También podría gustarte
- DIN 8570 y AWS D1 Modelo para MVDocumento4 páginasDIN 8570 y AWS D1 Modelo para MVLutz Rheineck100% (2)
- Manual de Servicio Molino VerticalDocumento41 páginasManual de Servicio Molino VerticalFernando Chirinos GarateAún no hay calificaciones
- Libro C. Bastidas 1Documento58 páginasLibro C. Bastidas 1Fernanda Santana Vergara100% (2)
- Vanhoye Acojamos A CristoDocumento181 páginasVanhoye Acojamos A CristoAldo Gil100% (5)
- Aceros de Alta Resistencia. Aplicaciones TERNIUM SIDERARDocumento9 páginasAceros de Alta Resistencia. Aplicaciones TERNIUM SIDERARCristian NoriegaAún no hay calificaciones
- Seleccion de Chavetas y Dimensionamiento de ChaveterosDocumento2 páginasSeleccion de Chavetas y Dimensionamiento de ChaveterosAlejandroAún no hay calificaciones
- Acoplamientos Flender PDFDocumento36 páginasAcoplamientos Flender PDFJorge A Vilal0% (1)
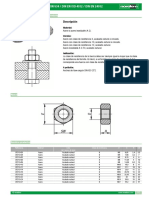
- Tuerca DIN-936 (Baja)Documento1 páginaTuerca DIN-936 (Baja)Alejandro MoscosoAún no hay calificaciones
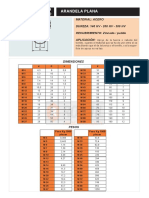
- DIN-125 Arandelas Planas MilimétricasDocumento1 páginaDIN-125 Arandelas Planas MilimétricasLuis Felipe Cortes Pacheco100% (2)
- Anillos Fijacion TOLLOK PDFDocumento42 páginasAnillos Fijacion TOLLOK PDFjoaquin torrano veraAún no hay calificaciones
- Poleas y Busing MaskaDocumento94 páginasPoleas y Busing MaskaSergio Héctor Rivera CuevasAún no hay calificaciones
- Poleas SPBDocumento8 páginasPoleas SPBWilfredo ApazaAún no hay calificaciones
- Catalogo OtiaDocumento41 páginasCatalogo OtiaimegenAún no hay calificaciones
- CATALOGO SEALTEK International ESPAÑOLDocumento63 páginasCATALOGO SEALTEK International ESPAÑOLFranklin Omar Tumalli100% (1)
- Probador de Tension de Correas en VDocumento2 páginasProbador de Tension de Correas en Vlnavajim0% (1)
- LENTAX Catalogo 221Documento54 páginasLENTAX Catalogo 221mdcurto67% (3)
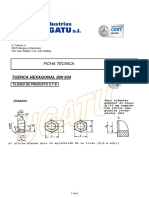
- Tuercas Hexagonales DIN 934 DIN en ISO 4032 DIN en 24032 - EsDocumento3 páginasTuercas Hexagonales DIN 934 DIN en ISO 4032 DIN en 24032 - EsagarciaAún no hay calificaciones
- MANUAL ENTRENAMIENTO Bombas KSBDocumento224 páginasMANUAL ENTRENAMIENTO Bombas KSBJose Luis Crespo GallardoAún no hay calificaciones
- Catalogo Bujes - "Taper-Lock"Documento6 páginasCatalogo Bujes - "Taper-Lock"tatiana hernandezAún no hay calificaciones
- Chavetas Con Juego Radial y PrisioneroDocumento1 páginaChavetas Con Juego Radial y PrisioneromartinutniemAún no hay calificaciones
- Ruedas Dentadas para CadenasDocumento2 páginasRuedas Dentadas para Cadenasferracko13Aún no hay calificaciones
- Catalogo Seguros Seeger PDFDocumento44 páginasCatalogo Seguros Seeger PDFVlad FernAún no hay calificaciones
- 2020 - Bombas Doble TornilloDocumento154 páginas2020 - Bombas Doble TornilloLeonardo SallustioAún no hay calificaciones
- Tabla Comparativa de Normas Internacionales de Aceros de CalidadDocumento1 páginaTabla Comparativa de Normas Internacionales de Aceros de Calidadisai100% (1)
- NSK Rodamientos Catalogo GeneralDocumento3 páginasNSK Rodamientos Catalogo GeneralFamily HTAún no hay calificaciones
- Din 934Documento6 páginasDin 934f.castrejonAún no hay calificaciones
- ChavetaDIN 6885 6886 PDFDocumento1 páginaChavetaDIN 6885 6886 PDFMiguelRagasAún no hay calificaciones
- VE (Es-En) Vertical Pump EnsivalDocumento9 páginasVE (Es-En) Vertical Pump EnsivalMarco Soto0% (1)
- Roscas NPT y NpsDocumento1 páginaRoscas NPT y NpsAlbertury KreshAún no hay calificaciones
- UntitledDocumento16 páginasUntitledIrving RamirezAún no hay calificaciones
- Reporte de Reparacion H 50 48 24 9Documento9 páginasReporte de Reparacion H 50 48 24 9ositorxAún no hay calificaciones
- Rosca TrapezoidalDocumento2 páginasRosca TrapezoidalWilmar Andres Chaparro Riano0% (1)
- Diseño SCIDocumento20 páginasDiseño SCIRichard PaulAún no hay calificaciones
- Manual Overhould Bba Sulzer MC 80-260-9Documento11 páginasManual Overhould Bba Sulzer MC 80-260-9Douglas DuarteAún no hay calificaciones
- Calculo Rueda Dentada Segun Norma DIN 8187Documento2 páginasCalculo Rueda Dentada Segun Norma DIN 8187miguel santos 567% (3)
- Reductores - Sew PDFDocumento56 páginasReductores - Sew PDFfjalzina100% (1)
- Productos de Ternium Siderar - Premio Ternium Siderar de Diseño ...Documento25 páginasProductos de Ternium Siderar - Premio Ternium Siderar de Diseño ...yoharamyAún no hay calificaciones
- Plano ManHoleDocumento1 páginaPlano ManHoleJuan Carlos CuadrosAún no hay calificaciones
- Reductores FlendersDocumento75 páginasReductores Flendersalberto100% (1)
- Manual Servicio Bomba KSB MegachemDocumento23 páginasManual Servicio Bomba KSB MegachemFrancisco Pulgar PizarroAún no hay calificaciones
- Especificaciones Acero AISI 4140Documento1 páginaEspecificaciones Acero AISI 4140reynviu0% (1)
- Rugosidades Superficiales DMDocumento14 páginasRugosidades Superficiales DMsolrac4371Aún no hay calificaciones
- IntroducciÓnDocumento4 páginasIntroducciÓnPakirry IglesiasAún no hay calificaciones
- Acabado Suprficial PresentacionDocumento18 páginasAcabado Suprficial PresentacionCrisner ToicenAún no hay calificaciones
- Acabamentos SuperficialesDocumento5 páginasAcabamentos SuperficialesManuel DomínguezAún no hay calificaciones
- Cuestionario Tema 6Documento4 páginasCuestionario Tema 6Antonio Guerrero DorantesAún no hay calificaciones
- 5 - 1 Estados Superficiales 04Documento42 páginas5 - 1 Estados Superficiales 04David Padial0% (1)
- Trabajo DistriDocumento6 páginasTrabajo Distrimaria camilaAún no hay calificaciones
- Tratamiento de Superficies para PintarDocumento3 páginasTratamiento de Superficies para PintarCarlos Oreste VazquezAún no hay calificaciones
- 6 Dibujo Tecnico Acabado Superficial Tratamientos y Mecanizados EspecialesDocumento20 páginas6 Dibujo Tecnico Acabado Superficial Tratamientos y Mecanizados EspecialesTita BessoneAún no hay calificaciones
- Dibujo Tecnico Acabado Superficial Tratamientos y Mecanizados Especiales PDFDocumento19 páginasDibujo Tecnico Acabado Superficial Tratamientos y Mecanizados Especiales PDFTelmoAún no hay calificaciones
- Dibujo Tecnico Acabado Superficial Tratamientos y Mecanizados Especiales PDFDocumento19 páginasDibujo Tecnico Acabado Superficial Tratamientos y Mecanizados Especiales PDFLuis Rolando Cuevas CerdaAún no hay calificaciones
- Actividad 1 Semana 2Documento13 páginasActividad 1 Semana 2Hayden MendietaAún no hay calificaciones
- TEMA Acabados Superficiales PDFDocumento35 páginasTEMA Acabados Superficiales PDFManuel Lopez VazquezAún no hay calificaciones
- Acbados SuperficialesDocumento11 páginasAcbados SuperficialesJorgeAún no hay calificaciones
- SIGNOS SUPERFICIALES (DIN 140 y 3141)Documento5 páginasSIGNOS SUPERFICIALES (DIN 140 y 3141)lufefoAún no hay calificaciones
- Dimensionado de Inductores 1Documento8 páginasDimensionado de Inductores 1LIMBERTOLEDO100% (1)
- 4aa. Herramienta de Corte - 24 - Videos de Maq-Herr.Documento24 páginas4aa. Herramienta de Corte - 24 - Videos de Maq-Herr.IRIGOIN VASQUEZ JOSE LILERAún no hay calificaciones
- Clasificación y Normas de Preparación SuperficialDocumento4 páginasClasificación y Normas de Preparación SuperficialMarcelo Andres Donoso Rodriguez100% (1)
- Fusible Tipo KDocumento2 páginasFusible Tipo KRichard HuamánAún no hay calificaciones
- Formatos de Dibujo TecnicoDocumento8 páginasFormatos de Dibujo TecnicoMoises Roger Jimenez SalinasAún no hay calificaciones
- Tabla de Aceros AISI - SAEDocumento11 páginasTabla de Aceros AISI - SAEMauricio_Parra_1594100% (1)
- Analisis e Rotura en El Extremo de Un Eje MotorDocumento6 páginasAnalisis e Rotura en El Extremo de Un Eje MotordickmendezAún no hay calificaciones
- Grúas Ciclos de Trabajo PesadoDocumento2 páginasGrúas Ciclos de Trabajo PesadoMoises Roger Jimenez SalinasAún no hay calificaciones
- Guia Tecnica Curtiembres DecodificadoDocumento610 páginasGuia Tecnica Curtiembres DecodificadoMoises Roger Jimenez Salinas100% (1)
- RTK TopografiaDocumento3 páginasRTK TopografiaLADY GUTIERREZAún no hay calificaciones
- Roll RoyceDocumento2 páginasRoll RoyceSebastian PerezAún no hay calificaciones
- Securitas Reporte de Sostenibilidad 2020Documento37 páginasSecuritas Reporte de Sostenibilidad 2020ComunicarSe-ArchivoAún no hay calificaciones
- Resumen Examen de Grado e Internado IntraDocumento302 páginasResumen Examen de Grado e Internado Intraconstanza telloAún no hay calificaciones
- Leccion de Contabilidad de CostosDocumento6 páginasLeccion de Contabilidad de CostosFrank ElizaldeAún no hay calificaciones
- Tutoria Estatua de Las Emociones. 2024Documento4 páginasTutoria Estatua de Las Emociones. 2024CharoAún no hay calificaciones
- Comparacion Tegumento 1Documento2 páginasComparacion Tegumento 1Pedrito KaBallero NickAún no hay calificaciones
- La Pera Limonera - 3523Documento2 páginasLa Pera Limonera - 3523carlos1mjAún no hay calificaciones
- Desmontaje de La Caja de CambiosDocumento7 páginasDesmontaje de La Caja de CambiosAmanda BenavidesAún no hay calificaciones
- Material Yoga MarzoDocumento18 páginasMaterial Yoga MarzoSebastián SaezAún no hay calificaciones
- Insulinoterapia 2022Documento142 páginasInsulinoterapia 2022Diabetes PilarAún no hay calificaciones
- EndosomaDocumento7 páginasEndosomaJessica JalcaAún no hay calificaciones
- Unidad 4. Tema 1. Fuerzas Centrales. PropiedadesDocumento29 páginasUnidad 4. Tema 1. Fuerzas Centrales. PropiedadesSoporte TecnicoAún no hay calificaciones
- Examen de Admisión Uni 3Documento14 páginasExamen de Admisión Uni 3davo paredesAún no hay calificaciones
- Cuadro Comparativo Operaciones Cosecha y Poscosecha - de - Raiz 3 - PDocumento10 páginasCuadro Comparativo Operaciones Cosecha y Poscosecha - de - Raiz 3 - PKATHERINE ESTEFANIA CHASI MORAAún no hay calificaciones
- Acuiferos en AfricaDocumento12 páginasAcuiferos en AfricaGilda Rocio Flores NoaAún no hay calificaciones
- Industrial Data 1560-9146: Issn: Iifi@unmsm - Edu.peDocumento10 páginasIndustrial Data 1560-9146: Issn: Iifi@unmsm - Edu.peDavid ChisaguanoAún no hay calificaciones
- Laboratorio BentonitaDocumento6 páginasLaboratorio BentonitaheidymunevarAún no hay calificaciones
- Ladrillos EcologicosDocumento3 páginasLadrillos EcologicosJUAN ANDRES LUNA LOPEZAún no hay calificaciones
- Ensayo de Ladrillos EcologicosDocumento65 páginasEnsayo de Ladrillos EcologicosRosario Osco PomaAún no hay calificaciones
- Tarea 05 - Procesador de Señal Digital (DSP) (MUESTRA)Documento28 páginasTarea 05 - Procesador de Señal Digital (DSP) (MUESTRA)Mincho Perez ClavelAún no hay calificaciones
- 2 4 3-Y-2 5-CasasDocumento12 páginas2 4 3-Y-2 5-CasasAlfredo OllervidesAún no hay calificaciones
- Proyecto - PM Fire Truck 061219Documento4 páginasProyecto - PM Fire Truck 061219Saul Jose Lugo MartheAún no hay calificaciones
- Teoría Informacional de La Personalidad DE Pedro OrtizDocumento23 páginasTeoría Informacional de La Personalidad DE Pedro OrtizViviana Del Carpio60% (10)
- Replanteo y NivelaciónDocumento2 páginasReplanteo y NivelaciónCesar MoraAún no hay calificaciones
- Planta AzucareraDocumento41 páginasPlanta AzucareraFlor SilvaAún no hay calificaciones
- Margaret MahlerDocumento6 páginasMargaret MahlerJavier LoyolaAún no hay calificaciones
- AlcoholesDocumento35 páginasAlcoholesOmar Saucedo HernandezAún no hay calificaciones
- Cotizacion 2022-017 Luminaria LedvanceDocumento1 páginaCotizacion 2022-017 Luminaria LedvanceRuth NadiiaAún no hay calificaciones