Documentos de Académico
Documentos de Profesional
Documentos de Cultura
1168 1569 1 PB PDF
1168 1569 1 PB PDF
Cargado por
Sebastián GonzálezTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
1168 1569 1 PB PDF
1168 1569 1 PB PDF
Cargado por
Sebastián GonzálezCopyright:
Formatos disponibles
Experiencias sobre la utilización de gas
natural en la fabricación de clínker
SANTIAGO CIBERT FORTET
lORCE COROMINA CASADELLA
Ingenieros Químicos I.Q.S.
Auxiliar de la Construcción, S. A. i
1. INTRODUCCIÓN
Cuando en 1967 GAS NATURAL, S. A. de Barcelona realizaba los estudios del mercado
potencial de consumidores de gas natural, en el área de Barcelona, se establecieron con-
versaciones sobre la posibilidad de emplearlo en la fábrica de Cementos Sansón, que
L.A.C.S.A. posee en Sant Felíu de Llobregat.
A consecuencia de las mismas, sé estudiaron con detalle:
1.° Las inversiones en:
Red hasta fábrica.
Red interior.
Celdas de regulación y medidas.
Celdas de protección.
Mechero, etc.
2.'' Los riesgos que significaba efectuar la producción, en cantidad y/o calidad, durante
las pruebas o período de adaptación de un nuevo combustible.
3.° Las ventajas de disponer de un combustible sustituto del fuel-oil, dado que el mer-
cado del carbón en España descartaba a éste para su empleo en los hornos de clínker.
4.'' La disminución de la contaminación, no sólo por la reducción del contenido de SO2
en humos, sino por mejorar los rendimientos de los filtros electrostáticos al aumen-
tar el contenido de humedad en aquéllos.
Desde el punto de vista de posibles aumentos o disminución de rendimientos energéti-
cos o capacidad de producción, los datos disponibles no pern})itieron prejuzgar en que
sentido se efectuarían.
Por el hecho de haber sido La Auxiliar de la Construcción en la factoría de San Justo
Desvern la pionera del empleo del fuel-oil en España para la fabricación de clínker,
también existía el interés de ser los pioneros del gas natural.
A consecuencia de todo ello, durante el 68 se estableció un plan de trabajo conjunto con
GAS NATURAL, tanto desde el punto de vista técnico como económico, que permitió
establecer un protocolo de contrato, de forma que en la primavera del 69 se empezaron
las pruebas de consumo de gas natural en el primer horno y, paulatinamente, su incor-
poración como combustible normal.
23
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
2. GENERALIDADES SOBRE EL GAS NATURAL
2.1. Datos sobre el gas natural en el mundo y su empleo en cementos
Con el fin de situar al Gas Natural dentro del balance mundial de energía disponible,
analicemos brevemente, y en primer lugar, los consumos y reservas mundiales para dete-
nernos después en su utilización en la Industria del Cemento.
2.1.1. Reparto mundial de energía consuvíiida (1)
Del total de la energía consumida en el mundo en el año 1973 un 56 % fue de petróleo,
mientras qué el gas natural y el carbón quedaron nivelados en un 18 % (tabla 1).
Estimaciones aproximadas señalan que para el año 1990 el consumo energético en carbón,
gas natural y nuclear serán equivalentes, situándose entre un 15 y un 20 % del total.
TABLA 1
1973 1990
M M b / d equival. M M b/d
( X 166 = M M m V d ) % equivalentes %
Canhón 16 18 25-40 17-22
Petró'l'eo 48 56 63-71 44-39
1 Gas natural 16 18 20-23 14-13
Hidráuilloa 6 7 10-12 7-7
N'uolear 1 1 25-30 17-17
Otros 2-4 1-2
2.1.2. Reservas de gas y distribución de consumos
El total de reservas de gas natural en el mundo en el año 1974 se estimaron en 64 X 10^^
m^ (1). La mayor reserva mundial se atribuía a la URSS con un 36 %, seguido por Orien-
te Medio (24 %) y Norte América (14 %) (tabla 2).
TABLA 2
Total reservas en 1974: 64 X 1 0 Í 2 ni3 (1)
36 7o URSS
24 % Oriente Medio
14 7o Norte América
9 7o Europa Occidental
8 7o África
5 7o Extremo Oriente
3 7o Súdame rica
1 7o Europa Oriental + China ...
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
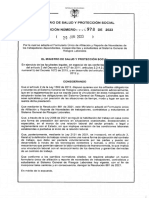
El consumo de gas natural estimado en 1974 fue de 1,21 X 10^^ m^ (1), correspondiendo
más de la mitad a Norte América, seguido de la URSS con un 19 % (fig. 1)
ESTIMATED
NATURAL GAS CONSUMPTION \H 1974
1210 MILLIARD M^
(iO^)
U.S.S.R..230
CHINA a
5 % \ E.EUR0PE60
N. AMERICA
690 W.EUROPE
160
RESTOF WORLD
70
EQUIVALEN! TO APPROX. 2Q5 MiaiON B/D OIL
Fig. 1
2.1.3. Consumo de gas en la fabricación de cemento
La industria del cemento consume en general proporciones pequeñas de gas natural, res-
pecto al consumo del resto de industrias. Tenemos, por ejemplo, los casos de Francia y
G. Bretaña que en 1973 consumieron en cemento el 4,5 % del gas natural consumido en
la industria (tabla 3).
TABLA 3
% Cons. cemento
Consumo total
Año 1973 % Consumo Ind. respecto ind.
Tcal (3)
(4)
Austria 34.460 80,8
1 Bélgica 77.846 79,2
1 Canadá 257.398 54,3
Checoslovaquia 31.862 66,3
1 Riep. Fed. Al ©man a 352.516 75,9
Francia 145.353 58,8 4,5
Rep. Dem. Alemana 37.269 79,3
Italia 154.744 71,2 3,3
Holanda 315.106 60,7 1,2
Ruima'niía 165.706 83,6
G. Bretaña 271.656 45,3 4,5
USA 5.066.133 61,4 (2,3)
URSS 1.827.121 85,7
España 7.656 74,4 1,9
25
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
2.1.4. Evolución del empleo de combustibles en la industria del cemento
Centrándonos en la industria del cemento, el combustible utilizado mayoritariamente en
Europa es el fuel-oil. De los datos recopilados del año 1974, el país que mayor propor-
ción de gas natural consumió en la industria del cemento fue Alemania Occidental, con
unas proporciones de 72 % de fuel, 21 % de gas natural y 7 % de carbón (tabla 4).
TABLA 4
1962 (2) 1973 (4) (5) 1974 (5)
C F.O C.N C F.O C.N c F.O C.N
Alemania Or. 99,0 0 1,0
Francia 80,4 14,1 5,1 4,0 85,0 11,0 4 85,0 11,0
Italia 18,0 68,0 14,0 1,5 85,8 12,7 1 84,7 13,6
Luxemburgo 79,5 0 20,5
URSS 37,7 10,5 51,8
G. Bretaña 63,5 36,5 0 14,3
USA 47,6 6,0 46,4
Alemania Occ. 68,5 31,0 0,5 2,0 69,0 29,0 7 72,0 21,0
2.1.5. Desarrollo del gas natural en España
España inició la importación de gas natural licuado en el año 1969, para abastecer el
área de Barcelona. El consumo en cemento se inició ya desde el primer momento, si
bien su consumo fue en principio reducido.
En el pasado año 1975 el consumo total de gas natural fue de 8.560 Tcal que equivalen
a 8,5 X 10^ m^, de las que la industria cementera empleó un 3,18 %. La totalidad del
consumo de la industria cementera corresponde a la planta de la Auxiliar de la Cons-
trucción, S. A. de San Felíu de Llobregat (Cementos Sansón),
El reparto de combustible utilizado en dicha planta en 1975 fue de un 58 % de fuel-oil
y un 42 % de gas natural.
2.2. Combustibles líquidos y gaseosos
A continuación describimos, de modo resumido, las principales características de ambos
tipos de combustible usados en la industria cementera.
También se analizan, brevemente, las influencias observadas en su utilización debidas a
su distinta naturaleza.
2.2.1. Principales características
El gas natural empleado en Barcelona está básicamente compuesto por una mezcla de
84 % de metano y un 16 % de etano. Además posee también trazas de propano, butano y
nitrógeno.
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
En la tabla 5 aparece la composición volumétrica, así como sus principales característi-
cas de combustión.
TABLAS
Características del Gas Natural de Barcelona
Composición volumétnica:
CH4 83,75 %
! C2H6 15,59 7o
1 OHs 0,18 7o
C4H10 0,02 7o
N2 0,46 7o
S total 10 p p m .
Poder calorífico su¡p€rio¡r: PCS 10.660 k c a l / N m ^
Poder c a l o r í f i c o i n f e r i o r : PCI 9.624 kcaVNm-^
Peso específico 0,8217 k g / N m ^
Densidad re^lativa 0,6365 k g / N m ^
índice d e W o b b e 13.372
A i r e teórico 10i,62 m V m ^
V o l u m e n humos húmedos 11,70 m V m ^
V o l u m e n h u m o s secos 9,55 m V m '
CO2 m á x i m o en humos secos 12,10
TABLA 6
Características aproximadas del fuel-oil pesado n.*" 2
Composición:
C 8 4 7o peso
H 12 7o p e s o
S 2,5-3 7o
Residuos H2O 1 -1,5 7o
Poder calorífico superior 10.360 k c a l / k g
Poder calorífico inferior 9.700 k c a l / k g
PesO' específico 0,946 k g / L
A i r e (teórico 10,78 m V k g
Voilumen humos húmedos 11,5 mVkg
V o l u m e n humos secos 10,1 mVkg
Las características del fuel-oil aparecen en la tabla 6. Comparando ambos combustibles
se observa que el contenido calórico del kg de fuel-oil se asemeja al del Nm^ de gas na-
tural. Por otra parte, se deduce que las necesidades de aire por calor útil se diferen-
cian en un 0,6 %, es decir, el gas natural requiere un 0,6 % menos de aire que el fuel.
2.2.2. Consideraciones sobre la utilización del fuel-oil y gas natural para la fabricación
de clínker
Dada la distinta naturaleza de ambos combustibles, es factible exponer las siguientes con-
sideraciones :
a) La mezcla de combustible-carburante puede ajustarse mejor mediante un combus-
tible gaseoso, dado que su dispersión a escala molecular facilita esta mezcla frente a
la pulverización de fuel.
27
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
b) El encendido es más cómodo que en el caso del fuel-oil.
c) La mayor claridad en la atmósfera del horno utilizando gas natural permite una ins-
pección ocular más completa, especialmente en el caso de enfriador de parrilla. Esto
seguramente implica una mayor efectividad de los sistemas de control de radiac-
ción o cámaras de televisión.
d) Las inversiones necesarias para una instalación de gas natural, suponiendo el gas a
pie de fábrica, así como los gastos de mantenimiento y de uso, son inferiores que los
propios del fuel y todavía más respecto al carbón (10).
e) El volumen de gases de combustión del gas natural es del orden de un 3-4 % supe-
rior al fuel-oil, lo cual en algunos casos puede limitar la producción del horno.
En la bibliografía y las publicaciones más recientes se encuentran muchas contradiccio-
nes en cuanto a los rendimientos obtenidos con el gas natural y el fuel-oil. Datos recien-
tes de la URSS (3) cifran un ahorro en calorías del 6 % respecto al carbón, y en Alema-
nia Oriental (10) ahorros del 4,2 % respecto al fuel.
Sin embargo, según otras informaciones (11), los resultados obtenidos son de un 5 % su-
periores respecto al fuel-oil y en algunos, incluso, se han visto obligados a disminuir pro-
ducciones.
Es difícil generalizar sobre las ventajas de uno u otro combustible. Parece ser que tiene
gran importancia el tipo de quemador empleado: hay casos en que en el mismo horno
se han obtenido resultados totalmente opuestos usando diferentes quemadores (10).
Seguramente debido a la versatilidad de la llama de gas natural, hace que la influencia
del quemador sea importantísima, lo cual puede explicar las contradicciones que hay en
la bibliografía actual sobre el tema.
3. EQUIPOS DE COMBUSTIÓN
Los equipos de combustión que se han empleado para el gas natural en la industria del
cemento han ido evolucionando sustancialmente. Podemos citar los principales, así como
las tendencias actuales sobre la construcción de quemadores.
En un principio se empleaba un simple tubo, que en algunos casos se ramificaba en sus
extremos produciendo varias salidas paralelas de gas.
Posteriormente, se han empleado quemadores con una salida única a través de un in-
yector calibrado y circundado por aire primario en rotación; éstos son los quemadores
llamados de jet simple.
Actualmente los quemadores suelen disponer de varios flujos de gas a diferentes presio-
nes. Con ello se consigue una mayor capacidad para variar la llama y acondicionarla a
los diferentes tipos de hornos. De este tipo de quemadores, los más usiuales son con dos
flujos de gas (jet doble): uno central según el eje del horno y otro anular cuya salida
puede variar sustancialmente, desde salidas completamente radiales que se mezclan con
el aire primario, hasta salidas inclinadas, tangenciales y otras variantes.
Esta última técnica de quemadores ha sido muy desarrollada en Francia por el "Centre
d'Etudes des Flames du Gaz Naturel", obteniendo buenos resultados y llegando a elimi-
nar el aire primario de la combustión.
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
Por otra parte, en Alemania Oriental y la URSS (10) se ha desarrollado y perfeccionado
últimamente el quemador de jet simple, obteniendo, al parecer, mejores resultados que
con quemadores de jet doble.
En la combustión de gas natural la cantidad de aire primario empleado es inferior al
10 %. Actualmente, como hemos citado, incluso se ha suprimido.
En general, tanto si se trata de quemadores de jet simple o dobles, la posibilidad de cam-
bio de combustible es rápida e, incluso, algunos modelos pueden consumir simultánea-
mente combustibles líquidos y gaseosos.
Visto de forma general los principales tipos de quemadores, explicaremos a continuación
los equipos empleados en L.A.C.S.A.
3.1. Equipos empleados en L.A.C.S.A.
El gas natural se suministra desde el puerto de Barcelona, llegando a la fábrica a una
presión entre 5 y 10 kp/cm^; después de filtrado se reduce la presión a 2 kp/cm^, distri-
buyéndose a los hornos a esta presión.
El sistema de seguridad de la instalación de recepción consiste en cortar automáticamen-
te el paso de gas a los hornos en caso de falta de presión en la tubería de baja presión.
También dispone de una válvula de seguridad para el caso de un exceso de presión en
la tubería de baja.
El sistema de seguridad en los hornos consiste en cortar el paso de gas en caso^ de falta
de aire primario en el quemador, corte de corriente o paro del ventilador del horno.
En cuanto a quemadores hemos ensayado cuatro tipos distintos.
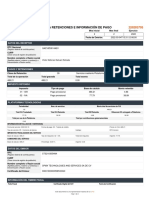
En un principio se utilizó un mechero tipo Del Monego s.p.a. (fig. 2) de diseño sencillo,
que consiste en un único jet de gas rodeado por aire primario. La regulación se conse-
guía mediante el movimiento del inyector central a través de una salida en forma de ven-
turi.
Posteriormente se utilizó un quemador Unitherm, mixto para gas-fuel, consistente en una
salida central de fuel rodeada por aire primario al que se mezclaba el gas por una bate-
ría de tubos concéntricos (fig. 3). La regulación consistía en provocar una mezcla más o
menos intensa de gas-aire.
Estos quemadores fueron sustituidos por otros dos tipos Vasaco-Coen, que son los em-
pleados actualmente.
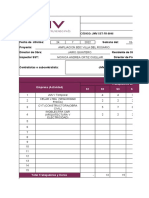
En uno de los hornos se utiliza un mechero de diseño complicado, pero que ha demos-
trado ser muy versátil en cuanto a posibilidad de variación de la llama y de mezcla de
combustibles gas-fuel. Dispone de tres conducciones de gas concéntricas, pudiendo susti-
tuirse la central por fuel. Las dos salidas centrales son paralelas al eje del horno, mien-
tras que la salida más exterior es en dirección radial (fig. 4). Variando los caudales de
las tres conducciones se obtienen las más diversas formas de llama.
El otro tipo de mechero tipo Vasaco-Coen, actualmente en servicio, es el clásico quema-
dor de doble jet con una salida central de gas y otra radial rodeadas por aire primario
(fig. 5). Este mechero se encuentra en servicio desde febrero del 75 con excelentes resul-
tados.
29
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
Todos estos mecheros presentan, como característica común, unas aletas en la conducción
de aire primario que permiten provocar una mayor o menor turbulencia en la salida.
'///////?////////z/y
Aire
Fig. 2 Fíg. 3
^^////////y////////jZáá:/A'/yy.y/yy//y.''/í^ / / / / /
Aire
Gas
Gas
Gas o Fu el
Fig. 4
4. INFLUENCIA DEL GAS EN EL PROCESO
Trataremos a continuación de una serie de problemas de tipo químico que se nos presen-
taron en la aplicación del gas natural. Debemos señalar ante todo que los problemas
que citamos son aplicables a nuestro caso concreto, en razón de las materias primas que
utilizamos, por lo que no pueden ser generalizados a otras plantas.
4.1. Primeras experiencias
Nuestras primeras experiencias datan de mayo del 69.
Las primeras pruebas se realizaron en un horno Smidht, vía seca, de 1.100 t/día, con en-
friaderos satélites. El quemador utilizado fue el tipo Del Monego.
Los resultados obtenidos fueron bastante deficientes y pudimos observar las siguientes
diferencias entre el clínker obtenido en el mismo horno usando fuel y gas natural:
a) Peso aparente del clínker más alto del normalmente obtenido utilizando fuel.
b) Un aumento considerable de cal libre, pasando de valores entre 0,8-1,0 con fuel a va-
lores superiores a 2,5.
c) Como consecuencia del apartado anterior, el clínker obtenido era expansivo.
d) Notable descenso de las resistencias iniciales del cemento fabricado con este clínker
que, sin embargo, se recuperaba a los 28 días con valores normales.
e) Descenso del contenido en SOg en el clínker, como era de esperar, debido al nulo
contenido de S en el gas natural.
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
Los ensayos microscópicos de este clínker mostraban gran descenso del tamaño de cris-
tales de SC3, apareciendo poco definidos, y zonas de SCg ameboide junto a otras de cal
libre.
4.2. Mezcla de combustibles
Como consecuencia de estos resultados poco alentadores se decidió probar una mezcla de
combustibles gas-fuel.
Este ensayo se realizó a partir de abril del 70 en un horno Humboldt de 4 etapas, 250
t/día de producción, con enfriador de parrilla y utilizando el mechero Unitherm.
El porcentaje de fuel en calorías aportadas era de un 17 %. Los resultados obtenidos
fueron excelentes; todos los problemas que tuvimos en la primera fase quedaron supe-
rados y el clínker obtenido era de una calidad igual o superior al obtenido con fuel.
Hasta el año 1971 se siguió con esta naezcla de combustibles, pero de repente aparecie-
ron de nuevo las características iniciales, o sea negativas, del clínker fabricado con gas
natural.
Se aumentó el % de fuel en la mezcla de combustibles, llegando a un 25 % en calorías
aportadas, pero, a pesar de ello, no pudo conseguirse un clínker aceptable.
Llegados a este punto empezamos a preguntarnos cuál era el motivo del cambio expe-
rimentado, ya que en principio no había ninguna variación apreciable en el crudo ni en
el funcionamiento del horno.
4.3. Influencia del SO3 y los álcalis
La confrontación de nuestros datos con las numerosas referencias bibliográficas consul-
tadas, nos llevaron a la conclusión de que el iproblema estaba en el equilibrio SOg-álcalis.
La influencia del SO3 en el proceso de fabricación del clínker va ligada a los álcalis.
El SO3 producido en el horno reacciona preferentemente con los álcalis, para formar
una solución sólida de sulfatos sódico-potásico, reaccionando con mayor facilidad con el
potasio que con el sodio. Los sulfatos alcalinos abandonan el horno debido a su escasa
volatilidad en comparación con los otros compuestos alcalinos (cloruros) (6) (8) (9).
Un exceso de SO3 en relación a los álcalis presentes puede reaccionar con los silicatos bi-
cálcico y aluminatos, dando lugar a pegaduras e incluso anillos en el interior del horno.
Un defecto de SO3 en relación a los álcalis presentes deja libres en el interior del hor-
no una mayor cantidad de KgO y NagO, que son capaces de combinar con otras fases
del clínker.
Ha sido confirmada la existencia en el clínker de una fase de aluminato tricálcico esta-
bilizado por NaaO que se ajusta a la composición AgCgN (6) (8).
31
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
Ha sido igualmente comprobado que el KgO puede ser combinado como solución sólida
en el SCg con una composición que se ajusta a S12C23K y que puede interpretarse co-
mo 12 moles de SCg estabilizados por uno de KgO (6) (7) (9).
I2SC2 + K2O S12C23K + CaO (A)
Vemos, pues, que la presencia de KgO que no ha sido combinado como SO4K2 puede dar
lugar al SigCggK, que no queda disponible para formar SCg y con lo que resulta reduci-
da la cantidad de CaO combinable con los silicatos y, en consecuencia, queda reducido
el contenido en SCg (6).
P a r a hacernos una idea de esta reducción, haciendo números con la anterior reacción, ve-
mos que un 1 % de KgO inhabilita a u n 22 % de SCg para dar lugar a la misma cantidad
de S12C23K y liberando u n 0,6 % de CaO. Esta cal liberada queda disponible para reac-
cionar con SC2 para formar u n 2,5 % de SCg .
Com.0 balance de todo ello vemos que u n 1 % de K2O puede llegar a retirar del clínker a
un 24 % de SC2 (7).
Todo ello queda resumido en el siguiente esquema:
21,9 % SC2 -1- 1 % K2O -^ 22,3 % S,2C23K
+
(),6 % CaO
+
\
^ -^ 1,9 % SC2
^r
23,8 % SC2 retirado 1
2,5 % SCg
Todavía puede acentuarse más la importancia de los efectos de la combinación del K2O
con el SCg si consideramos el caso en que la cantidad de SC2 disponible en el clínker es
insuficiente para equilibrar al KgO. En este caso es factible considerar que se descompo-
ne la fase SCg de acuerdo con:
12SCg + K2O -> S,2C23K + 13CaO (B)
A resultas de ello por cada un 1 % de KgO se reduce el SCg en un 29 %, liberándose un
7,7 % de cal libre.
El mecanismo de lo expuesto anteriormente puede ser resumido de la siguiente forma:
a) El SOg combina con el KgO dando lugar a SO4K2 .
b) El K2O que aún queda disponible puede combinarse con el SCg, quedando reducida
la cantidad de SCg formable.
c) Si el SCg que contiene el clínker es insuficiente para equilibrar el K2O presente, se
descompondrá el SCg dando lugar a cal libre.
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
En la revisión llevada a cabo por Newkirk, en 1952, sobre el cálculo de las fases del clín-
ker presenta un procedimiento para calcular aproximadamente la composición potencial
del clínker, incluyendo los compuestos antes mencionados (7).
De las reacciones A y B podemos deducir la siguiente fórmula, calculada estequiométri-
camente:
X = K,0,
2^--'ck (SOgek X 0,86 + SC^ck X 0,034)
Siendo:
X = % KgO libre para combinarse con SC3 dando lugar a la reacción A.
K20ck = contenido de KgO en el clínker.
SCsck — contenido de bicálcico en el clínker.
SCg = contenido de bicálcico en el clínker.
Se puede considerar como valor aceptable de KgO libre, sin que se produzcan valores
demasiado altos de cal libre un 0,3 %, según figura 6 (17).
I
1
1
^
1 r 1
1
1
!
t
1
1
1 >
\
1
1
j .......
i !.__.. t
1 1 í" 1 I ' • í
)
1 4
1 1^^ i f 1
! i 1 ) 1 }
1 i 1 t 1
Izdor
1 /c?
1 Li
1
1
1.,
I-. ^
1 1 1 i 1
\ 1 1 [ ]_
t
1
1 )
1
' Xi L \A
'• i •
1
i 1 ' t
1 t
! 1
t 1 j 1
^ - - ^ 1'"
' t i
, • I I , , - 1 1 • ,
1 ^ I
• , í • • •
• • 1 • r ' ^ i 1
i L_ " - -—• , i-X^- 1 1 {
I 1 1
t
' 1 '
1 ,
»
• ' I
t
1
í^r;- ^X- I -
í
1
1
j
: • ..L-LJ--L .A^ ^ 1 { —!_.
t 1
1 1 ; t
1
I 1
' • VX , 1 (
[
1 . .
\ 1
- -- — —- ^ — y^
1 1 f
,,,, , , , 1
' 1
—
I
( 1 *• '
1 ¡
1 i
—i— ""
y/
. , ¡ , , ,
i 1 ! , , j
t ! . 11
\\ 1
j 1
)
1
.
L^ - \y ^L.
\ 1 • t 1
I í
_4_ ^A:Í ¡
, • , • 1 • •
1 1 1
1 1 1 1
\\ > I 1 i 1
.^i I 1 :
~^h^^
0
I
(
1
i
i ' I ; 1 i ' ! 1
' "1 \ 1 1
t 1 !
1. I
i 0.
' 1 , -: 5 '^ t
t 1
j¿\ 1
1 '' í^ i
-.[•j , i i i /
9/ \¿lC\
t i ' 1
KaU i\yort.
i^
• , , 1 • • , '
1 TZL.} 1
. , l , , , , i ,,.! -,..Í:..J I .,..1 .: 7o \
Fig. 6
4.3.1. Aplicación al caso de utilizar fuel-oil
Utilizando fuel-oil como combustible, tenemos en el clínker valores de 0,6-0,7 % de SO 3 •
33
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
Aplicando el balance SOg-ácalis en el caso de nuestro crudo, se llega a la conclusión de
qué con valores inferiores a 1,5 % de KgO en el clínker no deben aparecer problemas.
Como que efectivamente el contenido de KgO en el clínker es inferior a 1,5 %, no tene-
mos problemas en el caso de utilizar fuel-oil como combustible.
4.3.2. Aplicación al caso de utilizar mezcla de gas-fuel
Utilizando una mezcla de combustibles (17 %en calorías de fuel), tenemos en el clínker
valores de 0,3-0,4 de SO3.
Eealizando el balance en este caso, nos encontramos en el límite aceptable. Ello concuer-
da con los valores de cal libre inferiores a 2 obtenidos en el primer período dé utiliza-
ción de mezcla de combustibles.
Veamos lo que ocurrió en el período del año 71 cuando notamos de nuevo las anomalías
en el clínker, y que incluso llegamos a aumentar el porcentaje de fuel en el combusti-
ble empleado.
Analizando los datos de análisis de álcalis en el período 1970-71, en el que se habían rea-
lizado los ensayos de mezclas de combustibles, apreciamos un aumento considerable de
K^O en una de nuestras materias primas, precisamente en el período en que notamos el
cambio de características del clínker, usando la misma mezcla de combustible (fig. 7).
-
^
<gC
1
!
1 ,
— '—1—j
-
C4F 1 , • ,
"1
1' '1
! ^''
r r—1
\ ^ 1 1 1 , -..^^ 1 ; 1
1
i
I
^ 4 -
1 1
-hA
L-id. 0 i
í
L i -^1 - í í . i '-J i CLIN K 6 f í . .^^
vn f^ „
!
i
í
1 i ""f '^ ~ f í
--"
1
-i- i T J w .^ i 1' I 1 1 ;
1
0 E> „
1 1 4-+
¡
'1
!
f-
I " " 1 •"
-
•"1
'n
1 1
1
1
i
i I
íf <^[ L ^ 1 —'- 1
1 1 ..|„ .„,
'i 1 í ¡,,
1 i' '
1 1 r 1 X 1 1
t- 1 ^ ,1
1
H 1j
1
^ 1 I i !
. 1 1
' " ' 1'
4-Uk' - • 1 1 1
i t 1 • 1, bflui/ít. "f
'1
1
' if
*W^ i^: 1 -/ 1 ' t I 1
MÍ; *• i sJ-
"N^^-^'p***^ 1
1 1 -¡ -^-^ !
; }, .!,.
i
4
1
1
1
0^ .,.1 J,™.».»,.!..!!.». J 1
m ltxa ufl; ' . 1 ' 1
I. i í^f-i _j -U_, J iJ ' 1 }tSu^\
r / ! 1 I 1 T^ 1 1 n , ! ^1 1
••'•'•Hit
., Jll
Fig. 7
Ello afectó al contenido de K2O en el clínker, quedando el balance SOg-álcalis comple-
tamente desplazado en el sentido de provocar la aparición de cal libre en cantidad con-
siderable.
4.3.3. Aplicación al caso de utilizar gas natural
En el caso de utiliza^r como combustible gas natural, obtenemos en el clínker valores de
SO3 inferiores al 0,2 %, por lo que nos quedan mayores porcentajes de K^O libre, con
sus correspondientes consecuencias.
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
En la figura 8 se representan los valores de cal libre que obtuvimos, tanto en el caso de
utilizar fuel-oil, como gas natural y mezcla de ambos.
!
[t 1 ,
I
„ - , 1
rr^ *1 ^ : 1
\y.. Cal \t^rk. ! [ r1- r
1
t t
t
1 1
1
- i 1
.gas — 4
— '' jT
U5 1
. , . . I , , , 1 1 1 ^ 1 1 i:to/
i 1 1
( 1
1
f
í
.,t. -'
i"^ 1
LJL_ t 1 1 i 1
L' • ••
t " " i •
^.. - - L_^ . ^ 1 y. 1 1 t
, I
, í
, 1
v:\^'. 1
1
I 1 1 "t M
' "i
1 \
\ I
' 1
t
) 1
1 ! 1
1 1
1 r
11"^.
1 -y 1
1 \ __
1
r^ — 1^-^^ >*^_
J^' 1 t 1 t
1 " T
L^ /^.|.
1
. . .1 ... 1
f
1 t
\
MÍ -^ 1 1 . 1 1 t
t I 1
t
h.i j i 1
'
t
i •
1
r-
'
—f
1 .
• T
t 1 '
t
i " <
^ 1'
1—"—'—1
i
1 .. ,!,,
1
t
1 :
;1 11 ' . , . 1
M !
1 i
1111» ^•Mi**! 1
1 M 1 ¡1 1
l ' M )
ll
1 • ' 11
1 n 1 ' I :
—^!»»••« i i
F g. 8
-
1
y KAO Vxhre 1
clirtKer
I 1 1
t
-ll t
•.,, 1 . .
! ~r 1 P^ j
1
1 1 ^^-. t —
1 i • • ••
1 • • , 1 •
f
1 i
'"T i V,
i
J T ^ ^ ' ^
1 „ ^
—-1 - t \ ""TT-r- •ft j
I I # 1 1
' i
, . r , 1 , •
'/ l t 1
I 3 ' 1 1
^.4-
1 i
} f
1 1' 1 t ^ r 1 1 j
1I t '
1 ' ' '" 1 t i 1 • ! ' 1
1 1 1
I, h - ^rao i.-w " 1' '
! ! ,
1 i
, 1, }
i ! • 1
/» 1
1 \ i I 1 ^ - -^ ! 1
* ,
.,.1 .,.
!'
1 ! -i - 1
— — -r-
a. .
I... ,y--^
i t i 1
. ¡ I
1
L 1 1
• • " ' í * ' " •" " l " ' " i ^^
^ - / 1 •t
t
t
1 1 1
1 '"fS-K
1 1
1 • •
1
¡
* 1 t -il; ,1
^1
' í
-Ti-TT-Tn
1
1
¡1
h^-- '^ 1
1
i 1 -^
'' ! • ' • ' >» f
' « ' * M 1 I • • «
i ' " ^
1 1' «-^ >" " I
1 1! 1'1 >
octubre
tSTi
1
1
Fig. 9
También es interesante la figura 9 en la que representamos valores de cal libre y de KgO
libre, calculado según la fórmula vista anteriormente y en la cual se ve una clara con-
cordancia.
35
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
4.4. Solución adoptada
A la vista de lo expuesto anteriormente, llegamos a la conclusión de que el problema
estaba en la falta de S para poder combinar los álcalis de nuestro crudo.
Aprovechando las características de nuestro horno Humboldt, que por su tamaño ha demos-
trado ser un excelente horno-piloto, en el que es posible realizar pruebas sin exponer la
calidad global del clínker fabricado por los otros hornos, pensamos que una dosificación
adecuada de SO^Ca en el crudo podría solucionar el problema.
Se llevó a cabo la prueba dosificando el S04Ca directamente al horno, junto con la alimen-
tación, y los resultados fueron francamente espectaculares. Varias pruebas de corta du-
ración bastaron para darnos cuenta de que se resolvía completamente el problema. Los
efectos se notaron a las pocas horas de iniciarse la prueba (fig. 10), desapareciendo más
lentamente al interrumpirla.
0/ \caQ
(O 1
liíre 1
1
1 1 1
1
1
;
1
í
i
\
1
1 !
r^ !
1 1 1 j 1
1 1
1! ^ r« 1 t
La —
\\J^\
1 1 1
(M-+-4.
1 -- — , - 1 ; u
'I ¡
¡ y 1
j
: ( i • " • [ • • •
! , i., : 1
\ "1 1
1 1 - —
1 • 5 » ^ |
r i
í \ t j , -.1 , , 1 \
( 1
h — -^^^ 1^' ^
i 1 1
'***T . 1
A'- ~A-\
l\'... r
1
1
i i ^V^~^
!
i
• ' ' '
1
! ' • •
1
í
t
" 1
r>h'--
; 1 ^ _j _ -n— 1 • • • 1
1
T { I
iH "^ 1 !
tr
0 . ysol j •
-^ 1 1 1 ! M -_^-. , ,. i , , ,
•' " I " " í "^
--^ f
Clmkü
1 ¡
T
••"•*"""!'• ' ^
1 1
i
i
>^*.^
1 1 '1
í
\ 1
- L .
\ í
\ ' 1 i1 I!
1 . I
1
1 J
i \ 1 1
UoM 1
-^^h- -^-_ t
• í i 1 ^
' r1• ! 1 1
' 1
SJ
I 1 ^ /^ , 1 i í
\±o *í
—r í
\M^ 1 1 ! i
[
1 1 !
fr^j^ 1 " " " T •"" r «
:r""" f ( ' ft " " * •••••• 1 "• T
"" mf •• 1
T t •
1
^"í"" t
'^TJ , 1...
1
! 1 \
1"' i
1
~ri--ii í t
_U
F.g. 10
La siguiente fase fue plantear la adición de SO^Ca como solución definitiva, pensando
ya en volver a emplear gas natural en el horno Smidth de 1.100 t/día.
Una vez resuelto el problema de la dosificación de SO^Ca en el crudo, empezamos nue-
vamente a utilizar gas natural en este horno, con resultados excelentes y que siguen en
la actualidad.
Dado que actualmente disponemos de otro horno Smidth, 4 etapas, para 1.500 t/día, en el
que se emplea como combustible el fuel-oil, diariamente se comparan los clínkeres ob-
tenidos con ambos combustibles, siendo las calidades iguales en todos los aspectos.
Actualmente estamos efectuando la instalación de gas natural en este horno último con
el fin de tener también la posibilidad de utilizar en él este combustible.
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
5. CONCLUSIONES
Las variaciones que hemos observado en rendimientos, comparando ambos combustibles,
son inferiores a las que normalmente tenemos en un período largo con un mismo com-
bustible, ya sea gas o fuel, con lo cual, en nuestro caso particular, es difícil precisar cuál
de los dos es más económico.
Lo que sí se puede asegurar es que hemos encontrado el empleo del gas natural más lim-
pio, más cómodo y con instalaciones complementarias más sencillas y reducidas; todo
ello se puede aplicar especialmente durante ilos períodos de arranque. El cambio de com-
bustible no ha ocasionado ningún trastorno grave en la adaptación de los operarios hor-
neros para su uso.
Sin embargo cabe señalar que, siendo un combustible gaseoso, se deben mantener ade-
cuadamente las condiciones de seguridad, especialmente en lo que se refiere a las opera-
ciones de manipulación y trabajo (purgar completamente el horno de humos, gases o aire
antes del encendido, vigilancia de las posibles fugas en la red, control periódico de las
válvulas de seguridad y respeto a las normas de seguridad durante las operaciones de
mantenimiento o reformas en la red).
En general el empleo de gas natural como sustituto del fuel-oil será más o menos inte-
resante dependiendo de:
— La situación geográfica, que condicionará su disponibilidad.
— Los tipos de hornos, que harán considerar relativamente en mayor o menor grado las
modificaciones de consumo o producción.
— Las características de las materias primas, que condicionarán que el período de adap-
tación sea más o menos largo y difícil.
6. REFERENCIAS
(1) E. C. GOLDMAN: T h e impact of technological developments on future prospects for n a t u r a l gas. 13 t h
world gas conference. London 1976.
(2) NATIONS U N I E S : L'utilisation du Gaz l'Industrie du ciment. 1976.
(3) C. H. PuRKis: T h e utilisation of gas a global review 13 World gas conference. London 76. I G U /
/T3-76.
(4) Coloquio Internacional de marqueting gasista 1976.
(5) P. PALOMAR: P a n o r a m a de la industria del cemento europea. Cemento y Hormigón. XI-1975.
(6) FREDERIK M . LEA : T h e Chemistry of Ciment a n d Concrete. Edward Arnold (publishers) Itd. 1970.
Págs. 73, 104, 142, 154.
(7) R. H. B O G U E : T h e Chemistry of P o r t l a n d Cement. Reinhold Publishing Corporation. New York 1975.
Págs. 429, 452, 459.
(8) H. P. W. TAYLOR : La Química de los cementos. Enciclopedia de la química Industrial. Vol I I . Edi-
ciones Urmo. Bilbao 1967. Págs. 109, 115, 111, 116.
(9) FRITZ K E I L : Cemento. Edt. Técnicos Asociados. Barcelona 1973. Págs. 66, 391, 400.
(10) J. Garstka, W. JANNSEN : Le r e n d e m e n t d'utilisation du gaz n a t u r e l d a n s les cimentéries. 13th world
gas conference. London 1976. IGU/P8-76.
(11) WALTER H . DUDA: Cemnet D a t a Book. Bauyerleg G m b H 1976.
(12) A. DEVILLERS, R . LEDUC: L'utilisation du Gaz Naturel d a n s l'industrie du ciment. Association tech-
nique de l'industrie du gaz e n F r a n c e . Congrés 1970.
(13) D. MARQUE: L'utilisation du gaz en cimentérie. G a s w a r m e international. Nov. 1971.
(14) G. DATSCHEFSKI: N a t u r a l gas in t h e cement Manufacture. G a s warme international. Nov. 1971.
(15) R. LEDUC: L ' utiilsalion du gaz naturel d a n s les industries de fabrication des ciments et chaux. 1972.
(16) A. GERARD: Contribution a l'étude d'un bruleur pour gaz a difusión pour le chauffage des fours ro-
tatifs de g r a n d capacité. Revue Genérale du Gaz. 3-4-73.
(17) J. M. FERNANDEZ P A R Í S : Microscopía del clínker de cemento Portland. I.E.T.c.c. 1968. Pág. 45.
37
© Consejo Superior de Investigaciones Científicas
Licencia Creative Commons 3.0 España (by-nc) http://materconstrucc.revistas.csic.es
También podría gustarte
- Actividad 2 - Diferenciemos Entre Una Sección y Un Estándar Bajo El Marco Conceptual de Las NIIFDocumento6 páginasActividad 2 - Diferenciemos Entre Una Sección y Un Estándar Bajo El Marco Conceptual de Las NIIFErika Carreño RodriguezAún no hay calificaciones
- 3 Taller Bitacora 3 Taller Lienzo CanvasDocumento6 páginas3 Taller Bitacora 3 Taller Lienzo CanvasSanabria Medellin RicardoAún no hay calificaciones
- 1P RRMDocumento4 páginas1P RRMdavid hernandezAún no hay calificaciones
- Maestria Administracion de Proyectos 1043 PresencialDocumento2 páginasMaestria Administracion de Proyectos 1043 PresencialBayron AlvarezAún no hay calificaciones
- Resolución 978 MINSALUD DEL 200623 FORMULARIO UNICO AFILIACION Reporte Novedades Trabajdores Dependientes e Independientes SISTEMA RIESGOS LABORALESDocumento18 páginasResolución 978 MINSALUD DEL 200623 FORMULARIO UNICO AFILIACION Reporte Novedades Trabajdores Dependientes e Independientes SISTEMA RIESGOS LABORALESSilvicultura IpcAún no hay calificaciones
- Diapositivas Regimen GeneralDocumento27 páginasDiapositivas Regimen GeneralHenrry Pilco CansayaAún no hay calificaciones
- PROBLEMA-DE-VIVIENDA-TRABAJO-DE-INVESTIGACION America Latina y CaribeDocumento7 páginasPROBLEMA-DE-VIVIENDA-TRABAJO-DE-INVESTIGACION America Latina y CaribeEstefany V VelitaAún no hay calificaciones
- 4.a Escenario Socio - CulturalDocumento17 páginas4.a Escenario Socio - CulturalArath GuerraAún no hay calificaciones
- Ejercicio VPP PDFDocumento1 páginaEjercicio VPP PDFCesia IriarteAún no hay calificaciones
- Re Ten C I Ones 220203795Documento2 páginasRe Ten C I Ones 220203795Vico StraussenAún no hay calificaciones
- Conocer La Evolución y El Riego de Los Accidentes y Desatre NaturalesDocumento4 páginasConocer La Evolución y El Riego de Los Accidentes y Desatre Naturalesluis sulbaranAún no hay calificaciones
- Flexibilidad LaboralDocumento5 páginasFlexibilidad LaboralEder Dueñas TenorioAún no hay calificaciones
- VCDC 3-1Documento2 páginasVCDC 3-1Mijail Paez CastilloAún no hay calificaciones
- Guía Práctica #03Documento14 páginasGuía Práctica #03MARY DELIA TANTACURE CABREJOSAún no hay calificaciones
- SEMANA 9 - MODAREFeDocumento7 páginasSEMANA 9 - MODAREFechrisitian riquelmeAún no hay calificaciones
- MARCO LEGAL DE LAS ORGANIZACIONES 2do PARCIALDocumento42 páginasMARCO LEGAL DE LAS ORGANIZACIONES 2do PARCIALMarita GutiérrezAún no hay calificaciones
- Cambio Organizacional. La Empresa en Un Mundo 4.0 - Resistencia Al CambioDocumento10 páginasCambio Organizacional. La Empresa en Un Mundo 4.0 - Resistencia Al CambioAlexander Patricio VásquezAún no hay calificaciones
- GloSuppNic Torquimetro Manual Dy-550Documento2 páginasGloSuppNic Torquimetro Manual Dy-550Julio BravoAún no hay calificaciones
- Rutas de EntrenamientoDocumento110 páginasRutas de EntrenamientosergioAún no hay calificaciones
- #6 - Opsf (Proyecto)Documento9 páginas#6 - Opsf (Proyecto)Pavel SanchezAún no hay calificaciones
- Producto Academico #01 Com.y ArgumDocumento8 páginasProducto Academico #01 Com.y ArgumYAQUELINEAún no hay calificaciones
- Inventarios ABCDocumento20 páginasInventarios ABCHiramAún no hay calificaciones
- Pago FicDocumento2 páginasPago FicPROYECTAR OBRAS CIVILES SASAún no hay calificaciones
- Municipalidad Distrital de Huancarama Libro Azul Listo para EnviarDocumento14 páginasMunicipalidad Distrital de Huancarama Libro Azul Listo para EnviarDavid Torres CalderonAún no hay calificaciones
- 1cursogestindeprocesosindustriales2014 140611142755 Phpapp02Documento268 páginas1cursogestindeprocesosindustriales2014 140611142755 Phpapp02CamilaAún no hay calificaciones
- Formatos de Trazabilidad - Anexos A, B y CDocumento3 páginasFormatos de Trazabilidad - Anexos A, B y Cmanologt4224Aún no hay calificaciones
- Taller Secciones 19,20,21 NIIF para PymesDocumento9 páginasTaller Secciones 19,20,21 NIIF para PymesANA MARIAAún no hay calificaciones
- Informe MarkestratedDocumento12 páginasInforme MarkestratedRUTH ALEJO HUAMANIAún no hay calificaciones
- Cap 13 - Transporte y Colocacion Del ConcretoDocumento73 páginasCap 13 - Transporte y Colocacion Del Concretoalfri7Aún no hay calificaciones
- Informe SST JMV SEMANA 4 JULIO Ampliacion BDC Villa Del RosarioDocumento502 páginasInforme SST JMV SEMANA 4 JULIO Ampliacion BDC Villa Del RosarioAngela ContrerasAún no hay calificaciones