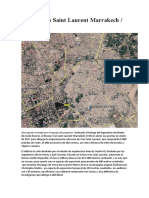
- Museo Yves Saint Laurent MarrakechDocumento2 páginasMuseo Yves Saint Laurent Marrakechfernandoapolito9707Aún no hay calificaciones
- Actividad Desempeno2Documento4 páginasActividad Desempeno2Francy DiazAún no hay calificaciones
- Cultura Clasica EsoDocumento23 páginasCultura Clasica Esoghirlandina100% (3)
- 10 Cuentos MaravillososDocumento12 páginas10 Cuentos MaravillososIsmael Marquez HernandezAún no hay calificaciones
- 15 Mejores Segmentos para Trabajar en Internet PDFDocumento35 páginas15 Mejores Segmentos para Trabajar en Internet PDFGuillermoAún no hay calificaciones
- Chompas ListoDocumento25 páginasChompas ListoRodriguez XimenaAún no hay calificaciones
- Acabado Del Cuero Trabajo PDFDocumento35 páginasAcabado Del Cuero Trabajo PDFJosue Hinostroza QuispeAún no hay calificaciones
- Soho Julio 2015Documento116 páginasSoho Julio 2015Fefo Mont60% (5)
- 6000 19 Patron GratisDocumento4 páginas6000 19 Patron GratisAnaAún no hay calificaciones
- Dos Veces en El Mismo Rio - Chris OffuttDocumento205 páginasDos Veces en El Mismo Rio - Chris OffuttmoisesfloresragaAún no hay calificaciones
- Grupos Sociales en MexicoDocumento4 páginasGrupos Sociales en MexicomayraAún no hay calificaciones
- Mafia Bosss Surprise Baby - Kira Cole (Trad. M)Documento155 páginasMafia Bosss Surprise Baby - Kira Cole (Trad. M)dulcedecobykrisAún no hay calificaciones
- CATALOGO - EPIS - SP - ED14 - Nov2022Documento42 páginasCATALOGO - EPIS - SP - ED14 - Nov2022Miguel IguaranAún no hay calificaciones
- Bordados 6: Bordados por El Arte de TejerDe EverandBordados 6: Bordados por El Arte de TejerCalificación: 5 de 5 estrellas5/5 (2)
- Niñas conejitas, Patrón de Amigurumi a CrochetDe EverandNiñas conejitas, Patrón de Amigurumi a CrochetCalificación: 4 de 5 estrellas4/5 (3)
- Traviesos Polluelos Amigurumi: Patrón de GanchilloDe EverandTraviesos Polluelos Amigurumi: Patrón de GanchilloCalificación: 4 de 5 estrellas4/5 (1)
- Muñecos al crochet: Amigurumis de El Arte de TejerDe EverandMuñecos al crochet: Amigurumis de El Arte de TejerCalificación: 4.5 de 5 estrellas4.5/5 (26)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- UF1666 - Depuración de aguas residualesDe EverandUF1666 - Depuración de aguas residualesAún no hay calificaciones
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- UF1667 - Tratamiento de agua potableDe EverandUF1667 - Tratamiento de agua potableCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Tejido con Ganchillo: Una Guía para Principiantes en el Tejido con GanchilloDe EverandTejido con Ganchillo: Una Guía para Principiantes en el Tejido con GanchilloCalificación: 5 de 5 estrellas5/5 (1)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Patrón de ganchillo Evie y Lilly, Muñecas con vestidosDe EverandPatrón de ganchillo Evie y Lilly, Muñecas con vestidosAún no hay calificaciones
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteDe EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAún no hay calificaciones
- Decora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaDe EverandDecora con totora: 21 proyectos para tu casa usando la fibra ecológica de modaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Polímeros: Generalidades y tendencias de investigación en ColombiaDe EverandPolímeros: Generalidades y tendencias de investigación en ColombiaCalificación: 5 de 5 estrellas5/5 (14)
- Osezno meloso: Patrón de amigurumi en crochetDe EverandOsezno meloso: Patrón de amigurumi en crochetCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Enfermera Jazzy, Patrón de Amigurumi a CrochetDe EverandEnfermera Jazzy, Patrón de Amigurumi a CrochetCalificación: 4 de 5 estrellas4/5 (4)
- Amigos de los Animales Patrón de Crochet: Amigurumis Fáciles y BonitosDe EverandAmigos de los Animales Patrón de Crochet: Amigurumis Fáciles y BonitosCalificación: 3 de 5 estrellas3/5 (2)
- Pequeños Bebés Patrón de Amigurumi a CrochetDe EverandPequeños Bebés Patrón de Amigurumi a CrochetCalificación: 1.5 de 5 estrellas1.5/5 (3)
- Pareja de novios amigurumi, Patrón de ganchilloDe EverandPareja de novios amigurumi, Patrón de ganchilloCalificación: 4.5 de 5 estrellas4.5/5 (3)
- UF0284 - Recogida y transporte de residuos urbanos o municipalesDe EverandUF0284 - Recogida y transporte de residuos urbanos o municipalesAún no hay calificaciones
- Pequeñas niñas amigurumi, Patrón de ganchilloDe EverandPequeñas niñas amigurumi, Patrón de ganchilloCalificación: 5 de 5 estrellas5/5 (1)
- Diseño de vigas y muros en mamposteria reforzadaDe EverandDiseño de vigas y muros en mamposteria reforzadaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Química para geología: Aplicación en laboratorio y campoDe EverandQuímica para geología: Aplicación en laboratorio y campoCalificación: 4.5 de 5 estrellas4.5/5 (10)