También podría gustarte
- CRIA-Inventario Respuestas Afrontamiento Adultos-TESTDocumento5 páginasCRIA-Inventario Respuestas Afrontamiento Adultos-TESTMarilo Rus Guerrero100% (12)
- Practica AsignaciónDocumento2 páginasPractica AsignaciónFREDYTESIS50% (2)
- Generadores de ObraDocumento13 páginasGeneradores de ObraGerardPatoCoronadoAlvaradoAún no hay calificaciones
- Cadencia Andaluza Con Acordes Más "Modernos"Documento2 páginasCadencia Andaluza Con Acordes Más "Modernos"Magda NogueraAún no hay calificaciones
- Caso N Trabajo Con M MaquinasDocumento2 páginasCaso N Trabajo Con M MaquinasAndrés GuerreroAún no hay calificaciones
- Ejercitos y Batallas 19 - Austerlitz 1805Documento98 páginasEjercitos y Batallas 19 - Austerlitz 1805Caballerosinespada100% (3)
- Parcial 1Documento16 páginasParcial 1Jorge E ArabiaAún no hay calificaciones
- A5 EjerciciosDocumento11 páginasA5 EjerciciosPEDROAún no hay calificaciones
- A5 - Ejercicios - AGLDocumento11 páginasA5 - Ejercicios - AGLAdrian GonzalezAún no hay calificaciones
- A5clmo TareaDocumento8 páginasA5clmo Tarealuis vazquezAún no hay calificaciones
- Ilovepdf MergedDocumento5 páginasIlovepdf MergedPuede ser PaAún no hay calificaciones
- Clase 21 PCP Johnson-CdsDocumento29 páginasClase 21 PCP Johnson-CdsOscar M GelvesAún no hay calificaciones
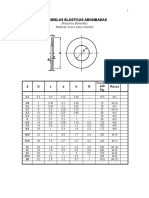
- Arandelas PlanasDocumento1 páginaArandelas PlanassergioAún no hay calificaciones
- Metrado de ViviendaDocumento3 páginasMetrado de ViviendaJesusJonathanLedesmaTitoAún no hay calificaciones
- UntitledDocumento10 páginasUntitledjeison sanchezAún no hay calificaciones
- Tallerdemtrabajosconnmaquinas Mariano GomezDocumento12 páginasTallerdemtrabajosconnmaquinas Mariano Gomezvictor herreraAún no hay calificaciones
- Taller de AsignaciónDocumento2 páginasTaller de AsignaciónMOISES DAVID TAFUR RIVERAAún no hay calificaciones
- Catalogo General Rodamientos Ina 4 18Documento1 páginaCatalogo General Rodamientos Ina 4 18inspectra.ingenieriaAún no hay calificaciones
- Actividad de Seguimiento Formativa 1 Taller de Asignación - Met - HungaroDocumento2 páginasActividad de Seguimiento Formativa 1 Taller de Asignación - Met - HungaroGiancarlo23Aún no hay calificaciones
- Tornillos HexagonalesDocumento1 páginaTornillos HexagonalessergioAún no hay calificaciones
- Tornillo Din-931 8.8 PavDocumento1 páginaTornillo Din-931 8.8 PavWuillians GuzmanAún no hay calificaciones
- CDL N°3 DANIELA BELTRÁN CASTILLODocumento19 páginasCDL N°3 DANIELA BELTRÁN CASTILLOElvia CastilloAún no hay calificaciones
- Pastecas Normalizadas - Miguel AbadDocumento8 páginasPastecas Normalizadas - Miguel AbadFederico MarchesiniAún no hay calificaciones
- Pdir 42 AbDocumento5 páginasPdir 42 AbFranisLunaAún no hay calificaciones
- Ejercicios Tema PrecipitacionDocumento16 páginasEjercicios Tema PrecipitacionRoosterDenz XAún no hay calificaciones
- Reporte de Mantenimiento Elevador de Perlita ExpandidaDocumento1 páginaReporte de Mantenimiento Elevador de Perlita ExpandidaAislóg sadecvAún no hay calificaciones
- Enunciados Problemas Modelado SEDDocumento4 páginasEnunciados Problemas Modelado SEDRuben Les FuenteAún no hay calificaciones
- Tablas de TornillosDocumento30 páginasTablas de TornillosgabAún no hay calificaciones
- Parcial Fundamentos de EconomiaDocumento11 páginasParcial Fundamentos de EconomiaSalma FernandezAún no hay calificaciones
- Informe CompletoDocumento50 páginasInforme CompletogusticoncariAún no hay calificaciones
- Ejercicios de Weibull PDFDocumento5 páginasEjercicios de Weibull PDFCarolina Vanessa Miranda FritzAún no hay calificaciones
- Trabajo Produccion 2Documento2 páginasTrabajo Produccion 2Eiider HumanezAún no hay calificaciones
- Calculo de Asientos Segun Método de SteinbrennerDocumento12 páginasCalculo de Asientos Segun Método de SteinbrennergiovitoberbettiAún no hay calificaciones
- Actividad de transferencia-MODULO 1Documento7 páginasActividad de transferencia-MODULO 1Ana Mercedes CastilloAún no hay calificaciones
- Programación Por Redes. Método ABC, EjemploDocumento5 páginasProgramación Por Redes. Método ABC, EjemploDavid LaraAún no hay calificaciones
- Cálculo de Asentamientos - STEINBRENNERDocumento14 páginasCálculo de Asentamientos - STEINBRENNERAndres Felipe Arcila MurciaAún no hay calificaciones
- Lab 8Documento22 páginasLab 8Gregory Ary Carranza SolanoAún no hay calificaciones
- UntitledDocumento132 páginasUntitledValentina GomezAún no hay calificaciones
- UntitledDocumento124 páginasUntitledValentina GomezAún no hay calificaciones
- UntitledDocumento22 páginasUntitledErika ClavijoAún no hay calificaciones
- CPM 2Documento7 páginasCPM 2Matias MontecinosAún no hay calificaciones
- Simulacion Trabajo 1Documento3 páginasSimulacion Trabajo 1Rauul LugoAún no hay calificaciones
- Laboratorio 6Documento9 páginasLaboratorio 6Daniel Sanchez ChavezAún no hay calificaciones
- Graficos de Calidad 2011Documento7 páginasGraficos de Calidad 2011Kurt German Quintana PavezAún no hay calificaciones
- SuspensoDocumento2 páginasSuspensoStalin Esequiel Barrionuevo MendozaAún no hay calificaciones
- EXAMEN FINAL MECANICA DE SOLIDOS 2020 II Septiembre 19 de 2020 (2828) PDFDocumento3 páginasEXAMEN FINAL MECANICA DE SOLIDOS 2020 II Septiembre 19 de 2020 (2828) PDFHernando Del campoAún no hay calificaciones
- Reporte de Práctica 5 - PLCDocumento8 páginasReporte de Práctica 5 - PLCOscarAún no hay calificaciones
- Herramientas de PlaneaciónDocumento22 páginasHerramientas de PlaneaciónKaterine Alexandra Guerrero CastroAún no hay calificaciones
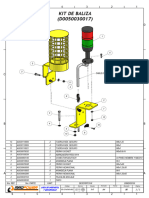
- Kit de BalizaDocumento1 páginaKit de BalizaRusAún no hay calificaciones
- Ajuste Minimos Cuadrados (Autoguardado)Documento4 páginasAjuste Minimos Cuadrados (Autoguardado)Guido Angel Frias CorderoAún no hay calificaciones
- Trabajo Definitivo de VigasDocumento10 páginasTrabajo Definitivo de VigasinnersacAún no hay calificaciones
- Sudoku Variedad 12 para WebDocumento3 páginasSudoku Variedad 12 para WebInés Solaro AzambujaAún no hay calificaciones
- Actividadesludicasparapotencias 15 16 PDFDocumento2 páginasActividadesludicasparapotencias 15 16 PDFnicolas tamayoAún no hay calificaciones
- Guía de Matemáticas-10°-02 PDFDocumento3 páginasGuía de Matemáticas-10°-02 PDFLiceth DayanaAún no hay calificaciones
- Cadencia Andaluza Con Acordes Más "Modernos"Documento2 páginasCadencia Andaluza Con Acordes Más "Modernos"rolexrolandexAún no hay calificaciones
- Cadencia Andaluza Con Acordes Más - Modernos - PDFDocumento2 páginasCadencia Andaluza Con Acordes Más - Modernos - PDFAdolfo Sellés SarabiaAún no hay calificaciones
- Informe-Maquina CortadoraDocumento7 páginasInforme-Maquina CortadoraJose Luis Cortes MarquezAún no hay calificaciones
- Silentblock Cilindrico Tope CauchoDocumento71 páginasSilentblock Cilindrico Tope CauchoRectificar es de sabiosAún no hay calificaciones
- Duster Colocación Protectores de Puertas 808725725r-Notice-Baguette-Porte-H79-Ph1 PDFDocumento7 páginasDuster Colocación Protectores de Puertas 808725725r-Notice-Baguette-Porte-H79-Ph1 PDFtotito1003Aún no hay calificaciones
- EXCAVACIÓNDocumento23 páginasEXCAVACIÓNJOSUE REYDECEL MEDINA DEHUMAAún no hay calificaciones
- Ficha de 7 de Raz. Matematico de 5to GradoDocumento2 páginasFicha de 7 de Raz. Matematico de 5to Gradodanny delgadoAún no hay calificaciones
- Teoría clásica del crecimiento económico: Modelos de crecimiento exógenoDe EverandTeoría clásica del crecimiento económico: Modelos de crecimiento exógenoAún no hay calificaciones
- Trabajo de Fisica Calor y OndasDocumento6 páginasTrabajo de Fisica Calor y OndasAndrés GuerreroAún no hay calificaciones
- TALLER X y R PUNTO 1Documento3 páginasTALLER X y R PUNTO 1Andrés GuerreroAún no hay calificaciones
- Universidad Del Altantico Procesos de MaDocumento3 páginasUniversidad Del Altantico Procesos de MaAndrés GuerreroAún no hay calificaciones
- Taller Logistica PMSDocumento2 páginasTaller Logistica PMSAndrés GuerreroAún no hay calificaciones
- Guía 07 Ley de HookeDocumento6 páginasGuía 07 Ley de HookeAndrés GuerreroAún no hay calificaciones
- Taller Bloque Al Ap SMDocumento15 páginasTaller Bloque Al Ap SMAndrés GuerreroAún no hay calificaciones
- Taller Logistica PMSDocumento2 páginasTaller Logistica PMSAndrés GuerreroAún no hay calificaciones
- Taller de Graficos P y NPDocumento3 páginasTaller de Graficos P y NPandrew argumedoAún no hay calificaciones
- Un Breve Historial: Nowlan y H.F. Heap y Publicado Por El Departamento de Defensa de LosDocumento3 páginasUn Breve Historial: Nowlan y H.F. Heap y Publicado Por El Departamento de Defensa de LosAndrés GuerreroAún no hay calificaciones
- Taller de Graficos de Control X y RDocumento2 páginasTaller de Graficos de Control X y RAndrés GuerreroAún no hay calificaciones
- Mantenimiento Basado en Confiabilidad: - Andrea Paola Lista - Andrea Carolina Pizarro - David Andrés GuerreroDocumento11 páginasMantenimiento Basado en Confiabilidad: - Andrea Paola Lista - Andrea Carolina Pizarro - David Andrés GuerreroAndrés GuerreroAún no hay calificaciones
- Taller de Regresion Lineal en El AprovsionamientoDocumento2 páginasTaller de Regresion Lineal en El AprovsionamientoAndrés GuerreroAún no hay calificaciones
- Mantenimiento Basado en ConfiabilidadDocumento7 páginasMantenimiento Basado en ConfiabilidadAndrés GuerreroAún no hay calificaciones
- Trabajo TornoDocumento3 páginasTrabajo TornoAndrés GuerreroAún no hay calificaciones
- Diagrama de ParetoDocumento7 páginasDiagrama de ParetoAndrés GuerreroAún no hay calificaciones
- Producción II (Regla de Jackson y Método MatricialDocumento32 páginasProducción II (Regla de Jackson y Método MatricialAndrés GuerreroAún no hay calificaciones
- Hojade REINALDODocumento13 páginasHojade REINALDOAndrés GuerreroAún no hay calificaciones
- 9207002158320CC1001965471EDocumento1 página9207002158320CC1001965471EAndrés GuerreroAún no hay calificaciones
- EXAMEN DE PRODUCCION II PRIMER CORTE VirtualDocumento1 páginaEXAMEN DE PRODUCCION II PRIMER CORTE VirtualAndrés GuerreroAún no hay calificaciones
- Tarea Del TrenDocumento15 páginasTarea Del TrenAndrés GuerreroAún no hay calificaciones
- NEGOCIODocumento4 páginasNEGOCIOAndrés GuerreroAún no hay calificaciones
- Hoja de Vida de BrandoDocumento3 páginasHoja de Vida de BrandoAndrés GuerreroAún no hay calificaciones
- NEGOCIODocumento4 páginasNEGOCIOAndrés GuerreroAún no hay calificaciones
- Diseno Instruccional para Estudiantes CONTROL DE CALIDAD Grupo 15 NDocumento2 páginasDiseno Instruccional para Estudiantes CONTROL DE CALIDAD Grupo 15 NAndrés GuerreroAún no hay calificaciones
- Taller 1Documento1 páginaTaller 1Andrés GuerreroAún no hay calificaciones
- Hoja de Vida de BrandoDocumento3 páginasHoja de Vida de BrandoAndrés GuerreroAún no hay calificaciones
- Hoja de Vida de BrandoDocumento3 páginasHoja de Vida de BrandoAndrés GuerreroAún no hay calificaciones
- Taller de Afianzamiento 2Documento2 páginasTaller de Afianzamiento 2Andrés GuerreroAún no hay calificaciones
- Casos de EstudioDocumento5 páginasCasos de EstudioLuz De Luna CynthiaAún no hay calificaciones
- El Padre (Cuento de Olegario Lazo)Documento2 páginasEl Padre (Cuento de Olegario Lazo)hedienadanAún no hay calificaciones
- Tercera Entrega Habilidades de Negociación y Manejo de ConflictosDocumento31 páginasTercera Entrega Habilidades de Negociación y Manejo de ConflictosAlejandra Toro Monsalve71% (7)
- M14 U1 S1 JusmDocumento15 páginasM14 U1 S1 JusmJUANY SANTOSAún no hay calificaciones
- TEORÍA Y LA POLITÍCA SE ENCUENTRAN CON PODER Y MOTIVACIÓN (Actividad 2)Documento1 páginaTEORÍA Y LA POLITÍCA SE ENCUENTRAN CON PODER Y MOTIVACIÓN (Actividad 2)Rosa MariaAún no hay calificaciones
- Oficio #5652-2019-Vii Macrepol/Rp-Cus-Divincri-Depincri/ S.IDocumento3 páginasOficio #5652-2019-Vii Macrepol/Rp-Cus-Divincri-Depincri/ S.IYerry ChichinAún no hay calificaciones
- Biografía de Óscar OsorioDocumento3 páginasBiografía de Óscar OsorioElliot Josué GVAún no hay calificaciones
- IMPLAN MOCHIS 01 Plano Base MunicipalDocumento1 páginaIMPLAN MOCHIS 01 Plano Base MunicipalMelissa GermanAún no hay calificaciones
- El Padre José María Vélaz Nació en RancaguaDocumento2 páginasEl Padre José María Vélaz Nació en Rancaguaanon_888357759Aún no hay calificaciones
- Leyenda GauchaDocumento2 páginasLeyenda GauchaJosue ZepedaAún no hay calificaciones
- Mago 11Documento2 páginasMago 11JavierOropezaAún no hay calificaciones
- Conflictos Armados y Derecho Internacional HumanitarioDocumento39 páginasConflictos Armados y Derecho Internacional HumanitarioLaura SilvestreAún no hay calificaciones
- Rojo AmanecerDocumento6 páginasRojo AmanecerGregorio MartinezAún no hay calificaciones
- Los Vencidos - Antigona, Troyanas y HecubaDocumento4 páginasLos Vencidos - Antigona, Troyanas y HecubaValentinaAún no hay calificaciones
- U2 - S6 - Material de Trabajo de La Semana 6 - 1751876612Documento4 páginasU2 - S6 - Material de Trabajo de La Semana 6 - 1751876612pepeAún no hay calificaciones
- Reporte Cetum 2022 NoviembreDocumento20 páginasReporte Cetum 2022 Noviembresalvador ojedaAún no hay calificaciones
- Tactica Defensa. Apuntes Escuela de Entrenadores de Futbol de LugoDocumento83 páginasTactica Defensa. Apuntes Escuela de Entrenadores de Futbol de LugoSergio CarballoAún no hay calificaciones
- Operaciones Combinadas 4 PDFDocumento1 páginaOperaciones Combinadas 4 PDFGema Rodriguez DelgadoAún no hay calificaciones
- Magna Mater LivioDocumento6 páginasMagna Mater LivioPatricio Ismael Jeria Soto100% (1)
- Desde El Punto de Vista Estructural... La IliadaDocumento2 páginasDesde El Punto de Vista Estructural... La IliadaMaria Dolores Gonzalez MontesAún no hay calificaciones
- Perifrasis Locuciones FormasnopersonalesDocumento1 páginaPerifrasis Locuciones Formasnopersonalesamarfer940Aún no hay calificaciones
- El Historiador - Frases y Anécdotas - Dorrego y El Voto PopularDocumento1 páginaEl Historiador - Frases y Anécdotas - Dorrego y El Voto PopularSandra GutmanAún no hay calificaciones
- Ficha Los Pantalones de San Martin para Cuarto de PrimariaDocumento4 páginasFicha Los Pantalones de San Martin para Cuarto de PrimariaMagdalena Sánchez67% (3)
- AfroditaDocumento2 páginasAfroditapatricicloAún no hay calificaciones
- Pica y FuegoDocumento8 páginasPica y FuegoKraken Las Palmas100% (1)
- Act 2historiaDocumento4 páginasAct 2historiaJ. Arturo Aponte ParedesAún no hay calificaciones
- SIG-PO-001 Procedimiento de Enductado (Línea Subeterránea)Documento3 páginasSIG-PO-001 Procedimiento de Enductado (Línea Subeterránea)luceroqmAún no hay calificaciones
- Warhammer Ancient Battles 2.0 en ESPAÑOL - Edición 2010Documento91 páginasWarhammer Ancient Battles 2.0 en ESPAÑOL - Edición 2010blackbird413100% (1)