También podría gustarte
- Diseño de concreto reforzado 8ª EdiciónDe EverandDiseño de concreto reforzado 8ª EdiciónCalificación: 5 de 5 estrellas5/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Proceso de Piston PDFDocumento12 páginasProceso de Piston PDFd_maceda100% (3)
- Test 2 MantenimientoDocumento41 páginasTest 2 MantenimientoDrimec Srl0% (1)
- Como Construir Una MotoDocumento16 páginasComo Construir Una Motojfm7000668883% (6)
- PETROBRAS UTILE OP EMDocumento2 páginasPETROBRAS UTILE OP EMalferecAún no hay calificaciones
- Pellets de HierroDocumento11 páginasPellets de HierroMax Gonzalez Cortes100% (1)
- Tzumi Jagpz4 ADocumento13 páginasTzumi Jagpz4 Aluis cortelezziAún no hay calificaciones
- Informe de ConosDocumento28 páginasInforme de Conoskeyverr jimenezAún no hay calificaciones
- Bombas y Motores HidraulicosDocumento26 páginasBombas y Motores HidraulicosPablo Gaspar D'Agostini Amengual100% (5)
- Trabajos Caracteristicos de La FresadoraDocumento36 páginasTrabajos Caracteristicos de La FresadoraRayder Cavanillas100% (2)
- Fabricación piezas máquinas industrialesDocumento15 páginasFabricación piezas máquinas industrialesANYI CAMILA PÉREZ MIRANDAAún no hay calificaciones
- Catalogo Machos Volkel PDFDocumento315 páginasCatalogo Machos Volkel PDFSebastiao AdrianoAún no hay calificaciones
- Duplicador para Mini Torno PDFDocumento47 páginasDuplicador para Mini Torno PDFweqrfqwerAún no hay calificaciones
- Bridas Partidas DimensionesDocumento66 páginasBridas Partidas DimensionesPaz YossAún no hay calificaciones
- Ejercicios Dibujo Técnico 1ºgsmecDocumento42 páginasEjercicios Dibujo Técnico 1ºgsmecJavier Pérez RodríguezAún no hay calificaciones
- CONSTRUCCIÓN DE UNA ROSCA DE ACERO HuanaDocumento5 páginasCONSTRUCCIÓN DE UNA ROSCA DE ACERO HuanaRoger Gonzales GarciaAún no hay calificaciones
- DobladoDocumento18 páginasDobladoDeybi LópezAún no hay calificaciones
- Todo sobre roscas: tipos, funcionamiento, fabricación y normasDocumento17 páginasTodo sobre roscas: tipos, funcionamiento, fabricación y normasJuan MontañoAún no hay calificaciones
- Informe Trucaje 1Documento32 páginasInforme Trucaje 1Andy CudcoAún no hay calificaciones
- Acabado de Pistones - Cilindros PDFDocumento7 páginasAcabado de Pistones - Cilindros PDFRaúl MuñizAún no hay calificaciones
- Clase conos conicidadDocumento12 páginasClase conos conicidadVane RecinosAún no hay calificaciones
- Hoja de Ruta TornoDocumento28 páginasHoja de Ruta TornoMaicol AcostaAún no hay calificaciones
- Proyecto Árbol de Levas Motor Diesel Vw-Páginas-EliminadasDocumento20 páginasProyecto Árbol de Levas Motor Diesel Vw-Páginas-Eliminadasisaac cuencaAún no hay calificaciones
- Capitulo 19 RemachesDocumento9 páginasCapitulo 19 RemachesKlever Tigua0% (1)
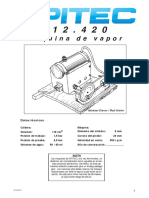
- Maquina A Vapor 112420bmDocumento24 páginasMaquina A Vapor 112420bmMiguel Matias ReineroAún no hay calificaciones
- Limadora RápidaDocumento3 páginasLimadora RápidaCasa Milano100% (1)
- Proceso PistonDocumento12 páginasProceso Pistonfirst_second12Aún no hay calificaciones
- Caterpillar-Curso de Soldadura (Simbología)Documento24 páginasCaterpillar-Curso de Soldadura (Simbología)Sangui RojasAún no hay calificaciones
- Mecanizado de Un PistónDocumento22 páginasMecanizado de Un PistónJhordan Ugarte100% (1)
- Preguntas sobre procesos de maquinadoDocumento2 páginasPreguntas sobre procesos de maquinadoWilson Cubur100% (1)
- Partes Del TornoDocumento4 páginasPartes Del TornoAlexander PergherAún no hay calificaciones
- Tornillo Sin FinDocumento252 páginasTornillo Sin FinJoshua MorrisAún no hay calificaciones
- Cuestionario 3 2020 e Tecnologia de Los MetalesDocumento14 páginasCuestionario 3 2020 e Tecnologia de Los MetalesBryan Antonio Tandazo YaguanaAún no hay calificaciones
- BD1 - Caso Metal S.A.CDocumento17 páginasBD1 - Caso Metal S.A.CAdriana LujánAún no hay calificaciones
- Molinos de San Carlos AjustesDocumento129 páginasMolinos de San Carlos AjustesHector Manuel Pantoja Cardona100% (4)
- Problemas y soluciones del molino de martillosDocumento35 páginasProblemas y soluciones del molino de martillosDante TorresAún no hay calificaciones
- Fresadora 1Documento15 páginasFresadora 1JuniorHDAún no hay calificaciones
- 11 Roscas y Su Tallado - Parte 2Documento5 páginas11 Roscas y Su Tallado - Parte 2Karliitha HernandezAún no hay calificaciones
- Calculo y Fabricacion de EngranajesDocumento26 páginasCalculo y Fabricacion de EngranajesJoel Honorio MarinAún no hay calificaciones
- Catálogo DIN y Clamp racoresDocumento17 páginasCatálogo DIN y Clamp racoresingbreinerAún no hay calificaciones
- Catalogo Racores DIN CLAMP1Documento17 páginasCatalogo Racores DIN CLAMP1Gerald LugoAún no hay calificaciones
- Documento convertido a texto por OCRDocumento2 páginasDocumento convertido a texto por OCRLuis Fernando Hinsbis AponteAún no hay calificaciones
- 4 - ME-525 Cap03 Dis Plant PT 01Documento46 páginas4 - ME-525 Cap03 Dis Plant PT 01Anonymous p4K8WU5lXwAún no hay calificaciones
- Catalogo Racores DIN CLAMP PDFDocumento17 páginasCatalogo Racores DIN CLAMP PDFjjv709Aún no hay calificaciones
- CLEVELAND Catalogo - 2020-Web - CompressedDocumento240 páginasCLEVELAND Catalogo - 2020-Web - CompressedDiego Fernando Cabal Casanova100% (1)
- Informe de DibujoDocumento11 páginasInforme de DibujoLuis Mateo Reyes JimenezAún no hay calificaciones
- FresadoraDocumento63 páginasFresadoraPERICOJORGE2003Aún no hay calificaciones
- Operaciones de MaquinadoDocumento16 páginasOperaciones de Maquinadoeduards moreno contrerasAún no hay calificaciones
- Hoja de Ruta EstructuraDocumento3 páginasHoja de Ruta EstructuraTomas LuchoAún no hay calificaciones
- Trucaje de PistonDocumento17 páginasTrucaje de PistonRicky SantiagoAún no hay calificaciones
- Máquinas herramientas para mecanizado: torno, fresadora y taladroDocumento5 páginasMáquinas herramientas para mecanizado: torno, fresadora y taladroAlexander Rivera LunaAún no hay calificaciones
- Banco de Preguntas Ultimas ExposicionesDocumento15 páginasBanco de Preguntas Ultimas ExposicionesJoe BotelloAún no hay calificaciones
- Taller 2Documento7 páginasTaller 2Anyelo Rene Zúñiga TrespalaciosAún no hay calificaciones
- CEPILLADO DE ENGRANAJE FABRICADO POR FUNDICIÓNDocumento10 páginasCEPILLADO DE ENGRANAJE FABRICADO POR FUNDICIÓNAldo AlarconAún no hay calificaciones
- Ejemplo de Desarrollo de Un Sistema de MantenimientoDocumento164 páginasEjemplo de Desarrollo de Un Sistema de MantenimientoLarryJavierEstradaAún no hay calificaciones
- Roscas y Su Tallado PDFDocumento14 páginasRoscas y Su Tallado PDFRicardo Ariel C CAún no hay calificaciones
- TME01378Documento164 páginasTME01378Isra Montes De Oca BautistaAún no hay calificaciones
- Circuitos ElectricosDocumento2 páginasCircuitos ElectricosSalvador SanchezAún no hay calificaciones
- Introducción a los aceros: fabricación, elementos y normasDocumento114 páginasIntroducción a los aceros: fabricación, elementos y normasJuan Rodriguez67% (3)
- Telwin 175Documento26 páginasTelwin 175Andres Larenas Ortiz100% (1)
- Bienvenidos !: CursoDocumento69 páginasBienvenidos !: CursoalferecAún no hay calificaciones
- Manual de Reparacion Telwin Tecnica 141-161 988758 - eDocumento20 páginasManual de Reparacion Telwin Tecnica 141-161 988758 - edegenerenchun100% (1)
- Aceros Especiales Bohler PDFDocumento29 páginasAceros Especiales Bohler PDFNicolás Pacori0% (1)
- Manual Multisim 1bchDocumento30 páginasManual Multisim 1bchelectron3Aún no hay calificaciones
- Electronica de Potencia-Teoria y Aplicaciones, - J. Manuel Benavent Garcia PDFDocumento231 páginasElectronica de Potencia-Teoria y Aplicaciones, - J. Manuel Benavent Garcia PDFalferecAún no hay calificaciones
- GuiaPreliminar 094Documento16 páginasGuiaPreliminar 094jorgefrwAún no hay calificaciones
- Tratamientos térmicos de temple y revenidoDocumento19 páginasTratamientos térmicos de temple y revenidoAlba Duaneth Rocabado MendietaAún no hay calificaciones
- Tratamiento TérmicoDocumento10 páginasTratamiento TérmicoSuperZongoAún no hay calificaciones
- Introducción a los aceros: fabricación, elementos y normasDocumento114 páginasIntroducción a los aceros: fabricación, elementos y normasJuan Rodriguez67% (3)
- Aceros Especiales Bohler PDFDocumento29 páginasAceros Especiales Bohler PDFNicolás Pacori0% (1)
- CD 3235Documento201 páginasCD 3235albertojanetaAún no hay calificaciones
- Tratamientos Termicos para Materiales No FerrososDocumento40 páginasTratamientos Termicos para Materiales No FerrososSebastián Andrés Rojas MontielAún no hay calificaciones
- Manual de Aceros Especiales Boehler - ColombiaDocumento72 páginasManual de Aceros Especiales Boehler - ColombiaalferecAún no hay calificaciones
- Tratamientos térmicos de recocido en fundiciones de hierroDocumento17 páginasTratamientos térmicos de recocido en fundiciones de hierroWaldo González LizanaAún no hay calificaciones
- Aceite de corte Metaldelta semisentético de alto rendimiento para mecanizado de metalesDocumento1 páginaAceite de corte Metaldelta semisentético de alto rendimiento para mecanizado de metalesalferecAún no hay calificaciones
- 7-Mecanismos de EndurecimientoDocumento6 páginas7-Mecanismos de EndurecimientoCarlos AugustoAún no hay calificaciones
- 4-Principios Generales de Los TT v2Documento11 páginas4-Principios Generales de Los TT v2Ricardo Zambrano MonsalvezAún no hay calificaciones
- Estructuras y tratamientos de aceros - Ferrita, cementita, perlita y martensitaDocumento11 páginasEstructuras y tratamientos de aceros - Ferrita, cementita, perlita y martensitaOsvaldo CoaguilaAún no hay calificaciones
- Transformaciones de La Austenita Fuera Del EquilibrioDocumento6 páginasTransformaciones de La Austenita Fuera Del EquilibrioFer VillAún no hay calificaciones
- Soldelta SintéticoDocumento1 páginaSoldelta SintéticoalferecAún no hay calificaciones
- Mecanizado Parte 1 Univ Buenos AiresDocumento110 páginasMecanizado Parte 1 Univ Buenos Airescarmelotomas100% (1)
- Soldelta PremiumDocumento1 páginaSoldelta PremiumalferecAún no hay calificaciones
- Infografía BDocumento1 páginaInfografía BalferecAún no hay calificaciones
- Infografía BDocumento1 páginaInfografía BalferecAún no hay calificaciones
- Mecanizado Parte 1 Univ Buenos AiresDocumento110 páginasMecanizado Parte 1 Univ Buenos Airescarmelotomas100% (1)
- Chevron Soluble Oil B-PDSDetailPageDocumento4 páginasChevron Soluble Oil B-PDSDetailPagealferecAún no hay calificaciones
- Evaluación parcial de Mineralogía - Prueba 1Documento4 páginasEvaluación parcial de Mineralogía - Prueba 1Cristhian Benjamin Dister Huaman Janampa100% (1)
- Envases MetalicosDocumento40 páginasEnvases MetalicosJesus Canencia80% (5)
- Catalogo Brico 2017Documento90 páginasCatalogo Brico 2017lrostidesAún no hay calificaciones
- Uribia PreciosDocumento1434 páginasUribia PreciosGerardine PeraltaAún no hay calificaciones
- Tubo de HierroDocumento4 páginasTubo de Hierrojoe100% (1)
- Mezclas alcohólicas: ejercicios de concentración y purezaDocumento3 páginasMezclas alcohólicas: ejercicios de concentración y purezaJuan Carlos Villanueva SanchezAún no hay calificaciones
- Silabo Abet Pi515Documento2 páginasSilabo Abet Pi515sergiosanuelmpAún no hay calificaciones
- Tecnología SoldaduraDocumento11 páginasTecnología SoldaduraGuz KoutAún no hay calificaciones
- Cuchillas para TornoDocumento8 páginasCuchillas para TornoEdison Tigmasa50% (2)
- Clavos Endomedulares 1Documento45 páginasClavos Endomedulares 1jesusAún no hay calificaciones
- Slodadura SAWDocumento17 páginasSlodadura SAWQuique MendesAún no hay calificaciones
- Catálogo de Sierras WutoDocumento13 páginasCatálogo de Sierras WutopolikarpaAún no hay calificaciones
- Tabla de Valencias 2Documento1 páginaTabla de Valencias 2Paola QuizhpeAún no hay calificaciones
- Procedimiento de Soldadura de Codos ReticuladosDocumento14 páginasProcedimiento de Soldadura de Codos ReticuladosKnaut123Aún no hay calificaciones
- NTC1985+ +ASTM+572.UnlockedDocumento13 páginasNTC1985+ +ASTM+572.UnlockedOscar SanabriaAún no hay calificaciones
- Poste MetalicoDocumento2 páginasPoste MetalicoyeseAún no hay calificaciones
- Mfa307 U1 TD1Documento7 páginasMfa307 U1 TD1Pablo TapiaAún no hay calificaciones
- Bronces Comerciales PDFDocumento40 páginasBronces Comerciales PDFAndres GarridoAún no hay calificaciones
- Ficha 14 - Parte 3. Montaje Depositos GLP - Protección CatódicaDocumento4 páginasFicha 14 - Parte 3. Montaje Depositos GLP - Protección CatódicaJosé PerezAún no hay calificaciones
- Tema 1Documento64 páginasTema 1Efrain TunquiAún no hay calificaciones
- Taller Estructuras de AviacionDocumento11 páginasTaller Estructuras de AviacionJohana CaballeroAún no hay calificaciones
- Soladura Por Puntos WordDocumento2 páginasSoladura Por Puntos WordAngela AndradeAún no hay calificaciones
- 1.plano de Camara de Rejas OkDocumento1 página1.plano de Camara de Rejas OkAndre HO BenitesAún no hay calificaciones
- Tratamientos Térmicos de Los Aceros Unidad 2Documento23 páginasTratamientos Térmicos de Los Aceros Unidad 2Ramírez Aquino Jesús FelipeAún no hay calificaciones
- SP 002GP0668B 000 02 001 - 1Documento54 páginasSP 002GP0668B 000 02 001 - 1frank hc100% (2)
- Unidad II - Resistencia de Materiales MottDocumento3 páginasUnidad II - Resistencia de Materiales MottMichael Reyes100% (3)
- Curso de interpretación de la norma API 1104Documento156 páginasCurso de interpretación de la norma API 1104Monica Ivonne Varela Tapia100% (1)
- NCh1353 1977Documento7 páginasNCh1353 1977Mario Danilo CancinoAún no hay calificaciones
- Evaluación - Examen Parcial - Semana Proceso inDocumento8 páginasEvaluación - Examen Parcial - Semana Proceso incristian david galarza hernadezAún no hay calificaciones