También podría gustarte
- Somar Manual SCT 1040-1050Documento8 páginasSomar Manual SCT 1040-1050ramiro alvarez100% (1)
- Nfpa 70Documento3 páginasNfpa 70bogginoc0% (3)
- Mecánico Dispositivo Motor: (D4AF, D4AL, D4DA, D4DB)Documento63 páginasMecánico Dispositivo Motor: (D4AF, D4AL, D4DA, D4DB)SPRAYCROM TRADING100% (2)
- Presupuesto. Reacondicionamiento de PortonDocumento1 páginaPresupuesto. Reacondicionamiento de PortonJoe FrancoAún no hay calificaciones
- Documento9 PDFDocumento2 páginasDocumento9 PDFElias BGAún no hay calificaciones
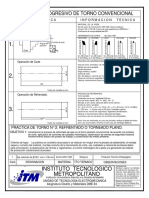
- Práctica Torno ConvencionalDocumento3 páginasPráctica Torno ConvencionalJames MachadoAún no hay calificaciones
- Full LimadoraDocumento37 páginasFull LimadoraJose Rueda100% (1)
- 1LE1603-2DA23-4AB4 Datasheet Es en PDFDocumento1 página1LE1603-2DA23-4AB4 Datasheet Es en PDFRuben HerreroAún no hay calificaciones
- Scps 01225 PQR Relix Gma 2g 001 Aws d1.1Documento2 páginasScps 01225 PQR Relix Gma 2g 001 Aws d1.1edu copperAún no hay calificaciones
- Terrazas OrtunoDocumento34 páginasTerrazas OrtunoWilder FloresAún no hay calificaciones
- 1LE1003-1CA03-4AB4 Datasheet Es enDocumento1 página1LE1003-1CA03-4AB4 Datasheet Es enRuben HerreroAún no hay calificaciones
- Limadora Tercera PracticaDocumento12 páginasLimadora Tercera PracticapapuvillaAún no hay calificaciones
- CT 383 - SCT 1015-1025 Rev. 1 10-11Documento12 páginasCT 383 - SCT 1015-1025 Rev. 1 10-11jonatas alves conceicao100% (1)
- Excel Cris 2Documento14 páginasExcel Cris 2cr.barralesAún no hay calificaciones
- N Is 700096604Documento4 páginasN Is 700096604Ericks RaulAún no hay calificaciones
- Diapositiva 7 Cuadros de Carga y Diagrama UnilinealDocumento15 páginasDiapositiva 7 Cuadros de Carga y Diagrama Unilinealaljandra saAún no hay calificaciones
- 1LE1603-2DA03-4AB4-Z F70+L51 Datasheet Es enDocumento1 página1LE1603-2DA03-4AB4-Z F70+L51 Datasheet Es enRuben HerreroAún no hay calificaciones
- 1LE1003-1CB03-4GB4-Z H04+M11+S02 Datasheet Es en PDFDocumento1 página1LE1003-1CB03-4GB4-Z H04+M11+S02 Datasheet Es en PDFRuben HerreroAún no hay calificaciones
- Catalogo Power LockDocumento15 páginasCatalogo Power Lockandsanchez90Aún no hay calificaciones
- 1LE1603-2BA23-4AB4-Z F77+L51 Datasheet Es enDocumento1 página1LE1603-2BA23-4AB4-Z F77+L51 Datasheet Es enRuben HerreroAún no hay calificaciones
- Catalogo EstandarDocumento2 páginasCatalogo EstandarGerber GarciaAún no hay calificaciones
- 1LE1603-2DB03-4AB4-Z L51 Datasheet Es enDocumento1 página1LE1603-2DB03-4AB4-Z L51 Datasheet Es enRuben HerreroAún no hay calificaciones
- Cuadro de CargasDocumento19 páginasCuadro de CargasAlejandro MonzoAún no hay calificaciones
- Alfa Laval Manual Sep G2 60 PDFDocumento184 páginasAlfa Laval Manual Sep G2 60 PDFMARCO VERAMENDIAún no hay calificaciones
- Presentación Respuesta EAAB V00Documento36 páginasPresentación Respuesta EAAB V00Rodrigo Villamil GarciaAún no hay calificaciones
- 1LE1603-1EA23-4AB4-Z F77 Datasheet Es en PDFDocumento1 página1LE1603-1EA23-4AB4-Z F77 Datasheet Es en PDFRuben HerreroAún no hay calificaciones
- Ejercicios en Software BrunoDocumento16 páginasEjercicios en Software BrunoMetalurgia ProcesosAún no hay calificaciones
- 1LE1603-2DA03-4AB4-Z F77+L51 Datasheet Es en PDFDocumento1 página1LE1603-2DA03-4AB4-Z F77+L51 Datasheet Es en PDFRuben HerreroAún no hay calificaciones
- Emer WPS 003 20 - SmawDocumento1 páginaEmer WPS 003 20 - SmawCesar Astorayme MarochoAún no hay calificaciones
- 1LE1603-2DA23-4AB4-Z F77 Datasheet Es enDocumento1 página1LE1603-2DA23-4AB4-Z F77 Datasheet Es enRuben HerreroAún no hay calificaciones
- Ejercicio 7 F1-2-3 Rev 1Documento12 páginasEjercicio 7 F1-2-3 Rev 1marhoy9Aún no hay calificaciones
- Mem - Monop Conico H25 130 Palmera 221118Documento15 páginasMem - Monop Conico H25 130 Palmera 221118Jon Murillo DazaAún no hay calificaciones
- Trabajo TKPHDocumento25 páginasTrabajo TKPHJHAIRIO CRIOLLO MERINOAún no hay calificaciones
- CoroPlusToolGuide Report 2023-08-27Documento5 páginasCoroPlusToolGuide Report 2023-08-27Johonas JohonasAún no hay calificaciones
- DT - Iii - 4Documento1 páginaDT - Iii - 4Josue RoblesAún no hay calificaciones
- Garlopa de Banco y PedestalDocumento45 páginasGarlopa de Banco y PedestalWilder Flores100% (1)
- Acero 4145Documento2 páginasAcero 4145Villalba XavichoAún no hay calificaciones
- MT K Zen Cassette-600x600-r410a-EsDocumento152 páginasMT K Zen Cassette-600x600-r410a-EsAntoni MateuAún no hay calificaciones
- Manual MullerDocumento89 páginasManual MullerFran J. Hernández MoranoAún no hay calificaciones
- Hoja Técnica de Diseño: Conductor Fase / Phase ConductorDocumento2 páginasHoja Técnica de Diseño: Conductor Fase / Phase ConductorSamir RAún no hay calificaciones
- EspecificDocumento2 páginasEspecificJuanCarlosEscaleraAún no hay calificaciones
- 1 - Dimensionamiento de La Linea de Eje LRDocumento22 páginas1 - Dimensionamiento de La Linea de Eje LRHéctor Medina100% (2)
- Mem - Monop Conico H27 80 Collocation 270120 PDFDocumento25 páginasMem - Monop Conico H27 80 Collocation 270120 PDFJohn Fredy Lopez LeonAún no hay calificaciones
- FAN COIL MEDIA ESTATICA Service Manual - En.esDocumento26 páginasFAN COIL MEDIA ESTATICA Service Manual - En.esJhon Lewis PinoAún no hay calificaciones
- Linea de AcerosDocumento5 páginasLinea de AcerosJhonyAún no hay calificaciones
- Micropilotes en CimientosDocumento2 páginasMicropilotes en Cimientosmocker1987Aún no hay calificaciones
- Tema - 13 - Xproblema Fresado PDFDocumento10 páginasTema - 13 - Xproblema Fresado PDFJOSE IGNACIO CORONADO HERNÁNDEZAún no hay calificaciones
- Catálogo NTT-castellanoDocumento12 páginasCatálogo NTT-castellanoJorge Vásquez.Aún no hay calificaciones
- Celda de Flotación Rougher de Cobre Rev 1Documento8 páginasCelda de Flotación Rougher de Cobre Rev 1Aldo J ANAún no hay calificaciones
- Aldec g2-60 - Manual - 2008 - EsDocumento184 páginasAldec g2-60 - Manual - 2008 - EsCentrifugal SeparatorAún no hay calificaciones
- Cuadro de Cargas Fuerza: T.D.F. CTO.N° Canalizacion Tab de Comandos Protec Motor #COND. MM Guard. Disy. Term. Ducto ɸDocumento12 páginasCuadro de Cargas Fuerza: T.D.F. CTO.N° Canalizacion Tab de Comandos Protec Motor #COND. MM Guard. Disy. Term. Ducto ɸIgnacio ZuñigaAún no hay calificaciones
- Planos de Montaje ReconectadoresDocumento12 páginasPlanos de Montaje ReconectadoresRobert MartinezAún no hay calificaciones
- Problemas y SolucionariosDocumento5 páginasProblemas y SolucionariosKIARA MISHIRU PENA SAENZAún no hay calificaciones
- CoroPlusToolGuide Report 2023-08-27Documento5 páginasCoroPlusToolGuide Report 2023-08-27Johonas JohonasAún no hay calificaciones
- Catalogo Colombia RAC - LCAC - 2022 OkDocumento31 páginasCatalogo Colombia RAC - LCAC - 2022 Okjisej8842Aún no hay calificaciones
- Protocolo de Aislamiento CablesDocumento2 páginasProtocolo de Aislamiento CablesMirko ContrerasAún no hay calificaciones
- Ajustes de CilindroDocumento3 páginasAjustes de Cilindroalberjose1Aún no hay calificaciones
- Ets Tinoco Justo Jose de JesusDocumento6 páginasEts Tinoco Justo Jose de JesusHector SilAún no hay calificaciones
- 000533-02-E02-HD-0004-Hojas de Datos de Seccionador SPAT 138kVDocumento3 páginas000533-02-E02-HD-0004-Hojas de Datos de Seccionador SPAT 138kVJuan Francisco RiosAún no hay calificaciones
- Manual BLTDocumento32 páginasManual BLTCarlos Andres Neira AgudeloAún no hay calificaciones
- Calculos Electricos 17 08 2021Documento62 páginasCalculos Electricos 17 08 2021Canovas Luis José100% (1)
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Cerca de 501Documento2 páginasCerca de 501bogginocAún no hay calificaciones
- Norma Iram 3929 PDF - Buscar Con GoogleDocumento2 páginasNorma Iram 3929 PDF - Buscar Con GooglebogginocAún no hay calificaciones
- Busqueda Nfpa 36Documento2 páginasBusqueda Nfpa 36bogginocAún no hay calificaciones
- Norma IramDocumento2 páginasNorma Irambogginoc0% (1)
- Etn 160 EpeDocumento1 páginaEtn 160 EpebogginocAún no hay calificaciones
- Normas DocumentosDocumento2 páginasNormas DocumentosbogginocAún no hay calificaciones
- Iso 4386Documento1 páginaIso 4386bogginocAún no hay calificaciones
- Api 570Documento3 páginasApi 570bogginocAún no hay calificaciones
- Busqueda E1316Documento2 páginasBusqueda E1316bogginocAún no hay calificaciones
- TycoDocumento1 páginaTycobogginocAún no hay calificaciones
- Tuberias Estructurada 2019 - OctDocumento6 páginasTuberias Estructurada 2019 - OctHugo Tarqui CruzAún no hay calificaciones
- Guia 2Documento4 páginasGuia 2Susan GonzálezAún no hay calificaciones
- Presupuesto de Propuesta de Alcaldia de Arani - AcpDocumento2 páginasPresupuesto de Propuesta de Alcaldia de Arani - AcpAlëjändrö Khälël ZändhërsAún no hay calificaciones
- 134Documento27 páginas134Arq.proy01 GRUPOLAYAún no hay calificaciones
- Introducción BDocumento7 páginasIntroducción BJacquelineMijaFarro0% (1)
- Grupo 10Documento60 páginasGrupo 10wenceslao galan couceiroAún no hay calificaciones
- 05 Estandar Operativo Sostenimiento Con Perno Helicoidal y MallaDocumento1 página05 Estandar Operativo Sostenimiento Con Perno Helicoidal y Mallarosel prudencio huamanAún no hay calificaciones
- Influencia de Los Tratamientos Termicos - SoldaduraDocumento3 páginasInfluencia de Los Tratamientos Termicos - Soldadurawilder_wAún no hay calificaciones
- Ductile Iron FPF SPN Metric BRO-089sm 13Documento1 páginaDuctile Iron FPF SPN Metric BRO-089sm 13jplutodAún no hay calificaciones
- Cuadro Comparativo de FibrasDocumento1 páginaCuadro Comparativo de FibrasIvan CarmannAún no hay calificaciones
- Raijin CatalogoDocumento39 páginasRaijin CatalogoGermán CampoyAún no hay calificaciones
- Cemento Blanco ToltecaDocumento3 páginasCemento Blanco Toltecagcanovas20072367Aún no hay calificaciones
- Tema 5 Siderurgia (Metalurgia Hierro)Documento31 páginasTema 5 Siderurgia (Metalurgia Hierro)Juan LozaAún no hay calificaciones
- Criterios Técnicos Constructivos PDFDocumento6 páginasCriterios Técnicos Constructivos PDFRichard Eduard Tejada VillanuevaAún no hay calificaciones
- Los CasaDocumento4 páginasLos CasaBriham S. Jalisto JalixtoAún no hay calificaciones
- Herramienta de CorteDocumento6 páginasHerramienta de CorteLuis GCAún no hay calificaciones
- Pepe HormigonDocumento103 páginasPepe HormigonkugadorAún no hay calificaciones
- El Concreto UsilDocumento47 páginasEl Concreto UsilYanpieer HinostrozaAún no hay calificaciones
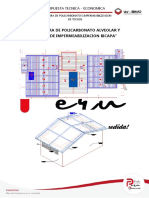
- Propuesta Tecnica - Economica Rv.02Documento7 páginasPropuesta Tecnica - Economica Rv.02PRESUPUESTOS PDA PERUAún no hay calificaciones
- Practica 5Documento3 páginasPractica 5Julian Camilo Corredor GomezAún no hay calificaciones
- +perfiles Varios Trae LouverDocumento60 páginas+perfiles Varios Trae LouverCRISTIANQUEZADAAún no hay calificaciones
- Luminaria Sumergible Halogena 300wDocumento3 páginasLuminaria Sumergible Halogena 300wJose Manuel Mendoza PAún no hay calificaciones
- NTC 2674Documento79 páginasNTC 2674Paolita Uribe100% (1)
- FT Aquatherm Red PipeDocumento3 páginasFT Aquatherm Red PipeGabriel AngelAún no hay calificaciones
- Diseño de Muro - LlaveDocumento2 páginasDiseño de Muro - LlaveJuan Carlos Gerardino SandovalAún no hay calificaciones
- Aguas Negras 14-2Documento48 páginasAguas Negras 14-2Lismary Perez YepezAún no hay calificaciones
- Cuestionario 2Documento152 páginasCuestionario 2Javier BasAún no hay calificaciones
- Precios Unitarios 4+400 16 de Abril Del 2012Documento24 páginasPrecios Unitarios 4+400 16 de Abril Del 2012Juan CooperAún no hay calificaciones
- Accesorios Alcantarillado FIMACADocumento6 páginasAccesorios Alcantarillado FIMACAcamatuteAún no hay calificaciones