También podría gustarte
- Diapositivas Clase 6Documento37 páginasDiapositivas Clase 6Carlos Sanchez Chala0% (1)
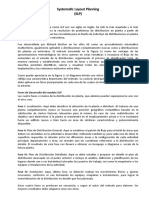
- Systematic Layout Planning: Metodología SLPDocumento14 páginasSystematic Layout Planning: Metodología SLPPilar Peffaure OllerAún no hay calificaciones
- Metodo SLP PDFDocumento45 páginasMetodo SLP PDFJeankarlo Solórzano Valdivia100% (1)
- Diseños Factoriales 2kDocumento25 páginasDiseños Factoriales 2kERIKA TATIANA PATINO JIMENEZAún no hay calificaciones
- Diagrama Causa EfectoDocumento1 páginaDiagrama Causa EfectoChristian TPAún no hay calificaciones
- Informe de Simulacion Con Solid WorkDocumento12 páginasInforme de Simulacion Con Solid WorkJosé CerrónAún no hay calificaciones
- Modelo de Regresión en La Estimación de Rendimientos en Procesos de Construcción, Comparación Con PERTDocumento178 páginasModelo de Regresión en La Estimación de Rendimientos en Procesos de Construcción, Comparación Con PERTPercy Sutta Escobar100% (2)
- Protocolo CafeDocumento2 páginasProtocolo CafeFrancisco CastellanosAún no hay calificaciones
- Propuesta de La Empresa Cartones America 2Documento9 páginasPropuesta de La Empresa Cartones America 2Ruby Anais Guaza PeñaAún no hay calificaciones
- Recuperatorio Primer Parcial - ProcesosDocumento8 páginasRecuperatorio Primer Parcial - Procesosmariana huanelAún no hay calificaciones
- Unidad 2. Análisis de Operaciones (Teoria) .Documento10 páginasUnidad 2. Análisis de Operaciones (Teoria) .baro4518Aún no hay calificaciones
- BioMason - El Ladrillo Biológicamente CultivadoDocumento2 páginasBioMason - El Ladrillo Biológicamente CultivadogabrielAún no hay calificaciones
- Topicos de Logistica AlmacenesDocumento6 páginasTopicos de Logistica AlmacenesedgarbernalAún no hay calificaciones
- Proyecto Ecobrick 2Documento20 páginasProyecto Ecobrick 2Abiut Gomez Mendoza100% (1)
- Proyecto Entregable No. 1Documento6 páginasProyecto Entregable No. 1Tony BautistaAún no hay calificaciones
- 8 Factores de LayoutDocumento33 páginas8 Factores de LayoutXiomara RodriguezAún no hay calificaciones
- Análisis de Datos Con ExpertFit (FlexSim)Documento8 páginasAnálisis de Datos Con ExpertFit (FlexSim)Juan_CortespAún no hay calificaciones
- NMX Ee 086 1981Documento5 páginasNMX Ee 086 1981Elba RojasAún no hay calificaciones
- Función Del Diseño de Plantas de ProcesadoDocumento4 páginasFunción Del Diseño de Plantas de ProcesadoKaren LizbethAún no hay calificaciones
- Trabajo - Dop - DapDocumento7 páginasTrabajo - Dop - DapJARIDA DEL ROCIO SIADÉN SÁNCHEZAún no hay calificaciones
- 10 Cap 14 - Cadenas de Suministro EsbeltasDocumento30 páginas10 Cap 14 - Cadenas de Suministro EsbeltasKev GarciaaAún no hay calificaciones
- Sistema de Producción en SerieDocumento3 páginasSistema de Producción en SerieIsmael VillarrealAún no hay calificaciones
- Nuevo - Formato IngeniareDocumento4 páginasNuevo - Formato IngeniareAntonio CruzAún no hay calificaciones
- Ensayo de Automatizacion Y ControlDocumento5 páginasEnsayo de Automatizacion Y ControlKrishna Amish SolisAún no hay calificaciones
- Infografia Flujo de Los Fluidos y La Ecuacion de Bernoulli OZGDocumento1 páginaInfografia Flujo de Los Fluidos y La Ecuacion de Bernoulli OZGomarAún no hay calificaciones
- Ejercicios Sobre Control de CalidadDocumento6 páginasEjercicios Sobre Control de CalidadMayli MillaAún no hay calificaciones
- Procesos Productivos EmpresarialesDocumento9 páginasProcesos Productivos EmpresarialesDiego ChmAún no hay calificaciones
- Analisis Proceso Planta de PulpaDocumento17 páginasAnalisis Proceso Planta de PulpaAnonymous LBJOe5UAeAún no hay calificaciones
- Trabajo Practico: Ejercicio 01Documento2 páginasTrabajo Practico: Ejercicio 01Anyela PeredaAún no hay calificaciones
- 1.4 Ejemplo de Localización de Plantas IndustrialesDocumento3 páginas1.4 Ejemplo de Localización de Plantas IndustrialesSpunkyAún no hay calificaciones
- Lectura Prueba Diferencia Minima Significativa de Fisher.Documento3 páginasLectura Prueba Diferencia Minima Significativa de Fisher.DasternAún no hay calificaciones
- KUBIEC InventariosDocumento10 páginasKUBIEC InventariosJorge Luis Hidalgo RuizAún no hay calificaciones
- Diseño para Fabricacion y Montaje 2Documento2 páginasDiseño para Fabricacion y Montaje 2kenny brievaAún no hay calificaciones
- Diagrama IshikawaDocumento2 páginasDiagrama IshikawaAlicia SaucedaAún no hay calificaciones
- Examen T2Documento3 páginasExamen T2Giuseppe ZavaletaAún no hay calificaciones
- ReometriaDocumento2 páginasReometriaFernando SinchiAún no hay calificaciones
- 1.-El Sistema Logístico en La EmpresaDocumento47 páginas1.-El Sistema Logístico en La Empresa504591 504591Aún no hay calificaciones
- Programacion de PisoDocumento70 páginasProgramacion de PisoKaren Taylor100% (1)
- Modelos de Redes y Heuristicos en La Produccion y ManufacturaDocumento19 páginasModelos de Redes y Heuristicos en La Produccion y ManufacturaJuan Pablo Lopez100% (1)
- Indice Capacidad de Procesos - Jose Camero - Presentacion PDFDocumento51 páginasIndice Capacidad de Procesos - Jose Camero - Presentacion PDFBryanAún no hay calificaciones
- D - Gestion de Informe de CostosDocumento7 páginasD - Gestion de Informe de CostosLindaura Abarca OrellanoAún no hay calificaciones
- El Ciclo de Vida de BPMDocumento4 páginasEl Ciclo de Vida de BPMGardy ChangAún no hay calificaciones
- Intensidad de CapitalDocumento13 páginasIntensidad de Capitalfreddy9188Aún no hay calificaciones
- Proyecto Reciclaje de CobreDocumento16 páginasProyecto Reciclaje de CobreNorelis JimenezAún no hay calificaciones
- Simulacion 3 y 7Documento6 páginasSimulacion 3 y 7Marlenne GonzalezAún no hay calificaciones
- Visita Tecnica Planta de Tratamiento Residuos Solidos AcaciasDocumento5 páginasVisita Tecnica Planta de Tratamiento Residuos Solidos AcaciasVeronica KondoriAún no hay calificaciones
- Ejercicio Método Brown-GibsonDocumento3 páginasEjercicio Método Brown-Gibsonjose riosAún no hay calificaciones
- Incremento de La Productividad en Tunel Iqf PDFDocumento55 páginasIncremento de La Productividad en Tunel Iqf PDFjuan_castellanos_49100% (2)
- LocalizacionDocumento49 páginasLocalizacionGiancarlo Lazaro CruzAún no hay calificaciones
- Ingeniería de ManufacturaDocumento2 páginasIngeniería de ManufacturaDiana txgliAún no hay calificaciones
- Metodologia de La InvestigacionDocumento8 páginasMetodologia de La InvestigacionTONY SANDRO PAREDES MANSILLAAún no hay calificaciones
- Cuadernillo PARCIAL 1Documento32 páginasCuadernillo PARCIAL 1Josue MontoyaAún no hay calificaciones
- Bandas TransportaorasDocumento21 páginasBandas Transportaorasarmando011109Aún no hay calificaciones
- Calculo Del Rendimiento Del MorteroDocumento1 páginaCalculo Del Rendimiento Del MorteroGuzz OlveraAún no hay calificaciones
- 1-Trabajo de Operaciones-400Documento54 páginas1-Trabajo de Operaciones-400Daniel Cuevas SAún no hay calificaciones
- Construplan NGDocumento36 páginasConstruplan NGJairo PanessoAún no hay calificaciones
- Distribucion de Una PlantaDocumento2 páginasDistribucion de Una PlantaSouri CastroAún no hay calificaciones
- SLP para Distribucion en Planta - Parte 1Documento5 páginasSLP para Distribucion en Planta - Parte 1Joel A. Trinidad (xXxZ0MB1xXx)Aún no hay calificaciones
- Informe SLPDocumento5 páginasInforme SLPjoselyAún no hay calificaciones
- Modelado y simulación de redes. Aplicación de QoS con opnet modelerDe EverandModelado y simulación de redes. Aplicación de QoS con opnet modelerAún no hay calificaciones
- Guía 5 - Flujos de Caja BDocumento8 páginasGuía 5 - Flujos de Caja BJosué Gómez O0% (2)
- Matriz LeopoldDocumento42 páginasMatriz LeopoldJosué Gómez OAún no hay calificaciones
- QUIMICA GENERAL Clase 7 Equilibrio Ionico Acido BaseDocumento9 páginasQUIMICA GENERAL Clase 7 Equilibrio Ionico Acido BaseJosué Gómez OAún no hay calificaciones
- QUIMICA GENERAL Clase 1 Presentacion Del Curso y Sistemas de UnidadesDocumento49 páginasQUIMICA GENERAL Clase 1 Presentacion Del Curso y Sistemas de UnidadesJosué Gómez OAún no hay calificaciones
- Guia de Ejercicios IIIDocumento2 páginasGuia de Ejercicios IIIJosué Gómez O0% (1)
- Ciclologia SimbolosDocumento31 páginasCiclologia Simboloslibreria rudisAún no hay calificaciones
- Cuadernillo Tercer Grado-1Documento46 páginasCuadernillo Tercer Grado-1erick de jesus hernandez cruzAún no hay calificaciones
- Tipos de Defensas Riberenas y AplicacionDocumento45 páginasTipos de Defensas Riberenas y AplicacionYoselin Gordillo GuevaraAún no hay calificaciones
- Programación Talleres de Acompañamiento Integral Definitivo PDFDocumento5 páginasProgramación Talleres de Acompañamiento Integral Definitivo PDFJulian DavidAún no hay calificaciones
- Registro de Ventas e Ingresos ElectronicosDocumento2 páginasRegistro de Ventas e Ingresos ElectronicosCarlos Alberto Guzmán Ticona100% (1)
- La Concepción Semántica de La Verdad y Los Fundamentos de La SemánticaDocumento5 páginasLa Concepción Semántica de La Verdad y Los Fundamentos de La SemánticaYasnielAún no hay calificaciones
- Teoría Atómica: Protones, Electrones y NeutronesDocumento31 páginasTeoría Atómica: Protones, Electrones y NeutronesMonserrat Meier FerreroAún no hay calificaciones
- Principales Ventajas de Las Hojas de EstiloDocumento2 páginasPrincipales Ventajas de Las Hojas de EstiloAriel B RivasAún no hay calificaciones
- García Canclini Néstor. La Dictadura Sanitaria Por El CoronavirusDocumento1 páginaGarcía Canclini Néstor. La Dictadura Sanitaria Por El CoronavirusAmeyalliAún no hay calificaciones
- Reporte No.1 JoeDocumento10 páginasReporte No.1 JoeJose MorenoAún no hay calificaciones
- Informe Final PafsDocumento47 páginasInforme Final PafsOscar Bin Tun100% (1)
- Retardo Mental y Su ClasificaciónDocumento19 páginasRetardo Mental y Su ClasificaciónSolanyi GomezAún no hay calificaciones
- CedulaCatastral 5786474Documento2 páginasCedulaCatastral 5786474Anonymous e00p4uBAún no hay calificaciones
- Tema 9 - La Expresion Instrumental en E.P..odtDocumento5 páginasTema 9 - La Expresion Instrumental en E.P..odtMigueldelaBlancaAún no hay calificaciones
- Fisioterapeuta Paciente PDFDocumento14 páginasFisioterapeuta Paciente PDFTrenoguin Zadorov100% (1)
- Unidad 1 Semana 7est1Documento33 páginasUnidad 1 Semana 7est1Lisseth BarreraAún no hay calificaciones
- YexalenDocumento4 páginasYexalenYexa López BautistaAún no hay calificaciones
- D1 A3 SESION TUT. Aprendiendo A Ser Buenos PeatonesDocumento7 páginasD1 A3 SESION TUT. Aprendiendo A Ser Buenos PeatonesJesenia jovani Cruz RojasAún no hay calificaciones
- Monográfico Conservatorio Carlos López BuchardoDocumento63 páginasMonográfico Conservatorio Carlos López BuchardoErik Johnson100% (1)
- Tópicos Literarios. Pág. 196 PDFDocumento3 páginasTópicos Literarios. Pág. 196 PDFTxekorra_Aún no hay calificaciones
- Cadena de SuministroDocumento13 páginasCadena de SuministroYinaira GomezAún no hay calificaciones
- Tortuga Servicio Al ClienteDocumento39 páginasTortuga Servicio Al ClienteVIVIANA LILI DAVILA VELAZQUEZAún no hay calificaciones
- TPN 6 Creado de EngranajesDocumento14 páginasTPN 6 Creado de Engranajesgoose100% (1)
- Guía de Actividades y Rubrica de La Etapa 5 Evaluar e Interpretar El Impacto Del Análisis Del Ciclo de VidaDocumento10 páginasGuía de Actividades y Rubrica de La Etapa 5 Evaluar e Interpretar El Impacto Del Análisis Del Ciclo de VidaNorma Angela Diaz NavarroAún no hay calificaciones
- F12.g7.abs Formato Entrega de Epp v2Documento4 páginasF12.g7.abs Formato Entrega de Epp v2tatiana enriquezAún no hay calificaciones
- Produccion de PapelDocumento5 páginasProduccion de PapelZubiria Pinto GelverAún no hay calificaciones
- Ikigai Guía de TrabajoDocumento7 páginasIkigai Guía de TrabajoALEXANDER MAMANI LAYMEAún no hay calificaciones
- Ensayo Desercion EscolarDocumento17 páginasEnsayo Desercion Escolaralvaro uribe100% (2)
- NL 20231225Documento16 páginasNL 20231225JohnAún no hay calificaciones
- Practica 8 Mecanica de FluidosDocumento5 páginasPractica 8 Mecanica de FluidosAlan SánchezAún no hay calificaciones