También podría gustarte
- Practico 9 Problemas de Mecanizado TorneadoDocumento10 páginasPractico 9 Problemas de Mecanizado Torneadoalejandro cuellarAún no hay calificaciones
- Formulas de EstiradoDocumento3 páginasFormulas de EstiradoAntonio MartinezAún no hay calificaciones
- Problemas Resueltos de FresadoDocumento10 páginasProblemas Resueltos de Fresadomaribel espinozaAún no hay calificaciones
- Mecanismos de Retorno Rápido y Linea RectaDocumento28 páginasMecanismos de Retorno Rápido y Linea RectaJuan Carlos Barrientos Lobato100% (1)
- Grandes Temas de La MatemáticaDocumento6 páginasGrandes Temas de La MatemáticaXimena CabiativaAún no hay calificaciones
- Informe de Laboratorio #1 Medidas Físicas, Instrumentos de Medición y Presentación de DatosDocumento14 páginasInforme de Laboratorio #1 Medidas Físicas, Instrumentos de Medición y Presentación de Datosjavier19alejandroAún no hay calificaciones
- Monografía de RoblonadoDocumento9 páginasMonografía de RoblonadoBruno Marsilli SpinelliAún no hay calificaciones
- Diseño Floculador AlabamaDocumento6 páginasDiseño Floculador AlabamaSebastian RiveraAún no hay calificaciones
- Caso 5555Documento3 páginasCaso 5555Luis JavierAún no hay calificaciones
- MoleteadoDocumento5 páginasMoleteadomundialmenteAún no hay calificaciones
- Parcial 01 - Grupo 06Documento10 páginasParcial 01 - Grupo 06KENIA MARINAún no hay calificaciones
- Velocidad Remo C I OnDocumento2 páginasVelocidad Remo C I OnEdison Santiago0% (1)
- Ejercicios para La Introducion A La Programacion C++Documento17 páginasEjercicios para La Introducion A La Programacion C++JohnAún no hay calificaciones
- TP 1 - PM - Gonzalez GregorioDocumento39 páginasTP 1 - PM - Gonzalez GregorioFernando GustavoAún no hay calificaciones
- Mecanica Racional: Docente: Ing. Juan Carlos Sauma HaddadDocumento16 páginasMecanica Racional: Docente: Ing. Juan Carlos Sauma HaddadJuanRammsteinxSalazarAún no hay calificaciones
- DOBLADODocumento13 páginasDOBLADOroberth gonzalez perezAún no hay calificaciones
- Practica de Estructuras MetalicasDocumento7 páginasPractica de Estructuras MetalicasbetoporcelAún no hay calificaciones
- Torsion PDFDocumento27 páginasTorsion PDFJavita SilvaAún no hay calificaciones
- Dibujos IntermediosDocumento85 páginasDibujos IntermediosJorge Cruz MedranoAún no hay calificaciones
- Cabezal Bifurcado Vistas FINAL IMPRIMIR PDFDocumento1 páginaCabezal Bifurcado Vistas FINAL IMPRIMIR PDFAdrián MaldonadoAún no hay calificaciones
- Centro Instantaneo de RotacionDocumento7 páginasCentro Instantaneo de RotacionMiguel GarciaAún no hay calificaciones
- 10 Ejercicios Propuestos Torsion Cachi SalcedoDocumento16 páginas10 Ejercicios Propuestos Torsion Cachi SalcedoJESUS VICENTE DAMIAN HERNANDEZAún no hay calificaciones
- Diseño Prensa de BancoDocumento14 páginasDiseño Prensa de Bancovictor moraAún no hay calificaciones
- Eva PP PM IiDocumento4 páginasEva PP PM IiPatricio SantillanAún no hay calificaciones
- Curso de MetrologiaDocumento56 páginasCurso de Metrologiaeduardo1458100% (1)
- Procesos de Fabricacion 1 Desarrollo Doblado y EmbutidoDocumento9 páginasProcesos de Fabricacion 1 Desarrollo Doblado y EmbutidoFuad KhiyamiAún no hay calificaciones
- Taller 2 Economia 1Documento4 páginasTaller 2 Economia 1LEIDY MICHELLE HERNANDEZ HERNANDEZAún no hay calificaciones
- Analisis de CompresionDocumento10 páginasAnalisis de CompresionKevin Medina BacaAún no hay calificaciones
- Soldadura de Hidrógeno AtómicoDocumento6 páginasSoldadura de Hidrógeno AtómicoSanchez JStevenAún no hay calificaciones
- TP No 13 Flexion PuraDocumento6 páginasTP No 13 Flexion PuraHollman SchmalbachAún no hay calificaciones
- Parcial Segundo CorteDocumento3 páginasParcial Segundo CorteDaniel GutierrezAún no hay calificaciones
- Formulario Maquinados IndustrialesDocumento6 páginasFormulario Maquinados IndustrialesJanelle LeònAún no hay calificaciones
- Tarea 23 de 02 de 2022Documento34 páginasTarea 23 de 02 de 2022Cristhian Almendares TorresAún no hay calificaciones
- ProbmaDocumento9 páginasProbmaIsma-MAAún no hay calificaciones
- Problemas Esfuerzo Cortante y DeformaciónDocumento21 páginasProblemas Esfuerzo Cortante y DeformaciónSteven CancinoAún no hay calificaciones
- Fisica 1Documento2 páginasFisica 1Orlandini Ramos HuachohuilcaAún no hay calificaciones
- Factores Que Intervienen en El Proceso de Mecanizado de Una Pieza - Seleccion de Maquinas HerramientasDocumento16 páginasFactores Que Intervienen en El Proceso de Mecanizado de Una Pieza - Seleccion de Maquinas HerramientasgdfgAún no hay calificaciones
- Fundicion UisDocumento7 páginasFundicion UisJaime CelisAún no hay calificaciones
- Talle en Clase #2Documento4 páginasTalle en Clase #2Angel DavidAún no hay calificaciones
- 1.9. Círculo de Mohr para Esfuerzos en 2DDocumento9 páginas1.9. Círculo de Mohr para Esfuerzos en 2DCharlys D. Villanueva TempladeraAún no hay calificaciones
- Texto Compilado - rESISTENCIA DE MATERIALES IIDocumento98 páginasTexto Compilado - rESISTENCIA DE MATERIALES IIAntony BG0% (1)
- Ejercicio de MecanismosDocumento16 páginasEjercicio de MecanismosguidoAún no hay calificaciones
- Engranajes Conicos Con Solid EdgeDocumento7 páginasEngranajes Conicos Con Solid EdgeoycohawkAún no hay calificaciones
- TareaDocumento4 páginasTareaKairet SuloagaAún no hay calificaciones
- Primer Informe de Laboratorio Manufactura San MarcosDocumento30 páginasPrimer Informe de Laboratorio Manufactura San MarcosPaul IllaAún no hay calificaciones
- Primer Examen Parcial Teorias Procesos de Manufactura 1Documento3 páginasPrimer Examen Parcial Teorias Procesos de Manufactura 1Efrain Hacha Pucho0% (1)
- E II TP Nº2 PandeoDocumento2 páginasE II TP Nº2 PandeoGonzalo Luna50% (2)
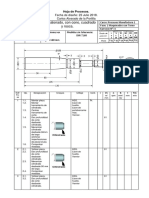
- Hoja de ProcesoDocumento4 páginasHoja de ProcesoMILTON DIAZAún no hay calificaciones
- Ultrasonido IndustrialDocumento2 páginasUltrasonido IndustrialJulioAún no hay calificaciones
- Tiempo de Procesamiento en El TaladroDocumento2 páginasTiempo de Procesamiento en El TaladroNiko ErredekizAún no hay calificaciones
- Galeria Filtrante Wara WaraDocumento10 páginasGaleria Filtrante Wara WaraDiego MooreAún no hay calificaciones
- Semana 9 - Flexión PuraDocumento18 páginasSemana 9 - Flexión PuraRay Rachel G. CabreraAún no hay calificaciones
- Ejercicio de FresadoDocumento3 páginasEjercicio de FresadoKEVIN GIOVANNY LOPEZ CARDENASAún no hay calificaciones
- Ejercicios Resueltos de TornoDocumento2 páginasEjercicios Resueltos de TornoArnold Steven Guillen FuerteAún no hay calificaciones
- Semana 9 Ejercicios de TornosDocumento2 páginasSemana 9 Ejercicios de TornosJasbir Quispe PuenteAún no hay calificaciones
- Guía de Ejercicios Procesos de MecanizadoDocumento7 páginasGuía de Ejercicios Procesos de MecanizadoFrancisco RoilarAún no hay calificaciones
- Guia - Torno EjerciciosDocumento2 páginasGuia - Torno Ejerciciosgiancarlo rojas100% (1)
- Torno NCNDocumento15 páginasTorno NCNkelverAún no hay calificaciones
- Guia TornoDocumento2 páginasGuia TornoarceppAún no hay calificaciones
- 04 TaladradoDocumento9 páginas04 TaladradoJoan Paul AncajimaAún no hay calificaciones
- Procedimiento para Conformación Del Comité de Seguridad Vial - U. DistritalDocumento14 páginasProcedimiento para Conformación Del Comité de Seguridad Vial - U. DistritalLuis Mateo Reyes JimenezAún no hay calificaciones
- Esfuerzo de TensiónDocumento3 páginasEsfuerzo de TensiónLuis Mateo Reyes JimenezAún no hay calificaciones
- PRC-SST-001 Procedimiento para Elección y Conformación Del COPASSTDocumento10 páginasPRC-SST-001 Procedimiento para Elección y Conformación Del COPASSTLuis Mateo Reyes JimenezAún no hay calificaciones
- Metabolismo Del Calcio Fosforo 1 Semestre Del 2022Documento56 páginasMetabolismo Del Calcio Fosforo 1 Semestre Del 2022Luis Mateo Reyes JimenezAún no hay calificaciones
- 10-16 Principales Ejes EndocrinosDocumento39 páginas10-16 Principales Ejes EndocrinosLuis Mateo Reyes JimenezAún no hay calificaciones
- SangreDocumento21 páginasSangreLuis Mateo Reyes JimenezAún no hay calificaciones
- GRUPOS SANGUINEOS - Material de RepasoDocumento48 páginasGRUPOS SANGUINEOS - Material de RepasoLuis Mateo Reyes JimenezAún no hay calificaciones
- Practica 1 ElectromagnetismoDocumento9 páginasPractica 1 ElectromagnetismoLuis Mateo Reyes JimenezAún no hay calificaciones
- CUADRO HEMATICO. Material de RepasoDocumento46 páginasCUADRO HEMATICO. Material de RepasoLuis Mateo Reyes JimenezAún no hay calificaciones
- Cap Juegos LiebermanDocumento20 páginasCap Juegos LiebermanLuis Mateo Reyes JimenezAún no hay calificaciones
- Modelo Acuerdo PracticantesDocumento3 páginasModelo Acuerdo PracticantesLuis Mateo Reyes JimenezAún no hay calificaciones
- UniformesDocumento2 páginasUniformesLuis Mateo Reyes JimenezAún no hay calificaciones
- Esquema Del CircuitoDocumento3 páginasEsquema Del CircuitoLuis Mateo Reyes Jimenez100% (1)