También podría gustarte
- Imp HistoriaDocumento2 páginasImp Historiajdaniel1269Aún no hay calificaciones
- Labels PDFDocumento2 páginasLabels PDFjdaniel1269Aún no hay calificaciones
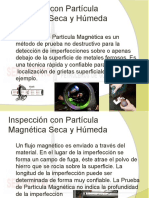
- Presentacion Tintas ParticulasDocumento8 páginasPresentacion Tintas Particulasjdaniel1269Aún no hay calificaciones
- Procedimiento para Inspección Por Particulas Mangeticas PR-IND-003Documento16 páginasProcedimiento para Inspección Por Particulas Mangeticas PR-IND-003jdaniel1269100% (1)
- BV FirmasCorreo Outlook Superpuertos.07Documento3 páginasBV FirmasCorreo Outlook Superpuertos.07jdaniel1269Aún no hay calificaciones
- TC Go It 033 PDFDocumento9 páginasTC Go It 033 PDFjdaniel1269Aún no hay calificaciones
- TC-GO-IT 015 - Ver - 1xDocumento16 páginasTC-GO-IT 015 - Ver - 1xjdaniel1269Aún no hay calificaciones
- Dependencias Complejo Tec Minero Agroempresarial Jaime Daniel RodriguezDocumento1 páginaDependencias Complejo Tec Minero Agroempresarial Jaime Daniel Rodriguezjdaniel1269Aún no hay calificaciones
- Curso de Operadores de Gruas - FinalDocumento71 páginasCurso de Operadores de Gruas - FinalWoodrow FoxAún no hay calificaciones
- Enfriador CaseroDocumento23 páginasEnfriador CaseropoziuxAún no hay calificaciones
- Flotacion Colectiva - AntesDocumento2 páginasFlotacion Colectiva - Antesdeysi condori mamaniAún no hay calificaciones
- Sst-Serv-Pro-024 Pets Sostenimiento Con Malla Electrosoldada Con Maquina Jack LegDocumento2 páginasSst-Serv-Pro-024 Pets Sostenimiento Con Malla Electrosoldada Con Maquina Jack LegMiguel Correa BardalesAún no hay calificaciones
- TR Dibujo Victor UrbanoDocumento15 páginasTR Dibujo Victor UrbanoManuel Urbano100% (1)
- Tallado de Hilos o RoscasDocumento9 páginasTallado de Hilos o RoscasEstefanía CarolinaAún no hay calificaciones
- Control ClásicoDocumento5 páginasControl ClásicoEmanuel OlivarAún no hay calificaciones
- P-HSEQ-07 V.1 Procedimiento Uso de PulidoraDocumento4 páginasP-HSEQ-07 V.1 Procedimiento Uso de PulidoraMarisel estupiñan albarracinAún no hay calificaciones
- Proyecto de HectorDocumento17 páginasProyecto de HectorHector JhbAún no hay calificaciones
- Ejemplo Sesión 6 LOG - SabadosDocumento7 páginasEjemplo Sesión 6 LOG - SabadosCristhian FairchildAún no hay calificaciones
- VERIFICACIÓNDocumento148 páginasVERIFICACIÓNWilinton LopezAún no hay calificaciones
- Valorizacion Instalacion de Suministros Sector-4.1Documento1 páginaValorizacion Instalacion de Suministros Sector-4.1JhoelKteKiereAún no hay calificaciones
- Blastec Pip Po 001 Pie 001Documento3 páginasBlastec Pip Po 001 Pie 001Arturo Roberto AvilaAún no hay calificaciones
- Examen GuillotineroDocumento18 páginasExamen GuillotineroraulcqhmAún no hay calificaciones
- Comunicados A Los InquilinosDocumento2 páginasComunicados A Los InquilinosJenister Guerra Torres100% (1)
- Wev 10 125 Quick 00388390Documento4 páginasWev 10 125 Quick 00388390ALEJANDRO ARCILAAún no hay calificaciones
- Bosquejo Distribución Detectores Humo PDFDocumento5 páginasBosquejo Distribución Detectores Humo PDFeav_quiqueAún no hay calificaciones
- ET KINGBLOCK 14x19x39-11.02.2020 PDFDocumento1 páginaET KINGBLOCK 14x19x39-11.02.2020 PDFgmarino21Aún no hay calificaciones
- Lamina 2-Fusionado-FusionadoDocumento6 páginasLamina 2-Fusionado-FusionadoJose Joan Layme BejarAún no hay calificaciones
- Producto Entregable 1Documento2 páginasProducto Entregable 1LUIS ANTONIO ZANABRIA CAYHUACASAún no hay calificaciones
- Diseño Mecanico - Tema 1Documento8 páginasDiseño Mecanico - Tema 1khea doble aa bunnyAún no hay calificaciones
- Estructura y ConstruccionDocumento23 páginasEstructura y ConstruccionLorena HuGoAún no hay calificaciones
- Rotura Prueba Industrial Betomac T7Documento1 páginaRotura Prueba Industrial Betomac T7Joel Rodrigo Salazar OlandaAún no hay calificaciones
- MICROMETRODocumento3 páginasMICROMETROcesarAún no hay calificaciones
- Herramientas Manuales y de PoderDocumento32 páginasHerramientas Manuales y de PoderDAVID CUCHOAún no hay calificaciones
- Informe Tecnico Caja de CambiosDocumento13 páginasInforme Tecnico Caja de CambiosLucas ReyesAún no hay calificaciones
- CR316B-CD-FR08 Protocolo de Recepción de Torre VentadaDocumento2 páginasCR316B-CD-FR08 Protocolo de Recepción de Torre Ventadavictor razuri mendozaAún no hay calificaciones
- Transmisión Hidrostática LindeDocumento16 páginasTransmisión Hidrostática LindeLorenzo100% (1)
- AENOR - 030-002224 - RCCB iID Type ACDocumento2 páginasAENOR - 030-002224 - RCCB iID Type ACDavid Ninaquispe BardalesAún no hay calificaciones
- Normas de Seguridad e Higiene en Electricidad BásicasDocumento5 páginasNormas de Seguridad e Higiene en Electricidad BásicasMarce RichardAún no hay calificaciones