Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Informacion Sobre ORIMATITA PDF
Cargado por
Dj-Ruben OrdazTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Informacion Sobre ORIMATITA PDF
Cargado por
Dj-Ruben OrdazCopyright:
Formatos disponibles
See
discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/254885819
Estado Actual de la Tecnología ORIMATITA®
ARTICLE in CHEMBIOCHEM · JANUARY 2008
Impact Factor: 3.09
READS
161
5 AUTHORS, INCLUDING:
George Quercia Bianchi
Trican Well Service Ltd.
75 PUBLICATIONS 254 CITATIONS
SEE PROFILE
Available from: George Quercia Bianchi
Retrieved on: 24 February 2016
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela.
RESUMEN
ORIMATITA® es un densificante para fluidos de perforación, manufacturado a partir de
una mezcla natural de óxidos e hidróxido de hierro venezolanos, el cual ha sido
desarrollado por Intevep y aplicado exitosamente por PDVSA durante los años 2000-
2004, en la perforación de 257 pozos de petróleo, en intervalo de densidades entre 12 y
18 lpg [1-3]. PDVSA, con el propósito de garantizar un producto de alta calidad y a precios
competitivos, inició a partir del año 2004, a través del convenio de investigación PDVSA-
CVG, un proyecto para realizar un estudio integral para el mejoramiento de la tecnología
ORIMATITA®. El estudio incluyó los siguientes aspectos: identificación, caracterización y
evaluación de fuentes potenciales de materia prima, molienda experimental de la materia
prima seleccionada, formulación de fluidos de perforación, ensayos de abrasión y erosión,
determinación de la demanda de densificante por parte de PDVSA de acuerdo con el plan
Siembra Petrolera 2007-2012, identificación y evaluación de empresas de molienda de
minerales, y proceso de licitación para la manufactura del producto.
Los resultados indican que la versión de ORIMATITA®, manufacturada a partir del mineral
de hierro seleccionado, es apta para su uso como densificante de fluidos de perforación,
presentando niveles de erosión/abrasión menores que los exhibidos por fluidos similares,
formulados con barita, cuando se usa la ORIMATITA® en combinación con aditivos
específicos para reducir el desgaste de las partes metálicas y no metálicas que conforman
el circuito del fluido de perforación (componentes de bombas, herramientas direccionales).
Basado en los resultados obtenidos, PDVSA ha tomado la decisión de masificar el uso del
producto ORIMATITA®, con el objetivo de sustituir en el mediano plazo la importación de
barita. Para el 2008, se estima iniciar un proceso de licitación, con participación de
empresas nacionales y foráneas, para la manufactura del producto.
Palabras Claves: ORIMATITA®, Densificante, Fluidos de perforación, Desgaste,
Hematita
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
INTRODUCCIÓN
La barita ha sido predominantemente el material densificante usado en los fluidos de
perforación. Ésta consiste en una mezcla de partículas de sílice (SiO2), sulfato de bario
(BaSO4), carbonatos y algunos metales pesados [4-7]. Las minas de barita se encuentran
ubicadas lejos de los centros de consumo (China, India, U.S.A, etc.), lo cual, debido a los
costos de transporte y la subida de los precios de las materias primas, incrementa el costo
final del mineral procesado para su uso como densificante. Adicionalmente, en los últimos
años los yacimientos de barita de gravedad específica 4,2 en el mundo se han ido
agotando y los actuales poseen una menor calidad (menor densidad y mayor contenido
de metales) [8]. Esto ha provocado que diferentes compañías de servicios, suplidoras de
minerales y entes gubernamentales, tal como el Instituto Americano del Petróleo (API)
realicen esfuerzos por modificar las especificaciones actuales de la barita grado petrolero
micronizada a nuevos valores de gravedad específica de 4,1 (como valor mínimo).
En Venezuela, dentro de la industria petrolera nacional, como opción al reemplazo de la
barita en fluidos de perforación, tomando en cuenta la existencia de grandes reservas de
mineral de hierro (200 MMMtm) y la estrategia de promoción del capital local, ha surgido
la tecnología ORIMATITA® [1,3]. El densificante ORIMATITA® consiste en una mezcla
de partículas sólidas de óxido de hierro (Fe2O3), hidróxido de hierro o Goetita (FeOOH) y
un bajo porcentaje de Gibbsita (Al(OH)3) y Cuarzita (SiO2) [3]. La alta gravedad específica
de los compuestos de hierro tiene grandes beneficios, fundamentalmente, porque para
alcanzar una cierta densidad o peso del fluido de perforación, se necesita menor cantidad
de hematita que de barita (ver Tabla 1).
Tabla 1. Propiedades físico-químicas de varios densificantes de fluidos de perforación [2-7]
Dureza Gravedad Específica
Densificante Fórmula Química 3
(Mohs) (g/cm )
Barita BaSO4 3,0-3,5 4, 2-4,4
Hematita Fe2O3 5,0-6,0 4,8-5,2
Fer-O-Bar Fe2O3 (sintética) 5,0-6,0 4,6-4,7
Ilmenita FeTiO3 5,0-6,0 4,5-4,8
Itabarita Fe2O3 + Itabira 5,0 4,1-4,2
Lo anterior resulta en una menor concentración de sólidos en el fluido de perforación,
aumentando la tasa de penetración y permitiendo un mejor control de las propiedades
reológicas con una menor cantidad de aditivos [7]. De igual manera, la hematita posee
una alta resistencia a la fractura, reduciéndose el grado de atricción con respecto a la
barita, el cual se considera relativamente alto, aspecto que, de no ser controlado
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 2
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
rigurosamente durante la perforación, puede generar grandes daños a la formación [9].
La fragilidad o el efecto de atricción que sufren las partículas de barita, se debe
básicamente a la diferencia de dureza, densidad y tenacidad de éstas (Tabla 1). Sin
embargo, a pesar de que todas estas ventajas pueden traducirse en una reducción de
los costos de operación, pudiese ocurrir todo lo contrario si no se controlan ciertos
aspectos en la manufactura y control del óxido de hierro como densificante. Pruebas de
laboratorio han confirmado que el óxido de hierro puede ser hasta 10 veces más erosivo
que la barita, siendo el tamaño y forma de las partículas dentro del sistema de fluido, uno
de los causantes principales del efecto erosivo y abrasivo de la hematita [7].
Generalmente, la hematita grado API muestra un tamaño de partícula promedio (D(v,0.5))
entre 20 y 30 µm, del 5 al 15% (m/m) de menor que 6 µm, y de 0 a 3% en masa mayor
que 100 µm. Los análisis de la barita comercial muestran que el tamaño promedio de
partícula es 20 µm y de un 20 a 30% es menor a 6 µm [7]. Así, procesos de separación
granulométrica, para remover fracciones de partículas no deseadas, han sido empleados
para obtener tasas de desgaste similares a las registradas con el uso de barita.
Por otro lado, las experiencias iniciales con el producto ORIMATITA®, hasta el año 2000,
no se diferenciaron de las ya conocidas a escala mundial (frecuentes problemas de
abrasividad y erosividad) [1,4-7,9]. Sin embargo, PDVSA Intevep impulsó mejoras en la
tecnología entre los años 2000 y 2004. Mediante el establecimiento de un equipo de
trabajo multidisciplinario se logró obtener una versión mejorada del producto, la cual fue
aplicada en operaciones de campo a condiciones de alto caudal y alta densidad del fluido
de perforación [2,3], teniéndose que para junio de 2004 un total de 257 pozos de petróleo
fueron perforados con este densificante [10]. En ese mismo año en el marco del convenio
de investigación conjunta establecido entre los presidentes de PDVSA y C.V.G., la
Ferrominera Orinoco (FMO, Filial de C.V.G.) sugirió el reemplazo de la materia prima
original (MPO) para la manufactura de la ORIMATITA® por una mezcla de óxidos de
hierro más comercial y con mayores reservas probadas [11]. En función de esto PDVSA
Intevep, en conjunto con personal técnico de FMO comenzó una serie de ensayos de
laboratorio para identificar, caracterizar y evaluar estas mezclas de minerales basados en
óxido e hidróxidos de hierro para la producción masiva del densificante nacional
ORIMATITA®.
La presente investigación muestra los principales resultados obtenidos de la selección de
la nueva materia prima (NMP) para la elaboración del densificante nacional ORIMATITA®.
Adicionalmente, se realizaron pruebas de molienda a escala real y validación de los
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 3
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
métodos de control de calidad (granulométricos y de gravedad específica).
Posteriormente, se realizó la evaluación funcional de este densificante mediante pruebas
de erosión y abrasión de fluidos de perforación base aceite y base agua densificados con
ORIMATITA® producida con esta nueva materia prima y con las especificaciones
granulométricas establecidas en la última versión desarrollada en el año 2002
(ORIMATITA® versión O38).
IDENTIFICACIÓN, CARACTERIZACIÓN Y EVALUACIÓN DE FUENTES
POTENCIALES DE MATERIA PRIMA
La identificación de una nueva materia prima se llevó a cabo mediante la evaluación y
caracterización de muestras extraídas de los yacimientos de mineral de hierro ubicados
en el Estado Bolívar. Se identificaron 5 yacimientos activos de los cuales se extraen y
preparan mezclas de minerales para diferentes aplicaciones siderúrgicas. En la Tabla 2,
se muestra la caracterización mineralógica y las reservas probadas de cada yacimiento
identificado.
Tabla 2. Características químicas y reservas probadas de mineral de hierro en el Edo. Bolívar [11]
Reservas Fe Total SiO2 Al2O3 PPC P
Fuente Potencial
(Mtm) (%) (%) (%) (%) (%)
Yacimiento 1 (Y1) 75000 68,42 0,59 0,38 1,22 0,033
Yacimiento 2 (Y2) 59503 67,43 0,51 0,35 2,71 0,050
Yacimiento 3 (Y3) 33444 67,19 0,87 0,59 2,49 0,043
Yacimiento 4 (Y4) 26813 67,60 0,72 0,49 2,14 0,051
Yacimiento 5 (Y5) 6720 67,31 0,62 0,54 2,32 0,051
Total 201408 67,78 0,63 0,43 2,03 0,043
De los yacimientos identificados se caracterizaron y evaluaron un total de 15 muestras. La
caracterización de la muestras se realizó mediante las técnicas de Difracción de Rayos X
(identificación cualitativa), determinación de la gravedad específica bajo la norma ASTM
C128-04a [12], calcio total, carbonatos solubles y solubilidad en ácido clorhídrico al 18%
v/v según el método API RP13B [13].
Los resultados obtenidos de la caracterización de las muestras seleccionadas se
observan en la Tabla 3, donde puede verse que las tres primeras muestras, las cuales
fueron seleccionadas de las yacimientos N°1, 2 y 3, (M1, M2 y M3) estaban constituidas
principalmente de la fase Goetita (FeOOH); esto dio como resultado una gravedad
específica y solubilidad al ácido baja, por lo que éstas se descartaron para su uso como
materia prima.
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 4
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
Por otro lado, el análisis obtenido de las muestras M4 a la M15, demostró que estás
estaban constituidas en su mayoría de la fase Hematita (Fe2O3), con presencia minoritaria
de otras fases (SiO2, Al(OH)3, FeOOH). Éstas presentaron una gravedad específica entre
4,78 y 4,95 g/cm3, variando el valor en función del contenido relativo de las fases que
componían esta mezcla de minerales. Adicionalmente, la solubilidad en ácido y los
valores de calcio total y carbonatos solubles se encontraron dentro del intervalo
establecido en el protocolo de manufactura de la ORIMATITA®, por lo que se estableció
que éstas mezclan podrían ser utilizadas para su producción.
Tabla 3. Características químicas en muestras de mineral de hierro del Edo. Bolívar [11]
Fase Fase Gravedad Carbonatos Solubilidad
Calcio
Muestra Mineral Mayoritaria Minoritarias específica Solubles HCl 18%
(ppm)
(DRX) (DRX) (60/60°F) (ppm) (%)
M1 Y1 FeOOH Fe2O3 3,56 12 750 20
M2 Y2 FeOOH Fe2O3 3,30 20 75 18
M3 Y3 FeOOH Fe2O3 3,38 0 75 23
M4 Mezcla 1 Fe2O3 SiO2, Al(OH)3, FeOOH 4,78 92 0 85
M5 Mezcla 1 Fe2O3 SiO2, Al(OH)3, FeOOH 4,80 95 0
M6 Mezcla 1 Fe2O3 SiO2, Al(OH)3, FeOOH 4,80 82 0 76
M7 Mezcla 1 Fe2O3 SiO2, Al(OH)3, FeOOH 4,83 64 0
M8 Mezcla 1 Fe2O3 SiO2, Al(OH)3, FeOOH 4,78 97 0
M9 Mezcla 1 Fe2O3 SiO2, Al(OH)3, FeOOH 4,80 58 0 80
M10 Mezcla 2 Fe2O3 SiO2, Al(OH)3, FeOOH 4,90 47 0 72
M11 Mezcla 2 Fe2O3 SiO2, Al(OH)3, FeOOH 4,87 100 0
M12 Mezcla 2 Fe2O3 SiO2, Al(OH)3, FeOOH 4,90 50 0 94
M13 Mezcla 2 Fe2O3 SiO2, Al(OH)3, FeOOH 4,95 120 0
M14 Mezcla 2 Fe2O3 SiO2, Al(OH)3, FeOOH 4,90 95 0
M15 Mezcla 2 FeOOH SiO2, Al(OH)3, Fe2O3 4,92 47 0 35
De las muestras analizadas con anterioridad se procedió a seleccionar algunas de ellas
extraídas del grupo entre M4 y M15, para realizar estudios complementarios. Estos
análisis consistieron de determinar el intervalo de variación de dureza Vickers de este
nuevo mineral mediante el uso de un microdurómetro adaptado a un microscopio óptico,
caracterizar el contenido de material magnético cuantitativamente y las propiedades
magnéticas de las mezclas en comparación con la materia prima original utilizada para la
manufactura de la ORIMATITA®. En la Figura 1 se muestran fotomicrografías ópticas de
la superficie pulida de muestras de mineral y la microdureza Vickers obtenida en función
de su opacidad a la luz. Estos resultados se compararon con la dureza Vickers de otros
minerales (Tabla 4) donde puede verse que la dureza de está nueva materia prima se
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 5
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
ubica en el rango establecido y referenciado para las hematitas naturales y es comparable
a las obtenidas en caracterizaciones pasadas de hematita [14,15].
200 +/- 57 911 +/- 250
M13 M12
911 +/- 250
685 +/- 83 HV0 1
M1 M3
Figura 1. Fotomicrografías ópticas de secciones pulidas de las muestras M1, M3, M12 y M13,
donde se observa la Microdureza Vickers HV0.1 promedio de las fases microestructurales
Tabla 4. Valores de Microdureza Vickers de distintos minerales naturales [14,15]
Dureza Vickers
Mineral 2
(kg/mm )
Calcita (CaCO3) 190
Magnetita (Fe3O4) 500-700
Magnetita Sintética (Fe3O4) 250-1500
Hematita (Fe2O3) 250-1500
Granito 800-900
Arenisca (SiO2) 1200
Cuarzo (α-SiO2) 1000-1400
MPO (ORIMATITA® O48) (Fe2O3)* 650-1100
Barita (BaSO4)* 250-650
Rango Mezclas M4-M15 (Fe2O3)* 150-1160
* Calculadas a HV0.1
La caracterización de las propiedades magnéticas se realizó determinando la
susceptibilidad en aire de las muestras de interés. Este ensayo permitió determinar la
remanencia magnética que es posible inducir sobre una muestra de material sólido
cuando es sometido a un campo magnético externo H. Los resultados mostrados en la
Figura 2, evidenciaron el comportamiento antiferromagnético de la barita y
ferromagnetismo débil que muestra la hematita natural [16].
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 6
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
140000
6000
M µ
Susceptibilidad magnetica volumétrica (emu/cc)x106
Xm ≈ ≈ −1
5000 H µ0
4000 Xm= Susceptibilidad Magnética
M= Magnetización
3000
H= Campo Magnético auxiliar
m= Permeabilidad magnética
m=
Permeabilidad magnética del vacío
2000
1500
1232
1000 1034
1000 800
568 608
264
146
48
0
15
PO
38
a
3
1
a
ita
ar
ita
tit
M
M
r it
-B
en
4-
O
at
ne
M
Ba
em
M
®
Il m
ag
rr-
TA
as
H
M
Fe
I
cl
AT
ez
IM
M
R
O
Figura 2. Susceptibilidad Magnética (Xm) de las muestras estudiadas y su comparación con valores
teóricos de los densificantes más utilizados
A pesar de obtener valores superiores a los de barita, éstos no influirían directamente
sobre los dispositivos de geonavegación y registros de las herramientas de fondo, pues
los mismos representan casi el 1% del producido por la magnetita (140000x106 emu/cm3)
de la cual se conoce que produce interferencia [4]. También estos valores son inferiores a
los reportados para la ilmenita (1500x106 emu/cm3), la cual para no producir interferencias
es necesario realizar una correcta calibración de las herramientas de registro [17].
Cuando se comparan los valores obtenidos entre la MPO (1232x106 emu/cm3) y la NMP
(1034x106 emu/cm3) se tiene que esta última, muestra valores menores de susceptibilidad
magnética que la materia prima original para la producción de ORIMATITA® (MPO), por lo
cual no se espera gran incidencia en el comportamiento de las herramientas direccionales
y de registro por el uso de estas mezclas de óxidos de hierro como materia prima en la
producción de ORIMATITA®. También es importante resaltar que la susceptibilidad tiende
a ser menor cuando se micronizan las partículas de hematita; esto al comparar los valores
de la materia prima cruda (1232x106 emu/cm3) con los valores de la misma cuando se
muele a las especificaciones de la O38 (608x106 emu/cm3), lo cual es esperado pues al
tener menos dominios magnéticos por la reducción de tamaño, parte de los espines no
pueden alinearse reduciendo la magnetización remanente [16]. Adicionalmente, estos
valores de susceptibilidad magnética coincidieron con la composición cuantitativa
determinada por espectroscopía Mössbauer. Ésta es una técnica de muy alta resolución
en energía basada en el efecto Mössbauer, y consiste en someter la muestra a una
radiación produciendo la absorción y emisión resonantes, de rayos gamma por núcleos
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 7
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
atómicos, libres de retroceso. Esto permite determinar su adsorción en función de los
estados de oxidación y la estructura electrónica, logrando diferenciar el contenido de
óxidos de hierro en porcentaje en función de sus espectros (Figura 3).
+++ +++
+ ++++++++ ++++++++++++++++++++++++
++ +++++++++++++ ++++++++++++++ ++++ +++ ++ ++
+ ++ + + +++++ +++ ++ +
++ +++ +++ +
+
+ ++ + +++ +
+ + +
+ ++
+ +
+
+ + +
+
+ +
+ +
+ +
+
+ + ++
++
++
+
+
(A)
(B)
Espectro Teórico + Espectro Experimental
Parámetros Mössbauer
SUBESPECTRO D.I.(mm/s) Q.S.(mm/s) C.H.( kG) Proporción INTERPRETACION
[?0,01] [?0,01] [?3] (%)
(A) 0,37 -0,26 378 13 Goetita
(B) 0,36 -0,19 521 87 Hematita
Figura 3. Ejemplo de un espectro determinado por Mössbauer (muestra M4)
Ésta técnica permitió confirmar la no existencia de magnetita en las muestras a utilizar
para la producción de ORIMATITA®. En función de estos resultados puede verse que a
mayor contenido de hematita se obtiene una mayor susceptibilidad ya que los óxidos e
hidróxidos de hierro normalmente son no estequiométricos y pueden presentar variedad
de estados de oxidación y defectos atómicos [18] que varían en cierta manera el valor
determinado en la presente investigación. En la Tabla 5 se muestran los valores
cuantitativos y los óxidos detectados mediante la técnica de Espectroscopia Mössbauer
de las muestras seleccionadas para su caracterización. En esta tabla puede verse que las
muestras M1, M2 y M3 poseen mayor proporción de FeOOH, lo cual es esperado en
función de los resultados obtenidos por difracción de rayos X (DRX) y solubilidad en ácido
(HCl al 18% v/v). Sin embrago, esta técnica permitió determinar que hay que realizar
ensayos complementarios a los de DRX para poder caracterizar las muestras con mayor
exactitud. Adicionalmente, las muestras conformadas de mezclas presentaron un
contenido de hematita que varió entre 80 y 100%, factor importante en la materia prima
para la producción efectiva del densificante nacional ORIMATITA®.
En función de los resultados de caracterización de las muestras extraídas de los
yacimientos de mineral de hierro nacionales, se decidió seleccionar la materia prima
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 8
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
constituida de las mezclas comerciales M4-M15 como materia alternativa, ya que ésta
mostró la mayor densidad (4,95 g/cm3), el mayor contenido de óxidos de hierro (80-100%
Fe2O3), ausencia total de magnetita y un contenido de SiO2 menor al 1%.
Tabla 5. Resultados de la caracterización cuantitativa de las muestras en estudio mediante la
técnica de Espectroscopía Mössbauer
Número
Nombre de la Proporción
de Interpretación
muestra (%)
muestras
1 M3 Goetita 31
Hematita 69
2 M2 Goetita 29
Hematita 71
3 M1 Goetita 34
Hematita 66
4 M4 Goetita 13
Hematita 87
5 M5 Goetita 12
Hematita 88
6 M10 Goetita 16
Hematita 84
7 M11 Hematita 100
8 M14 Goetita 11
Hematita 89
9 M15 Goetita 20
Hematita 80
MOLIENDA EXPERIMENTAL NUEVA MATERIA PRIMA
Una vez seleccionada la nueva materia prima (NMP) para la producción de ORIMATITA®
O38, se procedió a realizar una molienda experimental a escala industrial para evaluar la
molturación y el rendimiento de micronización de ésta bajo las especificaciones
establecidas en el protocolo de manufactura de la ORIMATITA® versión O38. La
molienda experimental también tenía como objetivo producir un lote de prueba para
realizar ensayos de laboratorio que permitirían determinar el poder abrasivo y erosivo de
fluidos de perforación densificados con ORIMATITA® O38 manufacturada a partir de la
NMP. La molienda se llevó a cabo con un sistema de micronización de ciclo cerrado,
caracterizada por un molino pendular de tres brazos marca POINTEMILLER® acoplado a
un clasificador dinámico y dos clasificadores estáticos que permitieron la adecuación
granulométrica del producto. En total se procesaron 10 tm de mezcla de mineral de hierro
seleccionada, para producir dos lotes de ORIMATITA® versión O38. Para producir el
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 9
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
primer lote experimental se procedió a realizar la purga y adecuación del sistema de
molienda con una hematita sin especificación que se encontraba en la planta, hasta llegar
a las especificaciones de D(v,0.9) establecidas para la O38 (Figura 4). Posteriormente se
procedió a alimentar el sistema con la NMP y a ajustar los parámetros de molienda hasta
obtener los valores especificados de D(v,0.9), controlando éste dentro de lo patrones de
calidad que exige la producción de ORIMATITA®. De este primer lote se produjeron un
total de 25 sacos con un rendimiento de 1,2 tm/h y con las siguientes especificaciones:
DTP con un D(v, 0.9) de 36,81±0,87 µm, un porcentaje de sólidos por debajo de 6 µm de
19,35% v/v y una densidad específica de 4,63±0,20 g/cm3 determinada por el personal del
laboratorio de control de calidad de la empresa de molienda con un picnométro de aire.
41,50
41,00 Hematita Micra Materia prima seleccionada Materia prima selec.
(Purga y adecuación) Adecuación finos
40,50
40,00
E+∆E
39,50
39,00
38,50
D(v,0.9) (µm)
38,00
37,50
37,00
36,50
36,00 E-∆E
35,50
35,00
34,50
34,00
33,50
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Promedio estadistico: 36,81 micrones
Desviación estándar de la media: 0,87 micrones
N° Medida
Figura 4. Control del parámetro D(v,0.9) durante la molienda experimental de la materia prima
seleccionada (NMP) para la producción de ORIMATITA® O38
En el segundo lote experimental de ORIMATITA® O38 se redujo el contenido de finos por
debajo de 6 µm en un rango que oscilara entre 10 y 15% v/v. Esto con la finalidad de
validar si era posible producir una ORIMATITA® O38 con menor cantidad de finos, la cual
sería beneficiosa para minimizar cualquier potencial invasión dichos sólidos hacia zonas
productoras. De este segundo lote se produjeron un total de 5 sacos con un rendimiento
de 0,9 tm/h y con las siguientes especificaciones: DTP con un D(v, 0.9) de 36,11±1,49 µm,
un porcentaje de sólidos por debajo de 6µm de 12,57% v/v y una densidad específica de
4,81±0,03 g/cm3. El aumento en la densidad específica se debió principalmente al cambio
en el factor de empaquetamiento de las partículas y a la disminución relativa de sólidos
finos de baja gravedad los cuales son fácilmente molidos y separados por el flujo de aire
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 10
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
de los ciclones. Con estas moliendas experimentales se demostró la factibilidad de
producir la ORIMATITA® O38 mediante el uso de la NMP, la cual mostró una molienda
efectiva y fácil de controlar de manera industrial. En la Figura 5, se muestra un resumen
de los principales factores granulométricos logrados en la producción experimental de
ORIMATITA® O38 manufactura con la NMP.
85
80
75 X>75u
70
40u<X<75u
Población de partículas (%)
65
60 Hematita Micra 6u<X<40u
(Purga y adecuación)
55 X<6u
Materia prima seleccionada
50
45
Adecuación finos
40 menores a 6 micras
35
30 Máximo 25%
25
20
15
10
5
0
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
N° Medida
Figura 5. Control granulométrico durante la molienda experimental de la materia prima
seleccionada (NMP) para la producción de ORIMATITA® O38
ENSAYOS DE ABRASIVIDAD Y EROSIÓN
Una vez obtenido un lote suficiente de ORIMATITA® O38 producida con la NMP se
procedió a realizar pruebas de laboratorio para determinar el poder abrasivo y erosivo que
podrían producir los fluidos densificados con ésta y compararla con los estudios de
optimización ejecutados entre el 2000 y el 2004 [4]. Para ello se realizó la evaluación de
fluidos de perforación base aceite y base agua densificados con ORIMATITA® producida
en la molienda experimental descrita con anterioridad. La determinación de la abrasión de
los fluidos fue evaluada en laboratorio siguiendo la metodología modificada API RP 13I
[19], ajustada para la evaluación del Índice de Abrasividad Relativa (IAR) de fluidos de
perforación completamente formulados y la cual es descrita en detalle en [20,21]. Los
resultados de la evaluación del IAR de fluidos de perforación base aceite de 16,5 lpg
puede verse en la Figura 6. En esta figura pueden observarse los IAR determinados para
una serie de fluidos base aceite densificados con ORIMATITA® O38 producida con la
NMP, y se compara con el fluido de referencia (Barita) y la versión O48 de la
ORIMATITA®.
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 11
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
1,8000
Indice de Abrasividad Relativa (mg/min)
Propiedades Reológicas:
ORIMATITA® O38 NMP 1,5500
1,6000 12,5 lpg: Vp (17), Pc (7)
16,5 lpg: Vp (34), Pc (17)
ORIMATITA® O38 NMP+Aditivo
1,4000
16,5 lpg: Vp (44), Pc (16)
ORIMATITA® O38 PLUS NMP
1,2000 16,5 lpg: Vp (35), Pc (15)
ORIMATITA® O38 PLUS NMP+Aditivo 1,0495
16,5 lpg: Vp (43), Pc (22)
0,9300
1,0000 BARITA STD:
12,5 lpg: Vp (21), Pc (7)
16,5 lpg: Vp (30), Pc (14)
0,8000
0,6000
0,4905
0,4000
0,1290 0,1435
0,2000
0,0000
ORIMATITA® ORIMATITA® Barita ORIMATITA® ORIMATITA® ORIMATITA®
O38 O38 plus O38 NMP O38 plus O48 MPO
NMP+Aditivo NMP+Aditivo NMP
Figura 6. Comparación del Índice de Abrasividad Relativa (IAR) de fluidos base aceite de 16,5 lpg
formulados con diferentes densificantes y materias primas [21]
Como puede verse en esta Figura 6, el IAR obtenido con la NMP es menor que el
presentado por la ORIMATITA® O48 producida con la MPO, ya que ésta presenta una
granulometría optimizada que produce una disminución del IAR de 40%. Sin embargo,
éste sigue siendo mayor que el de la barita, lo cual es de esperarse pues es el mismo
resultado obtenido en estudios anteriores. Es de hacer notar que el IAR entre la O38 y la
O38 plus (menor contenido de finos) producidas con NMP, son similares teniéndose
ligeras diferencias, producto de la menor cantidad de finos, lo que produce una mayor
movilidad local de las partículas de hematita en el fluido dando como consecuencia un
ligero incremente en el IAR. Este efecto se debe principalmente a que el desgaste
erosivo/abrasivo depende de la velocidad (potencialmente) y del ángulo de impacto de las
partículas sobre la superficie del aspa de prueba [22-24] por lo que a mayor tamaño de
partícula mayor es el impacto. Por otro lado, cuando a estos sistemas base aceite se les
adiciona un aditivo reductor de desgaste (polímero tipo SBR) a una concentración de 3,5
lpb, se obtienen valores del IAR inferiores a los de la barita (74% menos) y producen una
disminución del 92% cuando se compara con el IAR de la ORIMATITA® O48. Este aditivo
recubre las partículas de hematita por un mecanismo de adsorción e incrementa la
viscosidad de la fase líquida del fluido de perforación, generando una modificación de la
velocidad local de las partículas y un efecto amortiguador cuando éstas impactan las
superficies metálicas; sin embargo, estos mecanismos de acción actualmente están en
estudio para su validación.
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 12
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
Para complementar los estudios de abrasividad de los fluidos base aceite se realizaron
pruebas del IAR de fluidos con densidad de entre 12,5 y 16,5 lpg, para determinar el
efecto del incremento de densidad y la comparación del potencial de abrasión de éstos
con el fluido de perforación densificado con barita. Estos resultados se muestran en la
Figura 7, donde puede verse el comportamiento esperado, en el cual el IAR aumenta con
la cantidad de sólidos, siendo este efecto más marcado en los fluidos densificados con
ORIMATTITA® O38 sin aditivo, debido a las diferencias en dureza, densidad y tenacidad
de fractura [23].
0,8000
Propiedades
Indice de Abrasividad Relativa (mg/min)
ORIMATITA® O38 NMP
0,7000 12,5 lpg: Vp (17), Pc (7) 0,6575
14,5 lpg: Vp (31), Pc (17)
16,5 lpg: Vp (34), Pc (17)
0,6000 ORIMATITA® O38 NMP+Aditivo
12,5 lpg: Vp (29), Pc (15)
14,5 lpg: Vp (41), Pc (31)
0,5000 16,5 lpg: Vp (44), Pc (16)
BARITA STD
12,5 lpg: Vp: (21), Pc (7) 0,3883
14,5 lpg: Vp (31), Pc (23)
0,4000
16,5 lpg: Vp (30), Pc (14)
0,3000
0,2008
0,1675
0,2000 0,1717
0,1181
0,1000
0,0133 0,0167 0,0121
0,0000
12,5 14,5 16,5
Densidad fluido base aceite (lpg)
Figura 7. Comparación del Índice de Abrasividad Relativa (IAR) de fluidos base aceite de densidad
variada formulados con Barita y ORIMATITA® O38 NMP más aditivo reductor
Es importante destacar que para el caso de los fluidos base aceite de 12,5 lpg la
diferencia en el IAR es similar, llegando a pensarse que podrían ser utilizados estos
fluidos sin el uso de un aditivo reductor de desgaste; sin embargo, a densidades mayores,
los fluidos densificados con ORIMATITA® O38 producida con NMP presentan IAR
superiores a los de la barita. Debido a este efecto se les adicionó 3,5 lpb, a cada fluido,
para logra IAR menores, obteniéndose un comportamiento lineal en el IAR el cual se
muestra independiente de la densidad utilizada. Inclusive se encontró con un IAR menor a
mayor cantidad de sólido lo cual no es esperado desde las teoría clásicas de desgaste
[22-24]. Es importante destacar que en la tecnología desarrollada para el uso de
densificantes en base de hematita natural en fluidos base aceite, es necesaria la
combinación de una granulometría optimizada y el uso de aditivos poliméricos que
interaccionen con la superficie activa del densificante. En función de este comportamiento
encontrado, se podría optimizar la concentración del aditivo polimérico a valores menores
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 13
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
que 3,5 lpb cuando se esté en presencia de fluidos de perforación de densidad menor que
14,5 lpg.
Adicional a la evaluación del IAR de los fluidos base aceite se realizó un estudio similar
pero con fluidos de perforación base agua con densidad de 12,5 lpg; esto para poder
validar el desgaste que podrían producir estos tipos de fluidos densificados con
ORIMATITA® O38 y estudiar su comportamiento en condiciones que simulen las
encontradas fuera de la ventana operacional probada.
0,2000
Propiedades
ORIMATITA® O38 NMP
0,1800 A lpg: Vp (27), Pc (20)
B lpg: Vp (22), Pc (14)
Indice de Abrasividad Relativa (mg/min)
C lpg: Vp (28), Pc (22)
0,1600
ORIMATITA® O38 NMP+Aditivo
A lpg: Vp (30), Pc (22)
0,1400 B lpg: Vp (34), Pc (16)
BARITA STD
A lpg: Vp (29),
: Pc (16)
0,1200 B lpg: Vp (31), Pc (23)
C lpg: Vp (22), Pc (18)
0,0833
0,0833
0,1000
0,0800 0,0537
0,0592
0,0600 0,0450 0,0542
0,0342
0,0371
0,0400
0,0246
0,0200
0,0000
Empresa A Empresa B Empresa C
Figura 8. Comparación del Índice de Abrasividad Relativa (IAR) de fluidos base agua de 12,5 lpg
formulados con Barita y ORIMATITA® O38 NMP más aditivo reductor [21]
En este caso se evaluaron tres formulaciones de distintas empresas encontrándose que el
IAR de estos fluidos dependió marcadamente del tipo de formulación y los aditivos
utilizados por cada empresa (Figura 8), las cuales incluían ciertos polímeros que
funcionan como reductores de desgaste indirectos debido a efectos viscosificantes de la
fase acuosa (modificadores reológicos y lubricantes). Esto permitió obtener valores de la
ORIMATITA® O38 con esta NMP similares e inferiores a los densificados con barita. Lo
anterior permitiría el uso de la ORIMATITA® en fluidos base agua para secciones
superficiales. Sin embargo, para condiciones de caudales elevados (mayores a 650 gpm),
se evaluaron formulaciones adicionándoles reductores de desgaste base agua tipo
Poliacrilamidas (a 1,5 lpb), con lo cual se obtienen valores de IAR muy inferiores a los
encontrados en fluidos densificados con barita (Figura 8).
Una vez determinados los IAR de estos fluidos se procedió a realizar pruebas de erosión,
que simularan a escala de banco, las condiciones de erosión más severas sufridas por las
partes metálicas del sistema de circulación de fluidos de perforación en campo. Para ello
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 14
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
se utilizó un circuito de circulación cerrado provisto de tres toberas donde el fluido es
proyectado o impactado sobre probetas metálicas (acero AISI1020) a diferentes
velocidades por un tiempo determinado de 3 horas, para luego ser pesadas y calcular la
tasa de erosión sufrida, en mg/h. Esta metodología fue establecida con anterioridad y es
descrita en detalle en [2,3]. Los resultados encontrados para fluidos de perforación base
aceite de 16,5 lpg se muestran en la Figura 9.
1000
Propiedades
PropiedadesReologícas:
Reologícas:
ORIMATITA® O48 MPO
Acero AISI 1020
ORIMATITA® MPO
Vp(42-46),
Vp (42-46), Pc
Pc (29-37)
(29-37) Angulo: 30°
BARITA ESTANDAR
BARITA ESTANDAR
Vp (44-46), Pc (20-23)
Vp (44-46), Pc (20-23)
ORIMATITA® O38 NMP+Aditivo
ORIMATITA® O38 NMP+Aditivo
Vp (53-55), Pc (21-25)
Vp (53-55), Pc (21-25)
100 ORIMATITA® O38 MP NMP+Aditivo
ORIMATITA® O38 NMO+Aditivo
Vp (45-47), Pc (14-16) O
Vp (45-47), Pc (14-16)
Tasa de erosión (mg/h)
10
1
9 10 11 12 13 14 15 16 17 18
Velocidad del fluido (m/seg)
Figura 9. Comparación de la tasa de erosión de fluidos base aceite de 16,5 lpg [21]
En la figura anterior puede apreciarse que los fluidos de perforación densificados con
ORIMATITA® producidos con NMP, MPO y aditivados con reductor de desgaste
(polímero tipo SBR) muestran valores o tasas de erosión menores a los encontrados por
fluidos densificados con una barita comercial, apreciándose una diferencia pequeña entre
ambas materias primas, por lo cual se puede afirmar que el cambio de ésta para la
manufactura de la ORIMATITA® no tiene incidencias importantes en la erosividad
producida por estos fluidos de perforación. Al igual que en el caso de la determinación del
IAR los fluidos de perforación optimizados granulométricamente y usados en conjunto con
un reductor de desgaste presentan tasas de erosión casi 20 veces menores a las
encontradas en fluidos densificados con la versión del año 2000 de la ORIMATITA® (O48)
e inclusive menores a las presentadas por la barita. Este efecto es importante ya que la
erosión de los fluidos de perforación depende de la velocidad de las partículas en su seno
(caudal), concentración de sólidos (densidad del fluido) y propiedades físicas de las
mismas (dureza, densidad y tenacidad de fractura de partículas densificantes)[23]. El
efecto de la densidad del fluido base aceite se puede apreciar en la Figura 10, donde se
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 15
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
aprecia que la tasa de erosión encontrada es función de los parámetros descritos con
anterioridad.
Al igual que en el caso de la determinación de IAR se evaluó en el circuito de erosión,
bajo las mismas condiciones a los fluidos base aceite, una formulación de un fluido base
agua, sin aditivo reductor, densificada hasta 12,5 lpg (Figura 11). Se encontró que estos
fluidos presentaron una tasa de erosión ligeramente menor a los obtenidos con barita,
reproduciéndose y validándose lo evaluado con anterioridad para este tipo de fluidos
formulados con los aditivos de la empresa C en el ensayo de IAR.
10,0
Propiedades Reologícas: Acero AISI 1020
16,5 lpg (ORIMATITA® O38 NMP+Aditivo)
Vp (53-55), Pc (21-31) Angulo: 30°
14,5 lpg (ORIMATITA® O38 NMP+Aditivo)
Vp (40-42), Pc (29-33)
12,5 lpg (ORIMATITA® O38 NMP+Aditivo)
Vp (29-30), Pc (14-16)
Tasa de erosión (mg/h)
Densidad
1,0
9 10 11 12 13 14 15 16 17
0,1
Velocidad del fluido (m/seg)
Figura 10. Variación de la tasa de erosión con la densidad, fluidos base aceite con
ORIMATITA® O38 NMP+Aditivo [21]
100
Propiedades Reologícas: Acero AISI 1020
ORIMATITA® O38 NMP
Vp (27-32), Pc (11-20) Angulo: 30°
BARITA ESTANDAR
Vp (26-32), Pc (8-13)
Tasa de erosión (mg/h)
10
1
9 10 11 12 13 14 15
Velocidad del fluido (m/seg)
Figura 11. Comparación de la tasa de erosión de fluidos base agua de 12,5 lpg
formulados por la empresa C [21]
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 16
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
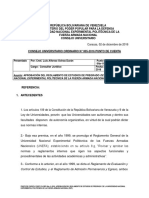
DEMANDA 2007-2012 Y PROPUESTA DE IMPLANTACIÓN
Una vez seleccionada la nueva materia prima (NMP) para la manufactura de la
ORIMATITA® se procedió a establecer la demanda de densificante por parte de PDVSA
de acuerdo con el Plan Siembra Petrolera 2007-2012, así como, la demanda total de
densificante por año en Venezuela para lo cual se contó con el aporte de información por
parte de representantes de los distritos operacionales, específicamente de las gerencias
de construcción y mantenimiento de pozos. Adicionalmente, se realizó la estimación del
potencial de exportación del densificante en Latinoamérica y el Caribe. La posible
demanda de densificante (en este caso barita) dentro de los planes de incremento de
producción se estimó en 150 Mtm promedio anual (Figura 12). Sin embargo, esta cifra no
contemplaba las operaciones en costa afuera y de las empresas mixtas. Una vez visto el
panorama general se llegó a una estimación en la demanda de aproximadamente 208
Mtm/año (Figura 12). Por otro lado en una revisión de la información encontrada en la
base de datos en línea de la Sociedad Geológica de Estados Unidos [25] y en la
publicación Oil&Gas Journal [26], se tiene un potencial mercado en la región
latinoamericana de aproximadamente 350 Mtm/año de densificante, lo que estimularía la
formación de empresas de molienda nacionales con posibilidad de exportación para suplir
dicho mercado a largo plazo.
Una vez establecido el mercado potencial de densificante se procedió a identificar el
número de empresas de molienda que podrían producir la ORIMATITA® bajo las
especificaciones establecidas por PDVSA Intevep, S.A. y que poseen capacidad
inmediata o a largo plazo. En total se identificaron más de 15 empresas con capacidad
variada y ubicadas estratégicamente cerca de los centros de producción, por lo que se
estableció una propuesta de sustitución parcial de la demanda de densificante en función
de la capacidad de molienda de hematita a instalarse por año y la ventana operacional
establecida para la ORIMATITA® O38 en el 2001. Este plan permitió estimar que para el
año 2012 se logre una sustitución del 80% de la demanda nacional, la cual generaría una
sustitución estimada de divisas de alrededor de 196MMMUS$ en 5 años (calculado a
18$/saco de barita precio F.O.B. 2007 [27]) y ahorros de 43MMMUS$ (92 MMMBs.F) por
disminución de costos de adquisición de densificante (saco de ORIMATITA® estimado a
14$/saco precio F.O.B. 2007 [28]). El plan de implantación se espera desarrollar en
conjunto con las empresas de molienda identificadas, empresas de servicios, Ferrominera
del Orinoco y las Gerencias de PDVSA de Empresas de Producción Social, Bariven,
Perforación e Intevep.
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 17
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
300000 90
ORIMATITA®
275000 Barita
256657 80
Plan siembra
250000 Demanda Total Venezuela 233324
% de sustitución 70
225000 212113
Sustitución de demanda (%)
Densificante (Mtm/año)
200000 192830 60
175300
175000 159364
50
150000 35060
57849
84845 40
125000 116662
153994
100000 30
159364
75000 140240 134981
127268 20
116662
50000 102663
10
25000
0 0
2007 2008 2009 2010 2011 2012
Figura 12. Demanda de densificante y estrategia de sustitución
de barita por ORIMATITA® plan 2007-2012
CONCLUSIONES
En función de los estudios realizados en la presente investigación para la selección de la
materia prima, caracterización y evaluación de la misma en fluidos de perforación base
aceite y base agua, se pueden establecer las siguientes conclusiones y consideraciones
finales con respecto al estado actual de la Tecnología ORIMATITA®:
1. Se logró identificar y caracterizar una nueva materia prima (NMP) grado comercial
constituida de una mezcla de minerales (Fe2O3, FeOOH, trazas de SiO2 y Al(OH)3), la
cual cumple con las características necesarias para su utilización en la manufactura
del densificante nacional ORIMATITA®, con reservas probadas de 200 MMMtm.
2. La caracterización fisico-química de la materia prima seleccionada mostró valores de
densidad, dureza, solubilidad y susceptibilidad magnética similares a la materia prima
original utilizada para la manufactura de la ORIMATITA®.
3. Se demostró experimentalmente y a escala industrial la factibilidad de producir el
densificante nacional ORIMATITA® mediante el uso de la NMP, obteniéndose valores
de densidad y rangos granulométricos dentro de las especificaciones técnicas del
producto.
4. Se determinó en función de los ensayos de abrasividad (IAR) y erosión en fluidos de
perforación base aceite y base agua que la nueva materia prima (NMP) produce
desgaste similares e inferiores a la materia prima original (MPO) utilizada para la
elaboración del densificante ORIMATITA®.
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 18
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
5. Para fluidos de perforación base aceite por encima de 12,5 lpg es necesario el uso de
reductores de desgaste para obtener un IAR y tasas de erosión similares e inferiores a
los obtenidos en fluidos densificados con barita.
6. El desgaste que producen los fluidos de perforación base agua densificados con
ORIMATITA® O38 depende de la formulación y el tipo de aditivos poliméricos
utilizados, teniéndose en algunos casos la no necesidad de adicionar reductores de
desgaste para obtener IAR y tasas de erosión similares a la barita.
7. Se estableció la demanda nacional de densificante y se generó una propuesta de
implantación progresiva para el uso del densificante nacional ORIMATITA® en las
operaciones de perforación en Venezuela en los próximos 5 años, mostrando
efectivamente un potencial de ahorro de divisas y disminución de costos en la
adquisición de densificante.
REFERENCIAS
[1] J. Tovar, Z. Rodríguez, F. Quiroga; ORIMATITA®: An improved Hematite for Drilling
Fluids, 1999; SPE Latin American and Caribbean Petroleum Engineering Conference; 1999
April 21–23; Caracas, Venezuela. Paper N° SPE 53939.
[2] R. Rengifo, G. Quercia, F. Quiroga, O. Chacón, D. Castillo, P. Molina, R. Belisario, F.
Ojeda, G. Mata, Aplicación exitosa de un fluido de perforación densificado con
ORIMATITA® en condiciones de alto caudal y alta densidad en el Norte de Monagas,
Venezuela, Memorias, X Congreso Colombiano del Petróleo, ACIPET, Octubre, 2003.
[3] R. Rengifo, G. Quercia, F. Quiroga, O. Chacón, F. Ojeda, J. Rollinson, Experiencias en
el uso de la ORIMATITA® como densificante de fluidos de perforación en el Norte de
Monagas, Venezuela, Memorias V SEFLUCEMPO, Isla de Margarita, Venezuela Marzo
2004.
[4] Menzel, D. An alternative weighting material for barite properties and experiences, 1978;
Drilling Technology Conference of International Association of Drilling Contractors.
[5] Sharf, A.; Y watts, R. Itabarite: An alternative Weighting Material for Heavy Oil-Base
Muds, 1984, Society of Petroleum Engineers, Paper N° SPE 13159.
[6] Simpson, J. The Drilling Mud Dilemma-Recent Examples, J. of Petro. Tech. (1985): 201-
206.
[7] Dupree, F; Alexius, J. ; Byrd, B. Hematite reduces drilling fluid cost, Gulf Coast Oil
Report, (1985).
[8] Oakley, D; Cullum, D; Advanced technology makes new use of age-old drilling fluid
agent Days of using drilling-grade barite just to increase fluid density is changing. Journal of
Drilling Contractor, May/June 2007, pp 96-100.
[9] Malachosky, E.; Hematite Adds Weight to Fluid Additive Controversy; Petroleum Eng.
Inter. 1986: 41-43.
[10] Quercia, G; Producto Tecnológico ORIMATITA®, [presentación en Microsoft
Powerpoint®]. 1er FORO APAMATE™, Los Teques Venezuela: Intevep, 2007.
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 19
ESTADO ACTUAL DE LA TECNOLOGÍA ORIMATITA®
[11] Barrios, F; Marín, F. Ferrominera del Orinoco. Presentación Pontencialidades de CVG-
FMO, [Microsoft Powerpoint], Marzo 2005.
[12] Norma ASTM C128-04a; Standard Test Method for Density, Relative Density (Specific
Gravity), and Absorption of Fine Aggregate1.
[13] 44. Norma API RP-13B-1. Recommended Practice for Field Testing Water-based
Drilling Fluids. Washington (DC), USA: 3th Edition, January (2003).
[14] Wong, J. Caracterización de la hematita y Barita. Evaluación del comportamiento
tribológico en metales, revestimientos y cerámicas; [Proyecto de grado]. Caracas,
Venezuela: Coordinación de Ingeniería de Materiales, U.S.B. (2000).
[15] U. Beste, S. Jacobson; Micro scale hardness distribution of rock types related to rock
drill wear; Wear, Volume 254, Issue 11, October 2003, PP 1147-1154
[16] Miller, J; Drillon, M; Magnetism Molecules to Materials I: Models and Experiment; Edit.
Wiley-VCH Verlag Gmbh & Co. Federal Republic of Germany, 2001, pp 1-425.
[17] Torkinlsen, T; Edvarsen, I; Fjogstad, A; Amundsen, P; Omland, T; Drilling Fluid Affects
MWD Magnetic Azimuth and Wellbore Position; IADC/SPE Drilling Conference, Dallas
Texas, U.S.A., 2-4 March 2004. SPE N°87169.
[18] U. Schwertmann, R.M. Cornell; Iron Oxides In the Laboratory; Prepartion and
Characterization; 2da Edición, Edit. Wiley-VCH Verlag Gmbh & Co. Federal Republic of
Germany, 2000, pp 1-188.
[19] Norma API RP-13I, American Petroleum Institute, 7th Edition, February, 2004.
[20] Quercia, G; Pernía, D; Rengifo, R; Quiroga, F; Mas, M; Quiaro, N; Nueva metodología
para determinar el indice de abrasividad relativa (IAR) en fluidos de perforación con base
en aceite. Sometido al VI INGEPET, Lima Perú, 13 al 17 de Octubre de 2008.
[21] Pernía, D; Evaluación del Desgaste Producido por Fluidos Densificados con
ORIMATITA®; [Proyecto de grado]. Maracaibo, Venezuela: Escuela de Ingeniería de
Petróleo, L.U.Z. (2006).
[22] Dallo, H; Conde, R; Ortiz, H; Curso de Tribología y desgaste. Universidad Nacional de
Mar de Plata. División Soldadura y Fractometría. (1993), 1-98 pp.
[23] Finnie, I.; Levy, A.; Mc Fadden, D. Fundamental Mechanisms of the Erosive Wear of
Ductile Metals by Solid Particles. Erosion: Prevention and Useful Applications; Symposium
ASTM on Erosion and Wear Colorado. (1977). 37-57 pp.
[24] Hutchings, I; Mechanisms of the Erosion of Metals by Solid Particles”. Erosion:
Prevention and Useful Applications. Symposium ASTM on Erosion and Wear Colorado.
(1977). 39-76 pp.
[25] M. Miller; Barite Mineral Yearbook; [Documento en Adobe® pdf]; US Geological Survey
November 2007.
[26] Word Barite Production Tracks Crude Oil Prices; Oil&Gas Journal, May, 2000.
[27] De Candido, S; Comunicación Interna, Marzo de 2007.
[28] Quercia, G; Rengifo, R; Rios, V; Delgado, L; Determinación de Costos de Producción
de ORIMATITA®; [Documento en Microsoft Excel®]: Los Teques Venezuela: Intevep,
Octubre de 2007.
G. Quercia, D. Pernía, R. Rengifo, F. Quiroga, M. Mas, PDVSA Intevep, S.A.- Venezuela. 20
También podría gustarte
- Bombeo y Calentamiento ListoDocumento18 páginasBombeo y Calentamiento ListoDj-Ruben OrdazAún no hay calificaciones
- Optimizacion y Control de Un ProcesoDocumento12 páginasOptimizacion y Control de Un ProcesoDj-Ruben OrdazAún no hay calificaciones
- AttachmentDocumento2 páginasAttachmentDj-Ruben OrdazAún no hay calificaciones
- CharlaDocumento3 páginasCharlaDj-Ruben OrdazAún no hay calificaciones
- Bombeo y CalentamientoDocumento11 páginasBombeo y CalentamientoYosenys GonzalezAún no hay calificaciones
- Normas Covenin y AstmDocumento49 páginasNormas Covenin y AstmDj-Ruben OrdazAún no hay calificaciones
- Control de Calidad Del Concreto ACI PDFDocumento6 páginasControl de Calidad Del Concreto ACI PDFHugo Coanqui Quispe100% (1)
- Planteamiento Del Problema RJDocumento5 páginasPlanteamiento Del Problema RJDj-Ruben OrdazAún no hay calificaciones
- FracturamientoDocumento1 páginaFracturamientoDj-Ruben OrdazAún no hay calificaciones
- Taller Unidad 1y 2Documento11 páginasTaller Unidad 1y 2Dj-Ruben OrdazAún no hay calificaciones
- Reglamento de Pregrado Aprobado Dic 16 Anexo Punto de Cuenta PDFDocumento53 páginasReglamento de Pregrado Aprobado Dic 16 Anexo Punto de Cuenta PDFAndreaRubioAún no hay calificaciones
- Universidad de Oriente Nucleo de Monagas PDFDocumento165 páginasUniversidad de Oriente Nucleo de Monagas PDFDj-Ruben OrdazAún no hay calificaciones
- EnsayoDocumento3 páginasEnsayoDj-Ruben OrdazAún no hay calificaciones
- Karol Corrales Parte IIDocumento100 páginasKarol Corrales Parte IIerwinchoqueAún no hay calificaciones
- AttachmentDocumento1 páginaAttachmentDj-Ruben OrdazAún no hay calificaciones
- Taller Unidad 1y 2 Sandra Garcia, Ruben OrdazDocumento12 páginasTaller Unidad 1y 2 Sandra Garcia, Ruben OrdazDj-Ruben OrdazAún no hay calificaciones
- Asignación 1 2do CorteDocumento2 páginasAsignación 1 2do CorteDj-Ruben OrdazAún no hay calificaciones
- Planteamiento Del ProblemaDocumento6 páginasPlanteamiento Del ProblemaDj-Ruben OrdazAún no hay calificaciones
- ASIGNACIÓN 1er CORTE ING PRODUCCION IDocumento1 páginaASIGNACIÓN 1er CORTE ING PRODUCCION IDj-Ruben OrdazAún no hay calificaciones
- Karol Corrales Parte IIDocumento100 páginasKarol Corrales Parte IIerwinchoqueAún no hay calificaciones
- Proceso de HidrodesulfuraciónDocumento3 páginasProceso de HidrodesulfuraciónLUZAún no hay calificaciones
- Investigacion. Metodologia de La InvestigacionDocumento5 páginasInvestigacion. Metodologia de La InvestigacionDj-Ruben OrdazAún no hay calificaciones
- Bombeo Hidráulico Tipo Jet y Tipo PistonDocumento46 páginasBombeo Hidráulico Tipo Jet y Tipo PistonDavid Alfonso Diaz Arcia100% (5)
- EnsayoDocumento3 páginasEnsayoDj-Ruben OrdazAún no hay calificaciones
- Planificacion de Pozo DireccionalDocumento12 páginasPlanificacion de Pozo DireccionalMilton Mallon MercadoAún no hay calificaciones
- Bombeo HidraulicoDocumento47 páginasBombeo Hidraulicoesteban londoño pinedaAún no hay calificaciones
- Wa0027Documento23 páginasWa0027Dj-Ruben OrdazAún no hay calificaciones
- Bombeo Hidraulico PistonDocumento75 páginasBombeo Hidraulico PistonDj-Ruben OrdazAún no hay calificaciones
- Ambientes de Sedimentación CarbonatadaDocumento14 páginasAmbientes de Sedimentación CarbonatadaJavier Zakeros CoelloAún no hay calificaciones
- Fluidos para Perforación Bajo BalanceDocumento21 páginasFluidos para Perforación Bajo BalanceYulitza Soar GalantonAún no hay calificaciones
- Oxidación A Alta P y T (Autoclaves)Documento27 páginasOxidación A Alta P y T (Autoclaves)Will070707Aún no hay calificaciones
- El EstucoDocumento21 páginasEl EstucogaryAún no hay calificaciones
- Presupuesto para Construccion de Galpon para Cria de PollosDocumento4 páginasPresupuesto para Construccion de Galpon para Cria de PollosJorge Gonzalez75% (8)
- Ficha Técnica AcetamidaDocumento4 páginasFicha Técnica AcetamidaEduar Naranjo TorresAún no hay calificaciones
- Cemento Solvente de PVC Blanco - Verde y CPVC FDSDocumento4 páginasCemento Solvente de PVC Blanco - Verde y CPVC FDSHS Junior DuvalAún no hay calificaciones
- Ensayo CBRDocumento7 páginasEnsayo CBRMaría José Carrera LoorAún no hay calificaciones
- Tesis Aviones Tipo Sandwich PDFDocumento141 páginasTesis Aviones Tipo Sandwich PDFJorge Hölck VásquezAún no hay calificaciones
- PLANILLA de METRADOS Poza Disipadora Canal 3Documento78 páginasPLANILLA de METRADOS Poza Disipadora Canal 3JCesar SantosAún no hay calificaciones
- Hormigón ArquitectónicoDocumento25 páginasHormigón ArquitectónicoLISSETTE PALMAAún no hay calificaciones
- Marchas AnalíticasDocumento1 páginaMarchas AnalíticasErick López0% (1)
- Informe de Laboratorio N°1Documento13 páginasInforme de Laboratorio N°1Daniel. Calderon MedinaAún no hay calificaciones
- Taller Nomenclatura OKDocumento2 páginasTaller Nomenclatura OKYuliana Losada TorresAún no hay calificaciones
- Almacen UltimoDocumento5 páginasAlmacen UltimoWilsonAún no hay calificaciones
- Ánodos de SacrificioDocumento5 páginasÁnodos de SacrificioJoaquin BartoloAún no hay calificaciones
- Limite LiquidoDocumento28 páginasLimite LiquidoErica Yanila Espinoza PonteAún no hay calificaciones
- Catálogo ..Documento52 páginasCatálogo ..Fercho Careto BastarAún no hay calificaciones
- s36 - 2° Mate - Operaciones Son DecimalesDocumento2 páginass36 - 2° Mate - Operaciones Son DecimalesedgarAún no hay calificaciones
- Procesos de Soldadura Por FusiónDocumento52 páginasProcesos de Soldadura Por FusiónsonomyAún no hay calificaciones
- Determinación de La Constante de EquilibrioDocumento3 páginasDeterminación de La Constante de EquilibrioDANIELA ESTEFANNI CHAPARRO CHAPARROAún no hay calificaciones
- Apuntes de Cátedra GLG2210 Con GraficosDocumento54 páginasApuntes de Cátedra GLG2210 Con GraficosLaura RamirezAún no hay calificaciones
- CUESTIONARIO SEMANA 10 - QuimicaDocumento5 páginasCUESTIONARIO SEMANA 10 - QuimicaSUANSEDAún no hay calificaciones
- NTC 1460 Calidad Del Agua. Determinación Del Selenio PDFDocumento0 páginasNTC 1460 Calidad Del Agua. Determinación Del Selenio PDFdrakenhavenAún no hay calificaciones
- Estequiometria Rendimiento y Pureza 2017 TodoDocumento1 páginaEstequiometria Rendimiento y Pureza 2017 Todorodian garay pAún no hay calificaciones
- Conductividad ElectricaDocumento5 páginasConductividad ElectricaDaniel MoralesAún no hay calificaciones
- Informe Práctica 9 Metales y ÁcidosDocumento7 páginasInforme Práctica 9 Metales y ÁcidosLuis CuadradoAún no hay calificaciones
- MIN 2 Relleno en Pasta Unid San Rafael Oscar CantorinDocumento11 páginasMIN 2 Relleno en Pasta Unid San Rafael Oscar CantorinVíctor FreddyAún no hay calificaciones
- Unidad 5 2023 PandeoDocumento14 páginasUnidad 5 2023 PandeoLambert AnaAún no hay calificaciones
- Alba Fijador Al Aguarras 2 en 1 TdsDocumento2 páginasAlba Fijador Al Aguarras 2 en 1 TdsGUSTAVO FERNANDEZAún no hay calificaciones