También podría gustarte
- AIAG-VDA AMEF PRracticasDocumento22 páginasAIAG-VDA AMEF PRracticasMickloSoberan100% (3)
- Caso NikeDocumento4 páginasCaso NikeDairy Chaparro Villamizar100% (2)
- FINAL Renzo CostaDocumento34 páginasFINAL Renzo CostaJHONY50% (4)
- Examen Parcial - Semana 4 - RA - SEGUNDO BLOQUE-MODELOS DE TOMA DE DECISIONES - (GRUPO14) PDFDocumento16 páginasExamen Parcial - Semana 4 - RA - SEGUNDO BLOQUE-MODELOS DE TOMA DE DECISIONES - (GRUPO14) PDFYELINEAún no hay calificaciones
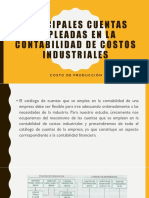
- Las Principales Cuentas ContabilizaciónDocumento55 páginasLas Principales Cuentas ContabilizaciónLUCIA MÁRQUEZAún no hay calificaciones
- T4.3 Ejercicios CosteoAyD MAYNALLELYDocumento28 páginasT4.3 Ejercicios CosteoAyD MAYNALLELYnallely paloma may tejedaAún no hay calificaciones
- 20 Principios Del Manejo de MaterialesDocumento26 páginas20 Principios Del Manejo de MaterialesJuan Manuel SánchezAún no hay calificaciones
- Metrado Cerco PerimetricoDocumento15 páginasMetrado Cerco PerimetricoLeoncio Salazar SanchezAún no hay calificaciones
- Procesos para Ingeniería UTP - Semana 11Documento28 páginasProcesos para Ingeniería UTP - Semana 11miguel angel Huaman LezmaAún no hay calificaciones
- UNIDAD III. - CalidadDocumento68 páginasUNIDAD III. - CalidadSusy SaenzAún no hay calificaciones
- Empresas Aprobadas v8 2023Documento14 páginasEmpresas Aprobadas v8 2023Michael Fabian RamirezAún no hay calificaciones
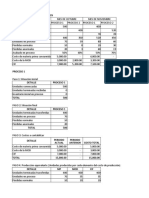
- Desarrollo Costos Por ProcesoDocumento13 páginasDesarrollo Costos Por ProcesoMagali Mires CamposAún no hay calificaciones
- Contabilidad de CostosDocumento96 páginasContabilidad de CostosAguila PaulAún no hay calificaciones
- Historia Del Mantenimiento IndustrialDocumento19 páginasHistoria Del Mantenimiento Industrialyoelitosam13Aún no hay calificaciones
- Taller Logistica IiDocumento36 páginasTaller Logistica IiRorise RivaAún no hay calificaciones
- UntitledDocumento16 páginasUntitledAndrea ParionaAún no hay calificaciones
- El Sistema de Producción ToyotaDocumento7 páginasEl Sistema de Producción Toyotacsvg_123100% (2)
- 1 EXAMEN Evolu, Normas II 2021Documento2 páginas1 EXAMEN Evolu, Normas II 2021SHINDEL ABIGAIL CALLE SALCEDOAún no hay calificaciones
- DOC.9873 Guía Del Sistema de Gestión de La Calidad para El Suministro de Servicios Meteorológicos EsDocumento66 páginasDOC.9873 Guía Del Sistema de Gestión de La Calidad para El Suministro de Servicios Meteorológicos Escarlos alberto Uribe RozoAún no hay calificaciones
- Actividad 1Documento2 páginasActividad 1JANEL JAVIER MOLINA GONGORAAún no hay calificaciones
- Talleres Análisis de Problemas UNIVALLE-2015Documento8 páginasTalleres Análisis de Problemas UNIVALLE-2015Aldemar Valderrama VelezAún no hay calificaciones
- Administración de OperacionesDocumento2 páginasAdministración de OperacionesJim chavez floresAún no hay calificaciones
- Conceptos Basicos de Costos PDFDocumento10 páginasConceptos Basicos de Costos PDFJosé Luis GóngoraAún no hay calificaciones
- Cuestionario. Sesión 1Documento2 páginasCuestionario. Sesión 1Cristina PGAún no hay calificaciones
- Delgado Araujo y Núñez Huamán AzucarDocumento266 páginasDelgado Araujo y Núñez Huamán AzucarHaroldd GamezAún no hay calificaciones
- Conceptos Teóricos (PCP y Calidad)Documento26 páginasConceptos Teóricos (PCP y Calidad)hola987654333Aún no hay calificaciones
- Modelo CEPDocumento11 páginasModelo CEPAlan ChristopherAún no hay calificaciones
- Avance TP - Calidad20201Documento63 páginasAvance TP - Calidad20201ISCOAún no hay calificaciones
- TALLER 2 VALORACION DE INVENTARIOS FIFO-LIFO-PONDRADO v2 - 2Documento1 páginaTALLER 2 VALORACION DE INVENTARIOS FIFO-LIFO-PONDRADO v2 - 2Alejandro MéndezAún no hay calificaciones
- Guillen H U1 T3 PDFDocumento11 páginasGuillen H U1 T3 PDFHeymy GuillenAún no hay calificaciones