También podría gustarte
- Protocolo de Inspeccion de APARATOS SANITARIOSDocumento1 páginaProtocolo de Inspeccion de APARATOS SANITARIOSJesus Joshua Galvez Durand100% (6)
- Ideología Secular HOBSBAWMDocumento3 páginasIdeología Secular HOBSBAWMEmi TorresAún no hay calificaciones
- Protocolo de Liberación Tuberías EmpotradasDocumento1 páginaProtocolo de Liberación Tuberías EmpotradasTalia Rodriguez100% (1)
- CR316C-ARQ-FR09 Protocolo de Enchape PorcelanatoDocumento1 páginaCR316C-ARQ-FR09 Protocolo de Enchape PorcelanatoYeisson Never Calderon PaucarAún no hay calificaciones
- Protocolo de Inspeccion de CoberturaDocumento1 páginaProtocolo de Inspeccion de CoberturaLeonard Junior Pérez Lope100% (2)
- Chek List y Protocolo Colocacion Pavimento AsicDocumento1 páginaChek List y Protocolo Colocacion Pavimento AsicLuis Fernando Quiza100% (1)
- 03-4. Protocolo - Instalación Tubería SanitariasDocumento4 páginas03-4. Protocolo - Instalación Tubería SanitariasC.A. Martinez BenaventeAún no hay calificaciones
- Protocolo Instalación de TuberíaDocumento1 páginaProtocolo Instalación de TuberíaRodrigo Hernan Acevedo Cerda100% (1)
- Protocolo Arquitectura - Ventanas Carpinteria Madera y MetalicaDocumento1 páginaProtocolo Arquitectura - Ventanas Carpinteria Madera y MetalicaMARITA DE FATIMA LAYME DEL SOLAR100% (1)
- Protocolo PuertasDocumento1 páginaProtocolo Puertasmauriciopinoli100% (1)
- Protocolo Instalaciones ElectricasDocumento1 páginaProtocolo Instalaciones ElectricasMARITA DE FATIMA LAYME DEL SOLAR100% (1)
- Protocolo de SoldaduraDocumento1 páginaProtocolo de SoldaduraSergio Rodrigo Castillo Vega100% (1)
- 6 Protocolo de Arquitectura - Acabados Interiores V.05Documento6 páginas6 Protocolo de Arquitectura - Acabados Interiores V.05Jhilber Vargas100% (1)
- PROTOCOLO DE Asentado de Ladrillo OkDocumento1 páginaPROTOCOLO DE Asentado de Ladrillo OkElena Bellido Medina100% (1)
- Modelo para Protocolos para ObraDocumento5 páginasModelo para Protocolos para ObraDavid Pelayo100% (1)
- Protocolo - Concreto ArmadoDocumento1 páginaProtocolo - Concreto ArmadoWill VelAún no hay calificaciones
- Protocolos de Control de Calidad JuntasDocumento1 páginaProtocolos de Control de Calidad JuntasWill Vel100% (2)
- Antologia de Bases Biologicas y Neurofisiologia - IIDocumento158 páginasAntologia de Bases Biologicas y Neurofisiologia - IImarielAún no hay calificaciones
- Protocolos de Control de Calidad AREANADO DE ESTRUCTURASDocumento73 páginasProtocolos de Control de Calidad AREANADO DE ESTRUCTURASWill VelAún no hay calificaciones
- HTF 007 Pc-Re Protocolo de Revoques y EnlucidosDocumento1 páginaHTF 007 Pc-Re Protocolo de Revoques y EnlucidosJaime Mercedes Valdivia ReañoAún no hay calificaciones
- QC-E-006 - Protocolo para Liberación ACERO COLUMNAS PLACASDocumento6 páginasQC-E-006 - Protocolo para Liberación ACERO COLUMNAS PLACASEdson CaceresAún no hay calificaciones
- Protocolo Arquitectura - Resane y PinturaDocumento1 páginaProtocolo Arquitectura - Resane y PinturaMARITA DE FATIMA LAYME DEL SOLARAún no hay calificaciones
- PROTOCOLO DE ESTRUCTURA - TRATAMIENTO DE JUNTAS-asantosDocumento1 páginaPROTOCOLO DE ESTRUCTURA - TRATAMIENTO DE JUNTAS-asantosluis aburto aguirre100% (2)
- Protocolo de Inspección CW - Nodo TransporteDocumento12 páginasProtocolo de Inspección CW - Nodo TransporteJemimé Sánchez100% (2)
- Protocolo de Red de Dist. Agua.Documento9 páginasProtocolo de Red de Dist. Agua.Abel Guillermo Esquivel100% (1)
- Protocolo Iiss Phyr DesagueDocumento1 páginaProtocolo Iiss Phyr DesagueAngel Sologuren CossioAún no hay calificaciones
- TR-04 Protocolo de Inspeccion de Pintura en Tuberia.Documento1 páginaTR-04 Protocolo de Inspeccion de Pintura en Tuberia.Jonatan Paredes100% (1)
- Protocolo Cobertura Con Ladrillo PasteleroDocumento7 páginasProtocolo Cobertura Con Ladrillo Pastelerofreddy gonzalezAún no hay calificaciones
- Protocolo de MuroDocumento4 páginasProtocolo de MuroJhon Paico CarmonaAún no hay calificaciones
- Protocolo Arquitectura - Pisos (Cobertura de Techo)Documento1 páginaProtocolo Arquitectura - Pisos (Cobertura de Techo)MARITA DE FATIMA LAYME DEL SOLARAún no hay calificaciones
- QC-A-003 - Protocolo para Liberación ASENTADO DE BLOQUETASDocumento1 páginaQC-A-003 - Protocolo para Liberación ASENTADO DE BLOQUETAShelen gissel portocarrero vera100% (1)
- Protocol OsDocumento8 páginasProtocol Osvictor enrique100% (1)
- Protocolos de Liberacion SubdrenDocumento2 páginasProtocolos de Liberacion Subdrenjuan pablo mazonAún no hay calificaciones
- Protocolo de TarrajeoDocumento1 páginaProtocolo de TarrajeoMarco Daniel100% (1)
- Protocolo TopografiaDocumento4 páginasProtocolo TopografiaWilliam Sevillano Lopez100% (1)
- Protocolo de Montaje TR-4 CERRAMIENTO Eje EDocumento2 páginasProtocolo de Montaje TR-4 CERRAMIENTO Eje Egiomar.gallarday100% (4)
- CGS Protocolo de Liberación Perforacion para Anclajes, Acero, Encofrado y Vaciado para Cisterna AciDocumento16 páginasCGS Protocolo de Liberación Perforacion para Anclajes, Acero, Encofrado y Vaciado para Cisterna AciFranklin Alayo PoloAún no hay calificaciones
- Protocolo de Inspeccion de Carpinteria MetalicaDocumento1 páginaProtocolo de Inspeccion de Carpinteria MetalicaLeonard Junior Pérez Lope67% (3)
- Protocolo de Control Soportes ASMECODocumento1 páginaProtocolo de Control Soportes ASMECOFrancisco0% (1)
- 1 Protocolo de ContrapisoDocumento1 página1 Protocolo de ContrapisoEdgar yauricasa jeronimoAún no hay calificaciones
- Protocolo PasamanosDocumento6 páginasProtocolo PasamanosBill Bogado SamudioAún no hay calificaciones
- F30-CM-01 Carpinteria de MaderaDocumento2 páginasF30-CM-01 Carpinteria de MaderaMilton FallaAún no hay calificaciones
- PPI - TopografiaDocumento1 páginaPPI - TopografiavrojasAún no hay calificaciones
- Protocolo de Liberacion de Estructuras MetalicasDocumento1 páginaProtocolo de Liberacion de Estructuras Metalicasflamingo 01100% (1)
- Protocolo de Relleno, Excavacion y CompactacionDocumento1 páginaProtocolo de Relleno, Excavacion y CompactacionDaniel PiscoyaAún no hay calificaciones
- Protocolo PuertasDocumento1 páginaProtocolo PuertasRuben Loaiza LopezAún no hay calificaciones
- Formatos de ProtocolosDocumento32 páginasFormatos de ProtocolosMartin Condor100% (2)
- 4 PROTOCOLO Instalacion de Tuberias ElectricasDocumento1 página4 PROTOCOLO Instalacion de Tuberias ElectricasLIXITA3105Aún no hay calificaciones
- Protocolo de Liberacion de Tabiqueria de drywall-SOTANODocumento20 páginasProtocolo de Liberacion de Tabiqueria de drywall-SOTANOFranklin Alayo PoloAún no hay calificaciones
- Protocolo Estructuras MetalicasDocumento4 páginasProtocolo Estructuras MetalicasAlberto Valenzuela100% (2)
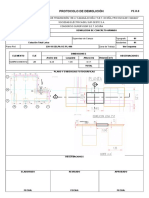
- Protocolo de DemoliciónDocumento3 páginasProtocolo de DemoliciónGeoffrey CZ Cortez100% (1)
- Protocolo de Prueba de Filtración en Cobertura MetálicaDocumento1 páginaProtocolo de Prueba de Filtración en Cobertura MetálicaHeimer Ponciano Cecilio100% (1)
- Protocolo de Barandas y EscaleraDocumento3 páginasProtocolo de Barandas y EscaleraFRANCO ROJAS LLARO100% (2)
- Formatos de Protocolos - Center RexDocumento10 páginasFormatos de Protocolos - Center RexYo TamayoAún no hay calificaciones
- Relleno y Compactacion PDFDocumento1 páginaRelleno y Compactacion PDFYanira Marmolejo LeguaAún no hay calificaciones
- 2-Protocolo de Montaje de Estructura MetalicaDocumento1 página2-Protocolo de Montaje de Estructura Metalicafreddy gonzalez100% (2)
- Cr001-Arq-Fr06 Protocolo FCR Drywall Rev 02Documento1 páginaCr001-Arq-Fr06 Protocolo FCR Drywall Rev 02carlos ruizAún no hay calificaciones
- Protocolo Instalacion Revestimiento PolicarbonatoDocumento1 páginaProtocolo Instalacion Revestimiento Policarbonatojoaquin vidal67% (3)
- Protocologo Cajas de DesagueDocumento8 páginasProtocologo Cajas de DesagueMANUEL GUTIERREZAún no hay calificaciones
- Rcal-001 V00 Control TopograficoDocumento6 páginasRcal-001 V00 Control Topograficocarlos esteban Brito Moya100% (1)
- Protocolos de CalidadDocumento20 páginasProtocolos de CalidadDiner Rojas0% (1)
- Protocolos de Control de Calidad CONTROL DE REPINTADODocumento66 páginasProtocolos de Control de Calidad CONTROL DE REPINTADOWill VelAún no hay calificaciones
- Preoperacionales Listas de Chequeo HERRAMIENTAS Y OTROSDocumento69 páginasPreoperacionales Listas de Chequeo HERRAMIENTAS Y OTROSZurely ZuñigaAún no hay calificaciones
- Lp13692s 0132 f510 PLN HidrostaticaDocumento15 páginasLp13692s 0132 f510 PLN HidrostaticajeanAún no hay calificaciones
- PETS 0 - Limpieza de TechosDocumento2 páginasPETS 0 - Limpieza de TechosWill VelAún no hay calificaciones
- 28 Prematek PDFDocumento2 páginas28 Prematek PDFWill VelAún no hay calificaciones
- Protocolo y Registro 013 Demolicion de Muros de BloquetaDocumento4 páginasProtocolo y Registro 013 Demolicion de Muros de BloquetaWill VelAún no hay calificaciones
- Protocolo y Registro 001 Construccion de AlmacenesDocumento2 páginasProtocolo y Registro 001 Construccion de AlmacenesWill VelAún no hay calificaciones
- REG 11 Pre Colocado de GroutDocumento1 páginaREG 11 Pre Colocado de GroutWill VelAún no hay calificaciones
- Protocolo - Protocolo Control de Calidad para Tratamiento de Muro SalitradosDocumento5 páginasProtocolo - Protocolo Control de Calidad para Tratamiento de Muro SalitradosWill VelAún no hay calificaciones
- Protocolos de Control de Calidad AREANADO DE ESTRUCTURASDocumento73 páginasProtocolos de Control de Calidad AREANADO DE ESTRUCTURASWill VelAún no hay calificaciones
- Protocolo - Red Instalaciones SanitariasDocumento6 páginasProtocolo - Red Instalaciones SanitariasWill VelAún no hay calificaciones
- Pets DemolicionDocumento16 páginasPets DemolicionWill VelAún no hay calificaciones
- Protocolos de Control de Calidad CONTROL DE REPINTADODocumento66 páginasProtocolos de Control de Calidad CONTROL DE REPINTADOWill VelAún no hay calificaciones
- Procedimiento Techo Con Planchas de EternitDocumento6 páginasProcedimiento Techo Con Planchas de EternitWill VelAún no hay calificaciones
- REG 05 Postvaciado de ConcretoDocumento2 páginasREG 05 Postvaciado de ConcretoWill VelAún no hay calificaciones
- Protocolo - Protocolo Control de Calidad para Tratamiento de Muro SalitradosDocumento5 páginasProtocolo - Protocolo Control de Calidad para Tratamiento de Muro SalitradosWill VelAún no hay calificaciones
- Protocolo Tableros DistribucionDocumento1 páginaProtocolo Tableros DistribucionWill VelAún no hay calificaciones
- Protocolo DrywallDocumento1 páginaProtocolo DrywallWill VelAún no hay calificaciones
- REG 04 Prevaciado de ConcretoDocumento1 páginaREG 04 Prevaciado de ConcretoWill VelAún no hay calificaciones
- Memoria Descriptiva de ProyectoDocumento1 páginaMemoria Descriptiva de ProyectoWill VelAún no hay calificaciones
- Procedimiento de Trabajos Del StakerDocumento8 páginasProcedimiento de Trabajos Del StakerWill VelAún no hay calificaciones
- Tren de Actividades - OBRAS SEMANA 2Documento1 páginaTren de Actividades - OBRAS SEMANA 2Will VelAún no hay calificaciones
- Partidas de Presupuesto ViviendaDocumento12 páginasPartidas de Presupuesto ViviendaWill VelAún no hay calificaciones
- Constancia de Charla de SeguridadDocumento1 páginaConstancia de Charla de SeguridadWill VelAún no hay calificaciones
- Protocolos de Control de Calidad Instalacion GroutDocumento1 páginaProtocolos de Control de Calidad Instalacion GroutWill Vel100% (1)
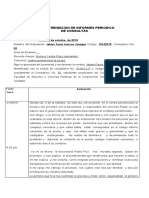
- CUADERNO DE INFORMES 2022-2 Reclutamien y Selección DANA NOADocumento7 páginasCUADERNO DE INFORMES 2022-2 Reclutamien y Selección DANA NOAsilvana noasAún no hay calificaciones
- Otero Esteban - La Reforma de La Ley 27551 Al Régimen de LocacionesDocumento13 páginasOtero Esteban - La Reforma de La Ley 27551 Al Régimen de LocacionesRoberto Carlos BolcatoAún no hay calificaciones
- Cynefin FrameworkDocumento2 páginasCynefin FrameworkJaime A. Ospina DuqueAún no hay calificaciones
- 5 Años - Actividad Del Dia 01 de JunioDocumento34 páginas5 Años - Actividad Del Dia 01 de Juniokiran AsencioAún no hay calificaciones
- Evaluacion de La CapacitacionDocumento12 páginasEvaluacion de La CapacitacionJohnny VilgerAún no hay calificaciones
- Ejemplos y Graficas Intercambiadores de CalorDocumento4 páginasEjemplos y Graficas Intercambiadores de CalorYoshii Jonatan AkihisaAún no hay calificaciones
- Auditoria Unidad 1Documento30 páginasAuditoria Unidad 1Olmes RiascosAún no hay calificaciones
- Estudio de ViabilidadDocumento6 páginasEstudio de ViabilidadJonathan David Castillo SanchezAún no hay calificaciones
- Curso Gratuito VMware Vsphere 5 ONLINE - Monitorizacià N y Gestiã N de Los RecursosDocumento10 páginasCurso Gratuito VMware Vsphere 5 ONLINE - Monitorizacià N y Gestiã N de Los RecursosRonald Edgar Paucar PérezAún no hay calificaciones
- El Cartel PuertorriqueñoDocumento14 páginasEl Cartel PuertorriqueñoAbner Romero100% (1)
- Diagnostico de Muerte - Estado Vegetativo PersistenteDocumento14 páginasDiagnostico de Muerte - Estado Vegetativo PersistenteYessiAún no hay calificaciones
- Unit 01 Preschool 3RD GradeDocumento2 páginasUnit 01 Preschool 3RD GradeJazmin CarpinteiroAún no hay calificaciones
- A12 Engranes RectosDocumento1 páginaA12 Engranes RectosLuis Gerardo Chavez CovarrubiasAún no hay calificaciones
- Carta Oferta de Construccion Del Tanque y Aduccion San JacintoDocumento14 páginasCarta Oferta de Construccion Del Tanque y Aduccion San Jacintojmvm56Aún no hay calificaciones
- Afrodescendientes en Los Censos Del Siglo XXI: Avances en El Reconocimiento de La Realidad Afro TOMO IIDocumento60 páginasAfrodescendientes en Los Censos Del Siglo XXI: Avances en El Reconocimiento de La Realidad Afro TOMO IICatherine Mc kinleyAún no hay calificaciones
- Propiedades Mecanicas Esfuerzo DeformacionDocumento63 páginasPropiedades Mecanicas Esfuerzo DeformacionJavier Rodrigo Arenas Lazarte0% (1)
- HelioDocumento2 páginasHelioEdgar FelizAún no hay calificaciones
- Proyecto de GraduacionDocumento19 páginasProyecto de GraduacionAnibal MunguambeAún no hay calificaciones
- FormatoDocumento11 páginasFormatopaolaAún no hay calificaciones
- Grupo 8 EntregaDocumento13 páginasGrupo 8 EntregaCRISTEL MISHELL SALAZAR TORRESAún no hay calificaciones
- Informe de Condiciones SanitariasDocumento2 páginasInforme de Condiciones SanitariasLuis Adonay ContrerasAún no hay calificaciones
- Guia 2 Matemáticas UndecimoDocumento9 páginasGuia 2 Matemáticas Undecimoalsema73Aún no hay calificaciones
- Hidratador Ficha TecnicaDocumento6 páginasHidratador Ficha TecnicaJessica HarrisAún no hay calificaciones
- Solucion Taller 3 Compuertas LogicasDocumento4 páginasSolucion Taller 3 Compuertas Logicasjaime andres MondragonAún no hay calificaciones
- Bioseguridad en Laboratorio de ParasitologíaDocumento10 páginasBioseguridad en Laboratorio de ParasitologíaGlenda Elena89% (9)
- Lab04 Leyes de Kirchhoff v2 2020ago TinkercadDocumento11 páginasLab04 Leyes de Kirchhoff v2 2020ago TinkercadDusyan Jairo HCAún no hay calificaciones
- Una Escuela de VeranoDocumento47 páginasUna Escuela de VeranoAngela AlvarezAún no hay calificaciones
- Multihop151317 Esp - 013338Documento79 páginasMultihop151317 Esp - 013338shalio 007Aún no hay calificaciones