Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Deber Articulos de Revista ACI 2015-2017
Cargado por
jacobo0 calificaciones0% encontró este documento útil (0 votos)
11 vistas10 páginasTítulo original
deber articulos de revista ACI 2015-2017
Derechos de autor
© © All Rights Reserved
Formatos disponibles
DOCX, PDF, TXT o lea en línea desde Scribd
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como DOCX, PDF, TXT o lea en línea desde Scribd
0 calificaciones0% encontró este documento útil (0 votos)
11 vistas10 páginasDeber Articulos de Revista ACI 2015-2017
Cargado por
jacoboCopyright:
© All Rights Reserved
Formatos disponibles
Descargue como DOCX, PDF, TXT o lea en línea desde Scribd
Está en la página 1de 10
Consulta, resumen a mano y presentación en power point de 2 temas (por cada grupo)
de la revista CONCRETE INTERNATIONAL (disponible en la biblioteca de la
PUCE) de los años 2015-2107. No se debe repetir los temas por lo que deberán
consultar con sus compañeros de los otros grupos los temas que van a presentar.
Obligatoriamente se deberá entregar copias del artículo e indicar el mes y año del
mismo en PDF. Caso contrario no se evaluará y tendrán una nota de cero (0)
DISEÑO ADECUADO DE MEZCLA EN ESTADO FRESCO DE HORMIGÓN
PROYECTADO
Cinco conceptos erróneos y sus correspondientes argumentos
Por Ezgi Yurdakul, Klaus-Alexander Rieder, and Diego Granell Nebot
Desde que Carl Akeley introdujo el hormigón lanzado a la industria de la
construcción en la época de 1910, los avances en la industria de materiales ,
aditivos de origen químico, equipos y técnicas han tenido avances
considerables. Comparado con el hormigón convencional, el hormigón lanzado
es ahora capaz de brindar un comportamiento similar a un menor costo
(haciendo posible la reducción in tiempo de trabajo y materiales requeridos), y
también este puede emplearse en áreas en las que el hormigón convencional
no es conveniente. A pesar de que el hormigón proyectado ha sido probado
como una excelente alternativa el concreto convencional en diversas
aplicaciones, su éxito ulterior a veces se ve obstaculizado por algunos
conceptos erróneos. El objetivo de este artículo es discutir algunos de
esos conceptos erróneos y enfatizar los hechos correspondientes
Concepto erróneo 1: El hormigón proyectado no es concreto
El hormigón proyectado si es concreto
Uno de los mas comunes conceptos errados es el no considerar el hormigón
lanzado como hormigón. La respuesta es sí , el hormigón proyectado si es
hormigón¡, es un hecho.
El hormigón lanzado esta compuesto por cemento , agua, agregados y
aditivos con base química; por lo tanto, desde una perspectiva de
materiales.El hormigón proyectado es ciertamente hormigón. Del mismo
modo, cabe señalar que otros tipos de hormigón especiales como el
hormigón permeable, hormigón autocompactante hormigón ligero y
concreto ultra ligero de alto rendimiento , independientemente de sus
diferentes diseños de mezcla o tipos de aplicación: todos se
consideran hormigón y el hormigón proyectado no es una excepción.
Quisa la confusión sobre como categorizar el hormigón proyectado
viene de los siguientes hechos:
El hormigón proyectado tiene un método diferente de aplicación y
emplazamiento que el hormigón convencional
La proyección de el hormigón requiere de diseños de mezcla
diferentes a la del hormigón convencional
El diseño de la mezcla debe seleccionarse en función de las
propiedades frescas y endurecidas, que se determinan de acuerdo con el
uso previsto de la estructura de hormigón, condiciones de exposición,
tamaño y forma de los elementos de construcción y el lugar en el cual
será vertido o proyectado mediante un equipo adecuado para este
procedimiento
Concepto erróneo 2: la resistencia a la compresión es el parámetro más
importante del hormigón proyectado
La resistencia a la compresión es importante, pero no es el único parámetro que
afecta su actuación.
A pesar de que la resistencia a la compresión es el parámetro más comúnmente
empleado para determinar la aceptabilidad del hormigón, y a pesar de que se
requiere un mínimo de resistencia a la compresión para asegurar el
comportamiento estructural del concreto, la resistencia a la compresión tiene una
correlación directa con la durabilidad. en otras palabras, cuando se realiza una
compresión simple a los 28 días en una muestra de hormigón proyectado no
significa necesariamente que cumplirá con su s especificaciones de durabilidad.
Considerando que la durabilidad es la que determina el servicio, longevidad de la
estructura del concreto. Este ensayo no puede ser considerado como el que
determine el actuar del hormigón proyectado.
Cuando los especificadores ponen demasiado énfasis en la resistencia a la
compresión como único parámetro de control de calidad del hormigón, la
durabilidad queda como parámetro secundario. En consecuencia , no es común
para una estructura de hormigón con una vida útil de 20 años que empiece a
deteriorarse en los primeros años, siendo necesaria una rehabilitación temprana.
El grafico 1 presenta información de más de 60 mezclas de hormigones
proyectados que fueron analizadas para determinar la correlación entre la
resistencia a la compresión y la absorción hervida .
La absorción hervida es un indicador de uso común de durabilidad:
cuanto mayor sea la absorción hervida, menos duradera el hormigón. De
acuerdo con el error declarado, uno esperaría que las mezclas alcancen
valores de absorción similares para una determinada resistencia a la
compresión. Sin embargo, los datos mostrados en La figura 1 indica que
las mezclas con compresión casi idéntica fuerza (por ejemplo, 7000 psi
[48 MPa]) podría tener una amplio rango de valores de absorción: del
1% al 7%.
Por lo tanto, los datos confirman que la resistencia a la compresión
no es suficiente para presumir que una mezcla tiene buena durabilidad
característica, ya que la correlación entre estas dos pruebas
los métodos son deficientes. De hecho, la durabilidad está
influenciada por factores
como la relación agua-materiales cementosos (w / cm), aglutinante
total contenido, tipo y cantidad de cemento suplementario materiales
(SCM), agregados, consolidación, curado y condiciones ambientales
externas. Con una amplia gama de factores que afectan la durabilidad,
está claro que cada mezcla debe ser evaluada usando una prueba que se
correlacione con la durabilidad. La prueba de compresión simple no es
una prueba apropiada para ese resultado
Concepto erróneo 3: Los aceleradores sin álcalis reducen
la fuerza de 28 días
Hecho 3: Los aceleradores sin álcalis tienen un impacto menor en
la fuerza de 28 días
En aplicaciones de hormigón proyectado, no es raro que las mezclas que
contienen aceleradores para tener concentraciones de 28 días sean más
bajas que mezclas similares que no contengan aceleradores; sin
embargo, esto no significa necesariamente que tal comportamiento sea
causado por presencia de aceleradores. Hay muchos factores que afectan
el rendimiento del hormigón. Para aplicaciones de hormigón proyectado
la resistencia se ve afectada por el diseño de la mezcla, los
materiales constituyentes y la calidad de la pulverización. Porque
estos factores afectan entre a el "producto terminado", puede ser
difícil aislar la causa principal.
Un Problema de colocación, como una compactación inadecuada que
resulta en alto contenido de vacíos, probablemente tendrá un efecto
más perjudicial efecto sobre la resistencia a la compresión que la
presencia de un acelerador. Por lo tanto, si los resultados de la
prueba de resistencia núcleos (con un acelerador) son
significativamente diferentes a resultados de la prueba de resistencia
de los cilindros (sin acelerador), Los discos transversales de
muestras deben examinarse para determinar la calidad de la
pulverización.
La Figura 2 presenta datos de más de 130 hormigón proyectado mezclas.
Se tomaron muestras antes y después de la adición de un acelerador
libre de álcalis en varias dosis (todas dentro rango de dosis
recomendado por el fabricante).
La resistencia a la compresión de las muestras a los 28 días
producidas antes de la adición del acelerador tiende a ser de
aproximadamente 500 psi (3.45 MPa) mayor que la fuerza de las muestras
producidas después de la adición del acelerador. Aunque la tendencia
es estadísticamente significativa y llevaría a uno a esperar una
ligera reducción en resistencia a la compresión cuando se utiliza un
acelerador sin álcali, la magnitud de la diferencia es lo
suficientemente pequeña como para ser admitida. Por ejemplo, ASTM
C39 / C39M, "Prueba estándar de resistencia a la compresión de de
cilindros de hormigón ”indica que la precisión dentro de la prueba es
del 10,6% para pruebas de resistencia usando 4 x 8 pulg. (100 x 200
mm) cilindros fabricados en condiciones de laboratorio. Dentro de
rango de resistencia de 6000 a 10,000 psi (41 a 69 MPa) mostrado en
Fig.2, esto significa que la fuerza de las muestras varíe de 640 a
1060 psi (4 a 7 MPa).
Otros investigadores han demostrado que el impacto de los álcalis
libres aceleradores en la fuerza de la edad avanzada es relativamente
menor. Según De Belie et al. 5, por ejemplo, la disminución de
resistencia a la compresión asociada con la adición de un
acelerador libre de álcalis no es estadísticamente significativo
Concepto erróneo 4: El revenimiento del hormigón dicta la
tasa de rebote
Hecho 4: Si bien el revenimiento proporciona una indicación de la
facilidad de flujo, la tasa de rebote se determina utilizando
complejas propiedades reológicas
Un mito importante (y engañoso) sostiene que una baja revenimiento
es ideal para reducir la tasa de rebote de mezclas de hormigón
proyectado. Sin embargo, aunque la prueba de asentamiento es un método
de prueba simple para evaluar el límite elástico (facilidad de flujo)
del hormigón, no es un indicador confiable de la calidad general o
idoneidad de mezclas de hormigón proyectado. En primer lugar, no
existe una correlación directa entre el asentamiento de una mezcla y
sus propiedades tixotrópicas. Además, los aditivos químicos modernos
hacen posible tener dos mezclas con los mismos valores de asentamiento
exactos pero con propiedades reológicas completamente diferentes.
Los resultados proporcionan una guía limitada a pesar de el
concepto erróneo común de que pueden usarse para juzgar la capacidad
de pulverización, ubicación, capacidad de acabado y tasa de rebote de
mezclas de hormigón proyectado.
Para demostrar mejor la razón por la que el asentamiento no puede
dictar tasa de rebote, es importante comprender los conceptos básicos
de revenimiento. Durante el proceso de pulverización, los agregados
más grandes tienden a segregarse de la mezcla después de golpear y
rebotando en la superficie receptora. Por tanto, un alto volumen de
El material de rebote consiste principalmente en partículas agregadas.
Si la cantidad de pasta es suficiente para llenar los huecos entre los
agregados, calidad de pasta y gradación de agregados juegan más
papeles importantes en la reducción del rebote que la cantidad de
materiales cementosos. En otras palabras, para evaluar la
características de rebote, la calidad de la pasta, es más
importante que la cantidad de pasta.
La calidad de la pasta se ve afectada por la mezcla
características reológicas, como:
•• Adherencia (adhesión a la superficie del sustrato, lo que permite
grandes
acumulación de espesor);
•• Cohesividad (adhesión a sí mismo, proporcionando resistencia a
segregación bajo presión); y
•• Viscosidad (resistencia a la deformación gradual, reduciendo
flacidez en paredes verticales)
Por tanto, en lugar de depender únicamente de la recesión, que
informa a los usuarios solo sobre la facilidad de flujo y, por lo
tanto, es
limitado a ser un indicador de la capacidad de bombeo de un
mezcla, esos tres parámetros reológicos deben ser
evaluado y optimizado para reducir la tasa de rebote. Hasta un
se acumula una capa de pasta suficientemente espesa sobre el sustrato,
creando así una superficie viscoplástica "pegajosa", el rebote del
las partículas agregadas es inevitable. Esto es especialmente cierto
en
primeras etapas de pulverización, cuando el hormigón se pulveriza
directamente
sobre paredes duras o superficies rocosas. Cuando un cojín suave
La pasta de cemento encapsula los agregados, la tasa de rebote
se vuelve más bajo durante la colocación de capas posteriores.
Por tanto, aunque no es factible eliminar por completo
rebote, es posible reducir la tasa de rebote cambiando
las características reológicas de la mezcla. Sin embargo, el ideal
mezcla para un proyecto dado debe establecer un delicado equilibrio
entre estas características reológicas, ya que también
influir en otros aspectos de la calidad del hormigón proyectado, como
compactación, consolidación y encapsulado.
La capacidad de bombeo y la pulverización son otras dos propiedades
clave
que hay que tener en cuenta a la hora de proyectar el hormigón, y es
importante entender las diferencias entre estos dos
parámetros. La bombeabilidad caracteriza la estabilidad y
movilidad de una mezcla bajo presión.9,10 Para bombeabilidad, es
deseable tener una mezcla con baja viscosidad y alta
fluidez (generalmente asociada con un alto asentamiento).
Pulverización
caracteriza la eficacia de una mezcla para adherirse a la aplicada
superficie (adherencia) y consigo mismo (cohesión). Para la
pulverización, un
mezcla rígida y pegajosa con bajo asentamiento y alta cohesión
Se desea minimizar el rebote y aumentar la acumulación de espesor.
Las propiedades reológicas adecuadas también son esenciales para
colocación, consolidación y compactación adecuadas. Porque
el hormigón proyectado se consolida mediante la colocación de alta
velocidad en lugar de
que la vibración mecánica, las mezclas deben proporcionar suficiente
propiedades fluidas para lograr la consolidación alrededor
las barras de refuerzo. Si las mezclas carecen de cohesión y no son
fluidas
suficiente, se producirán vacíos dentro de las áreas de sombra detrás
de la
barras (Fig.3). Esto es especialmente significativo porque el hormigón
proyectado
no sometido a vibraciones mecánicas posteriores a la colocación
proceso y no se producirá una mayor consolidación. Esto puede
afectar negativamente las propiedades en el lugar, ya que la
consolidación deficiente
da como resultado un revestimiento deficiente del refuerzo y una alta
porosidad de
el hormigón, mermando la resistencia y durabilidad.
Sin embargo, al tiempo que satisface las necesidades de consolidación,
Los usuarios deben tener en cuenta que las mezclas muy fluidas son
propensas a
flacidez si no poseen un cierto grado de viscosidad,
permitiendo que el material permanezca en la superficie aplicada y
resistir el efecto de la gravedad. Por lo tanto, los componentes de la
mezcla
debe seleccionarse para proporcionar la viscosidad y el rendimiento
adecuados
estrés para minimizar la flacidez sin aumentar la
presión de la bomba
A diferencia del hormigón colado in situ, el hormigón proyectado debe
adherirse o
adherirse a una superficie, ya que no hay encofrado. Por lo tanto,
Las mezclas "pegajosas" son deseables para el proceso de hormigón
proyectado, ya que
permiten espesores de acumulación más grandes en paredes y techos
aplicaciones. La "adherencia" también contribuye a mejorar la
seguridad
productividad y rentabilidad, ya que los materiales no se pegan
o adherirse a causar consecuencias que planteen un problema de
seguridad y
convertirse en residuos costosos.
Como se explicó anteriormente, hay muchos factores que contribuyen
a la calidad del hormigón proyectado. La caída es solo un parámetro,
y el comportamiento reológico del hormigón proyectado es demasiado
complejo para ser
demasiado simplificado con una prueba. Más bien, seleccionando un
hormigón proyectado
mezcla requiere un delicado equilibrio entre fluidez,
cohesión, viscosidad y "pegajosidad". Teniendo en cuenta que
Las diferentes fases del hormigón proyectado requieren un conflicto
reológico
propiedades, es ideal para mantener la mayor fluidez posible
(límite de fluencia más bajo) mientras proporciona la viscosidad
deseada,
cohesión y "adherencia" para satisfacer todas las necesidades
Concepto erróneo 5: especificaciones basadas en prescripciones
son necesarios para controlar la calidad
Hecho 5: Las especificaciones basadas en prescripciones pueden
resultar en
sobrediseño de la mezcla, y no aseguran el rendimiento
Actualmente, muchas mezclas de hormigón se proporcionan a base de
en recetas que se han utilizado antes o en recetas
especificaciones. Si bien pueden aparecer especificaciones
prescriptivas
para definir de manera conservadora límites en el tipo, cantidad y
proporciones de los componentes de la mezcla, no
garantizar necesariamente que se cumplan los requisitos de desempeño.
También suelen imponer restricciones al mínimo resistencia a la
compresión, máximo w / cm, máximo cemento nivel de reemplazo para SCM,
y cemento mínimo contenido material. En efecto, estas limitaciones
promueven el sobrediseño de mezclas obligando al productor a utilizar
el contenido de cemento como factor de seguridad. Aun así, las mezclas
diseñadas utilizando prescriptivos las especificaciones no siempre
proporcionan los resultados finales deseados.
En otra nota, aunque más del 60% del hormigón proyectado el volumen se
compone de agregados, muchos basados en prescripciones
especificaciones para el hormigón proyectado negligencia en
proporcionar información con respecto a los agregados. No es ideal
especificar cemento contenido de materiales.
La "adherencia" y la gradación agregada juegan papeles más importantes
en reducción de rebote que la cantidad de materiales cementosos.
Cada aplicación está sujeta a diferentes condiciones ambientales.
condiciones, materiales disponibles localmente y rendimiento. Por lo
tanto, para hormigón proyectado de alto rendimiento mezclas, los
diseños de mezcla deben seleccionarse en función de los requisitos del
proyecto en lugar de simplemente seguir una receta que resultó exitosa
en un trabajo anterior. En lugar de establecer límites sobre el tipo y
la cantidad de materiales en una mezcla de hormigón proyectado, se
debe prestar atención al resultado final. El rendimiento requerido
puede garantizarse mejor evaluando las propiedades frescas y
endurecidas.
Conclusiones
El hormigón proyectado ha avanzado significativamente a lo largo de
los años; Sin embargo, los conceptos erróneos discutidos a menudo
limitan muchos beneficios que ofrece a la industria de la
construcción.
Para ampliar el área de aplicaciones de hormigón proyectado y para
mejorar su rendimiento, Es fundamental entender el hormigón proyectado
como material y su método de colocación.
Hay un muy delicado equilibrio entre los componentes de la mezcla y su
impacto en rendimiento del hormigón proyectado. Esto es especialmente
cierto considerando que el bombeo, la pulverización y la colocación
requieren requisitos reológicos que pueden causar el sacrificio de una
propiedad mientras mejora otra.
Una mezcla para cumplir con las especificaciones basadas en
prescripciones podría hacer más daño que bien. Por lo tanto, para un
hormigón proyectado exitoso, es ideal para considerar todos los
criterios de rendimiento deseados y encontrar un óptimo que pueda
satisfacer todas las necesidades del proyecto.
References
1. Al-Amoudi, O.S.B.; Al-Kutti, W.A.; Ahmad, S.; and
Maslehuddin, M., “Correlation between compressive strength and certain
durability indices of plain and blended cement concretes,” Cement and
Concrete Composites, V. 31, No. 9, 2009, pp. 672-676.
2. Taylor, P.C.; Yurdakul, E.; and Ceylan, H., “Performance
Engineered Mixtures for Concrete Pavements in the U.S.,” 12th
International Symposium on Concrete Roads 2014, Prague, Czech
Republic, Sept. 23-26, 2014.
3. Taylor, P.; Yurdakul, E.; Wang, X.; and Wang, X., “Concrete
Pavement Mixture Design and Analysis (MDA): An Innovative Approach
to Proportioning Concrete Mixtures,” TPF-5(205), CP Tech Center,
Ames, IA, 2015, 50 pp.
4. Taylor, P.C., “Long-Life Concrete: How Long Will My Concrete
Last?” Supplement to TPF-5(159), CP Tech Center, Ames, IA, 2013, 46 pp.
5. De Belie, N.; Grosse, C.U.; Kurz, J.; and Reinhardt, H.W.,
“Ultrasound monitoring of the influence of different accelerating
admixtures and cement types for shotcrete on setting and hardening
behavior,” Cement and Concrete Research, V. 35, No. 11, Nov. 2005,
pp. 2087-2094.
6. Garshol, K.F., “New Admixtures for High-Performance Shotcrete,”
Sprayed Concrete Technology: The Proceedings of the ACI/SCA
International Conference on Sprayed Concrete/Shotcrete, S.A. Austin, ed.,
Chapman & Hall, London, England, 1996, pp. 26-38.
7. Prudêncio, Jr., L.R., “Accelerating admixtures for shotcrete,”
Cement and Concrete Composites, V. 20, No. 2-3, 1998, pp. 213-219.
8. Dhir, R.K.; McCarthy, M.J.; Zhou, S.; and Tittle, P.A.J., “Role of
cement content in specifications for concrete durability: Aggregate type
influences,” Proceedings of the Institution of Civil Engineers, Structures
and Buildings, V. 159, No. 4, 2006, pp. 229-242.
9. Beaupré, D., “Shootability of Fresh Shotcrete,” Proceedings
of the International RILEM Conference on Production Methods and
Workability of Concrete,” P.J.M. Bartos, D.J. Cleland, and D.L. Marrs,
eds., E&FN Spon, Oxford, UK, 1996, pp. 95-108.
10. Jolin, M.; Burns, D.; Bissonnette, B.; Gagnon, F.; and Bolduc,
L.S., “Understanding the Pumpability of Concrete,” Proceedings:
Shotcrete for Underground Support XI, 2009, 13 pp.
También podría gustarte
- Iluminación en Arquitectura PDFDocumento192 páginasIluminación en Arquitectura PDFLaraMoranCabalAún no hay calificaciones
- Puentes InformeDocumento25 páginasPuentes InformeMichael SaldañaAún no hay calificaciones
- REYNAUDDocumento17 páginasREYNAUDFrancisco Ramírez RodríguezAún no hay calificaciones
- Ficha Tecnica LadrilloDocumento1 páginaFicha Tecnica LadrilloDarwin Mamani Mendoza50% (2)
- Plaza Campo RedondoDocumento26 páginasPlaza Campo RedondoArturo Rios100% (1)
- TF Cimentaciones 2023-1Documento34 páginasTF Cimentaciones 2023-1Wilber TiconaAún no hay calificaciones
- Memoria Arquitectonica GimnacioDocumento5 páginasMemoria Arquitectonica Gimnaciosoterolj90Aún no hay calificaciones
- Metodo de WalkerDocumento13 páginasMetodo de WalkerDiego Iparraguirre BendezuAún no hay calificaciones
- LibroDocumento21 páginasLibrosaac zoroAún no hay calificaciones
- Informe EstructuralDocumento6 páginasInforme EstructuralNorming Masgo CastroAún no hay calificaciones
- Zapata Combinada-SafeDocumento33 páginasZapata Combinada-SafeJose Mayner GarciaAún no hay calificaciones
- Planificacion de Evaluación Historia de La Arquitectura IV (Lapso 2018-I)Documento9 páginasPlanificacion de Evaluación Historia de La Arquitectura IV (Lapso 2018-I)jesus alberto barazarte toroAún no hay calificaciones
- Apu - Secuneme - Transitoo - JaenDocumento36 páginasApu - Secuneme - Transitoo - JaenJefferson HernandezAún no hay calificaciones
- Teórica 16 CompresiónDocumento55 páginasTeórica 16 CompresiónLucianaLucianaAún no hay calificaciones
- Lab #1 Determinacion de La Finuara Del Cemento ReprogaramadoDocumento5 páginasLab #1 Determinacion de La Finuara Del Cemento ReprogaramadoRoberto CoriaAún no hay calificaciones
- Cimentaciones Profundas-Ing - Elena PDFDocumento41 páginasCimentaciones Profundas-Ing - Elena PDFGlicerio Aguilar LonascoAún no hay calificaciones
- Dosificacion Metodo ACI 211Documento9 páginasDosificacion Metodo ACI 211diegoAún no hay calificaciones
- Distribucion Daga MorenoDocumento1 páginaDistribucion Daga MorenoAnthony Perez GuaniloAún no hay calificaciones
- Analogias ChidasDocumento27 páginasAnalogias ChidasOrlando FlorentinoAún no hay calificaciones
- Dosificacion Del HormigonDocumento6 páginasDosificacion Del HormigonEdu SerranAún no hay calificaciones
- Ems-Cayhuayna (Las Lomas) .Documento23 páginasEms-Cayhuayna (Las Lomas) .Naún Salvador SalazarAún no hay calificaciones
- PresupuestoDocumento17 páginasPresupuestoKatherine JaisieAún no hay calificaciones
- h3 - Textos Maestros - Grupo 1 - Mar07-2Documento18 páginash3 - Textos Maestros - Grupo 1 - Mar07-2Guido SavaresiAún no hay calificaciones
- HE1 - C3 - Arquitectura MultisensorialDocumento64 páginasHE1 - C3 - Arquitectura MultisensorialFRANCISCA GARCIA ESPEJOAún no hay calificaciones
- Adrianzen Gonzales - Chirinos Angulo - 0606Documento35 páginasAdrianzen Gonzales - Chirinos Angulo - 0606Antonela ChirinosAún no hay calificaciones
- DETROITDocumento5 páginasDETROITNoelia Madelein Cerna ArquerosAún no hay calificaciones
- Presupuesto Santo TomasDocumento3 páginasPresupuesto Santo TomasJonathan Carpio OviedoAún no hay calificaciones
- Oficinas IntegralesDocumento22 páginasOficinas IntegralesAlberto RamirezAún no hay calificaciones
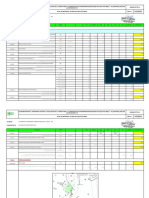
- HOJA DE METRADOS - Rev 02Documento50 páginasHOJA DE METRADOS - Rev 02Jimmy HonismanAún no hay calificaciones
- Taller 2 - Cubicación Albañilería PDFDocumento1 páginaTaller 2 - Cubicación Albañilería PDFNicolás Matías Castillo MoralesAún no hay calificaciones