También podría gustarte
- Análisis - Un Marco para La Gestión Estratégica de Activos de InfraestructuraDocumento5 páginasAnálisis - Un Marco para La Gestión Estratégica de Activos de InfraestructuraEDISON ANTONIO CORDOBA MORENOAún no hay calificaciones
- Lista de Precios RMS Instituciones - Septiembre 2021Documento30 páginasLista de Precios RMS Instituciones - Septiembre 2021tuliofedericoAún no hay calificaciones
- Programa de Mantenimiento de Flota Liviana Mediana y Auxiliar 3141Documento1 páginaPrograma de Mantenimiento de Flota Liviana Mediana y Auxiliar 3141AdrianVargasAún no hay calificaciones
- Gomas de Ballestas DelanterasDocumento2 páginasGomas de Ballestas DelanterasAdrianVargasAún no hay calificaciones
- Amortiguador de CabinaDocumento2 páginasAmortiguador de CabinaAdrianVargasAún no hay calificaciones
- Cartilla 26-242Documento2 páginasCartilla 26-242AdrianVargasAún no hay calificaciones
- Cartilla 22-522Documento1 páginaCartilla 22-522AdrianVargasAún no hay calificaciones
- Cartilla 26-246Documento2 páginasCartilla 26-246AdrianVargasAún no hay calificaciones
- Indicadores Más ComunesDocumento8 páginasIndicadores Más ComunesAdrianVargasAún no hay calificaciones
- Listado Equipos 2023Documento2 páginasListado Equipos 2023AdrianVargasAún no hay calificaciones
- Herraminetas Confipetrol Cuajone 2023Documento17 páginasHerraminetas Confipetrol Cuajone 2023AdrianVargasAún no hay calificaciones
- Etuserge Mar Y Sol S.C.R.L: Factura ElectrónicaDocumento1 páginaEtuserge Mar Y Sol S.C.R.L: Factura ElectrónicaAdrianVargasAún no hay calificaciones
- Tarjeta 08032023Documento1 páginaTarjeta 08032023AdrianVargasAún no hay calificaciones
- Leccion 7 Seguridad en El Trabajo PDFDocumento67 páginasLeccion 7 Seguridad en El Trabajo PDFAdrianVargasAún no hay calificaciones
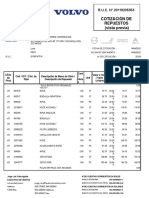
- Repuestos (Vista Previa) : Cotización deDocumento2 páginasRepuestos (Vista Previa) : Cotización deAdrianVargasAún no hay calificaciones
- PAY02Documento23 páginasPAY02AdrianVargasAún no hay calificaciones
- Mantenimiento Preventivo Sistema de Frenos CamionesDocumento7 páginasMantenimiento Preventivo Sistema de Frenos CamionesAdrianVargasAún no hay calificaciones
- Filtro Secador 07 444Documento2 páginasFiltro Secador 07 444AdrianVargasAún no hay calificaciones
- 2do Balotario Seguridad y Salud en El TrabajoDocumento2 páginas2do Balotario Seguridad y Salud en El TrabajoAdrianVargasAún no hay calificaciones
- Listado de Equipos - Taller 28.03.22Documento18 páginasListado de Equipos - Taller 28.03.22AdrianVargasAún no hay calificaciones
- Solicitud - Creación - Materiales - SAP - SPCC - CONFIPETROL - 2021-C211Documento3 páginasSolicitud - Creación - Materiales - SAP - SPCC - CONFIPETROL - 2021-C211AdrianVargasAún no hay calificaciones
- 2do Balotario Seguridad y Salud en El TrabajoDocumento2 páginas2do Balotario Seguridad y Salud en El TrabajoAdrianVargasAún no hay calificaciones
- Clasificación de Las Variables EstadísticasDocumento7 páginasClasificación de Las Variables EstadísticasFer Nao JejeAún no hay calificaciones
- Tarea 1 Semana 2Documento14 páginasTarea 1 Semana 2Jennifer CamachoAún no hay calificaciones
- Ejercicios Sobre Ley de La Continuidad 1Documento4 páginasEjercicios Sobre Ley de La Continuidad 1Henry Sanchez Jr.Aún no hay calificaciones
- Acta de Hallazgo y Recojo Walas 2Documento2 páginasActa de Hallazgo y Recojo Walas 2Alex CoronadoAún no hay calificaciones
- 2 El FullCANDocumento36 páginas2 El FullCANjldiiorioAún no hay calificaciones
- EDIFICIO CEREZO DetllDocumento38 páginasEDIFICIO CEREZO DetllFabio Arturo Chumacero PonteAún no hay calificaciones
- Ejempo de UNIDAD DIDÁCTICA N 1 EbanisteríaDocumento7 páginasEjempo de UNIDAD DIDÁCTICA N 1 EbanisteríaMaria Bartolo JAún no hay calificaciones
- Guía Didáctica Radio EducativaDocumento4 páginasGuía Didáctica Radio EducativaRaulDuarteRivadoAún no hay calificaciones
- Elaboracion de Una Mejora Continua para Un Banco de Bateria en La Subestacion Electrica Perteneciente A CorpoelecDocumento33 páginasElaboracion de Una Mejora Continua para Un Banco de Bateria en La Subestacion Electrica Perteneciente A Corpoelecmaikel hernandezAún no hay calificaciones
- Limite de CO para El Ensayo ITVDocumento45 páginasLimite de CO para El Ensayo ITVtrialnaqueraAún no hay calificaciones
- Samboro InnovacionTecnologiaSustentableDocumento12 páginasSamboro InnovacionTecnologiaSustentablemafy223Aún no hay calificaciones
- ULTIMADocumento2 páginasULTIMAAdriana LuceroAún no hay calificaciones
- 10.pets 010 Sso Arc Pets Remolque de Vehiculos SiniestradosDocumento4 páginas10.pets 010 Sso Arc Pets Remolque de Vehiculos SiniestradosjeslinAún no hay calificaciones
- Diag Frenos 6X6 Ser - 12191 DescripDocumento3 páginasDiag Frenos 6X6 Ser - 12191 Descripjorge william ramirezAún no hay calificaciones
- U3.integral Indefinida 1Documento7 páginasU3.integral Indefinida 1Mentalidad AmbiciosaAún no hay calificaciones
- Comercio DigitalDocumento2 páginasComercio DigitalPaola MonteroAún no hay calificaciones
- Enfoques Plurilingues y Educacion A DistanciaDocumento23 páginasEnfoques Plurilingues y Educacion A DistanciaManuela LunatiAún no hay calificaciones
- Puntos de Comprobación de Base de Datos FullDocumento26 páginasPuntos de Comprobación de Base de Datos FullVictor CubillaAún no hay calificaciones
- Examen Segundo Parcial. Grupo 1 Tecnología de La CargaDocumento6 páginasExamen Segundo Parcial. Grupo 1 Tecnología de La CargaJuank Z BkAún no hay calificaciones
- Termohigrometro SSN 22ETDocumento1 páginaTermohigrometro SSN 22ETJennifer VenturaAún no hay calificaciones
- C-3 18-225 Bbc-208-Ba-001Documento2 páginasC-3 18-225 Bbc-208-Ba-001mriosqAún no hay calificaciones
- Catálogo Niu 2019 - PDFDocumento65 páginasCatálogo Niu 2019 - PDFCelia Eugenia NunezAún no hay calificaciones
- Evaluación U1 Aseguramiento de La CalidadDocumento9 páginasEvaluación U1 Aseguramiento de La CalidadJeison Andres100% (1)
- Informe Marzo-Abril-2020-CTS-2do y 3roDocumento12 páginasInforme Marzo-Abril-2020-CTS-2do y 3roLEANDRO GARCIA CHAVEZAún no hay calificaciones
- Carta Asignacion Responsable Del SistemaDocumento2 páginasCarta Asignacion Responsable Del SistemaJuank PuebloAún no hay calificaciones
- Actividad 1 Sistemas InformaticosDocumento28 páginasActividad 1 Sistemas InformaticosJose Valentin Alvarez GarciaAún no hay calificaciones
- Natu CDocumento4 páginasNatu CRuben Garcia FernandezAún no hay calificaciones
- Factura Mty 7807906Documento1 páginaFactura Mty 7807906Ricardo CasasAún no hay calificaciones