También podría gustarte
- Confiabilidad PDFDocumento38 páginasConfiabilidad PDFPublicidad UdeAAún no hay calificaciones
- Cartas de Control PDFDocumento94 páginasCartas de Control PDFPublicidad UdeAAún no hay calificaciones
- Muestreo de Aceptación PDFDocumento40 páginasMuestreo de Aceptación PDFPublicidad UdeAAún no hay calificaciones
- Gestión de La Calidad PDFDocumento41 páginasGestión de La Calidad PDFPublicidad UdeAAún no hay calificaciones
- Psicologia EvolutivaDocumento35 páginasPsicologia EvolutivaRuth OvelarAún no hay calificaciones
- Control interno en las MIPYMESDocumento30 páginasControl interno en las MIPYMESJose MaazAún no hay calificaciones
- El Conocimiento.Documento9 páginasEl Conocimiento.Valeria EspinozaAún no hay calificaciones
- Tabla 1Documento3 páginasTabla 1Natalia GranadosAún no hay calificaciones
- Grupo # 2 - Metodologia de La InvestigaciónDocumento4 páginasGrupo # 2 - Metodologia de La InvestigaciónFrancisco NuñezAún no hay calificaciones
- Estándares de calidad educativa esenciales para mejorar la educaciónDocumento8 páginasEstándares de calidad educativa esenciales para mejorar la educaciónIngrid Geovanna Parrales SánchezAún no hay calificaciones
- Tipos de MuestreoDocumento31 páginasTipos de MuestreoYeraldin MedinaAún no hay calificaciones
- Actividad 5 Tarea Indicadores de Gestion LogísticosDocumento10 páginasActividad 5 Tarea Indicadores de Gestion LogísticosDiana PavaAún no hay calificaciones
- 2.desarrollo Pensamiento Científico Pre EscolarDocumento3 páginas2.desarrollo Pensamiento Científico Pre Escolardidier calderonAún no hay calificaciones
- Actividades IntegradorasDocumento2 páginasActividades IntegradorasStefany Ramos ZapataAún no hay calificaciones
- Diagnóstico Del Mercado Laboral Del Ingeniero Químico en El Salvador PDFDocumento263 páginasDiagnóstico Del Mercado Laboral Del Ingeniero Químico en El Salvador PDFClasical RVVAún no hay calificaciones
- Cartel sobre animalesDocumento7 páginasCartel sobre animalesMujer BonitaAún no hay calificaciones
- Epistemologia Revision Junio. 1-12Documento10 páginasEpistemologia Revision Junio. 1-12Angeles Virginia TapiaAún no hay calificaciones
- Programación Anual Educacion para El Trabajo 2022Documento35 páginasProgramación Anual Educacion para El Trabajo 2022luchiniAún no hay calificaciones
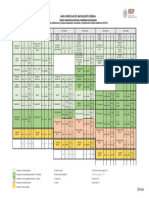
- 0000 - Mapa-Curricular-Comun-de-la-EMS 1Documento1 página0000 - Mapa-Curricular-Comun-de-la-EMS 1red_iliAún no hay calificaciones
- Factores psicológicos y neurológicos en el desarrollo del lenguajeDocumento1 páginaFactores psicológicos y neurológicos en el desarrollo del lenguajeJose Nava100% (4)
- Importancia de La Investigacion en El DerechoDocumento7 páginasImportancia de La Investigacion en El Derecho03-DE-HU-MARIA JESUS MARTINEZ ROJAS100% (1)
- Actividad 6 Proceso de Recolección y Análisis de Datos en La Investigación Cuantitativa y Cualitativa.Documento22 páginasActividad 6 Proceso de Recolección y Análisis de Datos en La Investigación Cuantitativa y Cualitativa.Gaby MoralesAún no hay calificaciones
- Modulo II Compensacion y Beneficio LaboralDocumento29 páginasModulo II Compensacion y Beneficio LaboralHeydy Carolina CaceresAún no hay calificaciones
- LN VIU Catalogo Grado-Informatica Feb22Documento34 páginasLN VIU Catalogo Grado-Informatica Feb22patrupuertas6Aún no hay calificaciones
- Investigación - Unidad 2Documento19 páginasInvestigación - Unidad 2Andrea GonzalezAún no hay calificaciones
- Trabajo de Grado Genesis Garcia NuevoDocumento81 páginasTrabajo de Grado Genesis Garcia NuevoArbi CamposAún no hay calificaciones
- Ensayo EnfoquesDocumento2 páginasEnsayo EnfoquesMery JofreAún no hay calificaciones
- Taller Sin Decaer en El Intento PDFDocumento11 páginasTaller Sin Decaer en El Intento PDFBill RojasAún no hay calificaciones
- Presentación Sociomédica Con Reglamento 2021-1 REVISADA EN ACADEMIA Junio 2022Documento7 páginasPresentación Sociomédica Con Reglamento 2021-1 REVISADA EN ACADEMIA Junio 2022Diana SánchezAún no hay calificaciones
- Las Teorías Sobre La Sociología de La Educación Y Su Impacto en Los Sistemas Y Políticas Educativas en América LatinaDocumento22 páginasLas Teorías Sobre La Sociología de La Educación Y Su Impacto en Los Sistemas Y Políticas Educativas en América LatinaDenisseg GuerraAún no hay calificaciones
- Texto Salvatierra Aproximaciones A La Psicoterapia CognitivaDocumento12 páginasTexto Salvatierra Aproximaciones A La Psicoterapia CognitivaCandy NekoAún no hay calificaciones
- Licenciatura en Psicología Empresarial TecmilenioDocumento1 páginaLicenciatura en Psicología Empresarial TecmilenioJorge Alberto Gandara ValenzuelaAún no hay calificaciones
- El Informe TécnicoDocumento6 páginasEl Informe TécnicoIsmary MendozaAún no hay calificaciones
- Comparación enfoques tradicional y actual atención farmacéuticaDocumento2 páginasComparación enfoques tradicional y actual atención farmacéuticaRoger CastilloAún no hay calificaciones