También podría gustarte
- Pasos para El Artículo de Revisión.Documento1 páginaPasos para El Artículo de Revisión.alejo ossaAún no hay calificaciones
- Angulo de Reposo, DensidadDocumento4 páginasAngulo de Reposo, Densidadalejo ossaAún no hay calificaciones
- 4 TrituraciónDocumento4 páginas4 Trituraciónalejo ossaAún no hay calificaciones
- Ceramografia de Un Recubrimiento CeramicoDocumento2 páginasCeramografia de Un Recubrimiento Ceramicoalejo ossaAún no hay calificaciones
- Trabajo de Comportamiento Mecánico FinalDocumento1 páginaTrabajo de Comportamiento Mecánico Finalalejo ossaAún no hay calificaciones
- Informe 2 Lab Comportamiento MecánicoDocumento15 páginasInforme 2 Lab Comportamiento Mecánicoalejo ossaAún no hay calificaciones
- Informe 1 Lab Comportamiento MecánicoDocumento7 páginasInforme 1 Lab Comportamiento Mecánicoalejo ossaAún no hay calificaciones
- Taller Magnéticas 2016-2Documento1 páginaTaller Magnéticas 2016-2alejo ossaAún no hay calificaciones
- Informe 1 Polímeros.Documento9 páginasInforme 1 Polímeros.alejo ossaAún no hay calificaciones
- Informe 5 MetalesDocumento4 páginasInforme 5 Metalesalejo ossaAún no hay calificaciones
- Informe 3 Lab IntegradoDocumento14 páginasInforme 3 Lab Integradoalejo ossaAún no hay calificaciones
- Tarea Final MicrosDocumento5 páginasTarea Final MicrosJuan David Barragan ContrerasAún no hay calificaciones
- NMX J 266 Ance 2014Documento237 páginasNMX J 266 Ance 2014luisAún no hay calificaciones
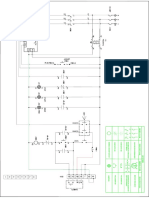
- Plano Electrico-Migracion E300Documento1 páginaPlano Electrico-Migracion E300raulAún no hay calificaciones
- Alfombra DielectricaDocumento2 páginasAlfombra DielectricaAlejandra MoralesAún no hay calificaciones
- Diodos LEDDocumento5 páginasDiodos LEDValeria Camacho LopezAún no hay calificaciones
- Casa Sa - Plano Ilu01-02 Rev02Documento2 páginasCasa Sa - Plano Ilu01-02 Rev02bryan gomezAún no hay calificaciones
- LabMaqElectrEsta92G-Ensayo de Cortocircuito de TransformadoresDocumento9 páginasLabMaqElectrEsta92G-Ensayo de Cortocircuito de TransformadoresDIAZ CUBA ROGER JEANPOOLAún no hay calificaciones
- Se-601c Manual de ServicioDocumento60 páginasSe-601c Manual de ServicioCesar AyalaAún no hay calificaciones
- Reporte 1Documento10 páginasReporte 1Hans GomezAún no hay calificaciones
- Guia Taller de Problemas de Sonido Cuerdas y Tubos Sonoros PDFDocumento3 páginasGuia Taller de Problemas de Sonido Cuerdas y Tubos Sonoros PDFDelmer MesaAún no hay calificaciones
- Clase Once Transistor RepasoDocumento20 páginasClase Once Transistor RepasoALEX JERSON FLORES QUISPEAún no hay calificaciones
- Ic 389 Arlety Acharte DCP +Documento4 páginasIc 389 Arlety Acharte DCP +Sheyla Luz GarayAún no hay calificaciones
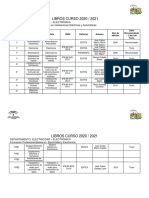
- Libros Dpto Electricidad 20-21 PDFDocumento2 páginasLibros Dpto Electricidad 20-21 PDFVATEKAún no hay calificaciones
- Transmision Inalambrica PDFDocumento11 páginasTransmision Inalambrica PDFsantiagoAún no hay calificaciones
- Proyecto 2 LauroDocumento19 páginasProyecto 2 Lauropalero123Aún no hay calificaciones
- Taller ParcialDocumento7 páginasTaller ParcialAlejandro ReyesAún no hay calificaciones
- MI Baterias Automaticas KOBAN SPDocumento12 páginasMI Baterias Automaticas KOBAN SPAntonioAún no hay calificaciones
- Practica 3 CDocumento7 páginasPractica 3 Calexandrojz730Aún no hay calificaciones
- Hernandez Martel Fernando CFD01 1Documento4 páginasHernandez Martel Fernando CFD01 1fer javierAún no hay calificaciones
- Exposicion de Laboratorio de MaquinasDocumento11 páginasExposicion de Laboratorio de MaquinasjoseAún no hay calificaciones
- Okay Tiendas (Ogb1) : Señor (Es) Dirección Ciudad Teléfono Identificación Ítem Precio Cantidad Descuento TotalDocumento1 páginaOkay Tiendas (Ogb1) : Señor (Es) Dirección Ciudad Teléfono Identificación Ítem Precio Cantidad Descuento TotalJuan Francisco MendesAún no hay calificaciones
- Ie 1Documento1 páginaIe 1YVAN VEGA MAZAAún no hay calificaciones
- Unidad El Decibelio PT2Documento5 páginasUnidad El Decibelio PT2José Manuel Sánchez MoncayoAún no hay calificaciones
- Cap 1 EAIDocumento20 páginasCap 1 EAIEmilia Videla RodriguezAún no hay calificaciones
- Módulo - 02 LED RGBDocumento5 páginasMódulo - 02 LED RGBCarlos BeitiaAún no hay calificaciones
- Manual Electro Estimulador MV-950Documento4 páginasManual Electro Estimulador MV-950escortesAún no hay calificaciones
- Medidores, Interruptores y RotametroDocumento6 páginasMedidores, Interruptores y Rotametrojulio electronicaAún no hay calificaciones
- Diseño de Contadores FLOYDDocumento10 páginasDiseño de Contadores FLOYDSergio RomeroAún no hay calificaciones
- Practic 007 Display OLED DHT11 PDFDocumento11 páginasPractic 007 Display OLED DHT11 PDFUTEQ T-186Aún no hay calificaciones
- 15 PANEL SWBD-1 380-220VAC, 3F+N+PE, 60HZ, Icc:65kA: Item Referencia ProductoDocumento24 páginas15 PANEL SWBD-1 380-220VAC, 3F+N+PE, 60HZ, Icc:65kA: Item Referencia ProductoYael Balvin MontalvoAún no hay calificaciones