También podría gustarte
- Tipos de MaquinariasDocumento12 páginasTipos de MaquinariasJhoel Montenegro PeraltaAún no hay calificaciones
- Higiene Ocupacional en El D.S. #024-2016-EM: Ing. Luz Bancayán HinostrozaDocumento62 páginasHigiene Ocupacional en El D.S. #024-2016-EM: Ing. Luz Bancayán HinostrozaCesarAún no hay calificaciones
- Celdas de CombustibleDocumento33 páginasCeldas de CombustibleHolleeyAún no hay calificaciones
- Aprovechamiento de Impacto ReducidoDocumento47 páginasAprovechamiento de Impacto ReducidoLuis Antonio100% (2)
- La Sierra CintaDocumento12 páginasLa Sierra CintaLuis Javier Espinosa RodriguezAún no hay calificaciones
- PRINCIPIOS DE ORGANIZACIÓN DE UN ASERRADERO Clase 1Documento26 páginasPRINCIPIOS DE ORGANIZACIÓN DE UN ASERRADERO Clase 1jose100% (1)
- Caceres German Apuntes Curso Hidrometalurgia Avanzada PDFDocumento28 páginasCaceres German Apuntes Curso Hidrometalurgia Avanzada PDFalbertAún no hay calificaciones
- Tipos de SierraDocumento11 páginasTipos de SierraBRANDON QUEZADA ARCEAún no hay calificaciones
- Manual de Aprovechamiento Forestal Rgi SaDocumento10 páginasManual de Aprovechamiento Forestal Rgi SapatybolAún no hay calificaciones
- Resumen Sentido de Vida Por EdadesDocumento12 páginasResumen Sentido de Vida Por EdadesYanetteCastroGiacomozzi0% (1)
- Corte Con SierrasDocumento35 páginasCorte Con SierrasIsaac AmbrosioAún no hay calificaciones
- Inventario Forestal en Plantaciones ForestalesDocumento5 páginasInventario Forestal en Plantaciones ForestalesJhoanna HuarachiAún no hay calificaciones
- Mantenimiento de Maquinas y Herramientas PDFDocumento19 páginasMantenimiento de Maquinas y Herramientas PDFluis alberto arias quintero100% (1)
- CATALOGO DE MAQUINARIA Y EQUIPO TerDocumento9 páginasCATALOGO DE MAQUINARIA Y EQUIPO TerMarco GarFer100% (1)
- Mantenimiento Sierras Cintas y Circulares 2008Documento205 páginasMantenimiento Sierras Cintas y Circulares 2008Nelson Eduardo Pezo Pezo0% (1)
- Proceso JarositaDocumento2 páginasProceso JarositaalbertAún no hay calificaciones
- Taller de Maquinas para Cortar Madera AserriosDocumento11 páginasTaller de Maquinas para Cortar Madera AserriosNICOLAY MURILLO SANCHEZAún no hay calificaciones
- Ovnis - La Agenda Secreta, Milton W. Hourcade, 2000Documento219 páginasOvnis - La Agenda Secreta, Milton W. Hourcade, 2000LuXo Seida Gonzalez50% (2)
- Laboratorio 3 Método Simplex, Solver y Analisis de SesibilidadDocumento13 páginasLaboratorio 3 Método Simplex, Solver y Analisis de SesibilidadGabriela SanchezAún no hay calificaciones
- Cubicacion de MaderaDocumento6 páginasCubicacion de MaderaOdar Bonifaz RodriguezAún no hay calificaciones
- Manual Practicas Aserrio de La MaderaDocumento21 páginasManual Practicas Aserrio de La MaderaJhans Michael Quispe HoyosAún no hay calificaciones
- Costos y Rendimiento Del TrozadoDocumento8 páginasCostos y Rendimiento Del TrozadoehtukaAún no hay calificaciones
- Problemática de Los AserraderosDocumento17 páginasProblemática de Los AserraderosAndres Pablo HuamanAún no hay calificaciones
- AserradoDocumento7 páginasAserradoFarfros FarfrosAún no hay calificaciones
- Caractersticas Generales de La MaderaDocumento47 páginasCaractersticas Generales de La MaderaDIesson Kardozo100% (1)
- Abastecimiento Un1Documento17 páginasAbastecimiento Un1Isaac RodriguezAún no hay calificaciones
- Tableros CompensadosDocumento25 páginasTableros Compensadosdionel pared100% (2)
- Cubicacion YnerDocumento11 páginasCubicacion YnerPilar PiscoAún no hay calificaciones
- Playa de TrozasDocumento11 páginasPlaya de TrozasAnonymous ek4z9UBAún no hay calificaciones
- Clasificación de Trocería Modificado MinervaDocumento17 páginasClasificación de Trocería Modificado MinervaReyina Zavaleta Aragon0% (1)
- PR 1 Economia ForestalDocumento9 páginasPR 1 Economia ForestalSegundo Artidoro Guerrero CiezaAún no hay calificaciones
- Silvicultura de Plantaciones Forestales Comerciales Resumen ChapingoDocumento5 páginasSilvicultura de Plantaciones Forestales Comerciales Resumen ChapingoArielAún no hay calificaciones
- Apunte AserradoDocumento11 páginasApunte Aserradolopezcarrera100% (3)
- Secado Madera Al Aire Libre y EncastilladoDocumento10 páginasSecado Madera Al Aire Libre y EncastilladoManuel Lucero100% (3)
- AserrioDocumento4 páginasAserrioPolinAún no hay calificaciones
- Maquinas Aserradoras - PerfiladorasDocumento25 páginasMaquinas Aserradoras - PerfiladorasNidiaVivero0% (1)
- Dinámica de CorteDocumento16 páginasDinámica de Corteanon_4875756Aún no hay calificaciones
- Clasificación General de Las Herramientas Por Su FuncionalidadDocumento5 páginasClasificación General de Las Herramientas Por Su FuncionalidadFlavio AndradeAún no hay calificaciones
- Cadena de Valor Forestal Del TriplayDocumento17 páginasCadena de Valor Forestal Del TriplayEfrain Llactas FloresAún no hay calificaciones
- Identificar Fallas en Discos - TécnicasDocumento19 páginasIdentificar Fallas en Discos - TécnicasMarcelo San MartinAún no hay calificaciones
- Tamano y Forma ParcelasDocumento5 páginasTamano y Forma ParcelasRicardo Ernesto De La Cruz100% (1)
- Sistemas de SacaDocumento31 páginasSistemas de SacaFresia M IngaAún no hay calificaciones
- Principio de Organizacion y Operacion de aserradero-INFOR-Final - ProtDocumento142 páginasPrincipio de Organizacion y Operacion de aserradero-INFOR-Final - Protsantiago pardo mesias100% (1)
- Epidometría PDFDocumento26 páginasEpidometría PDFGabriela Rojas RiveraAún no hay calificaciones
- Abastecimiento ForestalDocumento87 páginasAbastecimiento ForestalBetel Cruz FalcónAún no hay calificaciones
- Sistemas de AprovechamientoDocumento24 páginasSistemas de AprovechamientoSofía GutierrezAún no hay calificaciones
- Informe Maquinaria ForestalDocumento13 páginasInforme Maquinaria ForestalGustavo GuevaraAún no hay calificaciones
- O IFOR-2010-226 Epidometria PDFDocumento9 páginasO IFOR-2010-226 Epidometria PDFlolaAún no hay calificaciones
- Plantaciones ForestalesDocumento47 páginasPlantaciones ForestalesMiguel Ortega56% (16)
- Secuelas de La MaderaDocumento14 páginasSecuelas de La MaderaMode MartinezAún no hay calificaciones
- Visita Al Aserradero MaderasDocumento10 páginasVisita Al Aserradero Maderastecnologosena@gmail100% (1)
- AserraderoDocumento8 páginasAserraderoBrayan Cari MontoyaAún no hay calificaciones
- Aserradero Vasquez PucallpaDocumento4 páginasAserradero Vasquez PucallpaDA Fer Mori Rios100% (1)
- Caminos ForestalesDocumento25 páginasCaminos ForestalesJunior SanchezAún no hay calificaciones
- EDUCACION AGRICOLA SUPERIOR La Urgencia Del CambioDocumento120 páginasEDUCACION AGRICOLA SUPERIOR La Urgencia Del Cambiogracielamgg100% (2)
- Afiche Manual de Buenas PracticasDocumento1 páginaAfiche Manual de Buenas PracticasFernandoAún no hay calificaciones
- Tecnologia Del Aserrio PDFDocumento135 páginasTecnologia Del Aserrio PDFJimmy Barker100% (1)
- La GarlopaDocumento4 páginasLa GarlopaJhonatan RíosAún no hay calificaciones
- Taller Afilado para Cortes de MaderaDocumento67 páginasTaller Afilado para Cortes de MaderaEric Felipe Ramirez Jara100% (6)
- Sierra Maquina HerramientaDocumento27 páginasSierra Maquina HerramientaIRINOVA220% (2)
- Sierra Ingletadora Ryobi Ts1340Documento24 páginasSierra Ingletadora Ryobi Ts1340Pakito XtradaAún no hay calificaciones
- Cubicación de Madera RollizaDocumento6 páginasCubicación de Madera RollizaYoel Guerrero ChuquilinAún no hay calificaciones
- Wood Mizer e News 1Documento16 páginasWood Mizer e News 1Enrique HernandezAún no hay calificaciones
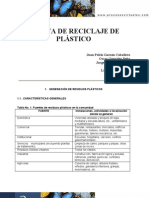
- Planta de RecicladoDocumento28 páginasPlanta de Recicladoamilcarosorio100% (1)
- Sierra de AserrioDocumento14 páginasSierra de AserrioKevin ChavarriaAún no hay calificaciones
- 01-Soldadura TIG - Uniones A Tope 1Documento11 páginas01-Soldadura TIG - Uniones A Tope 1Mario TintaAún no hay calificaciones
- Lixiviacion de Cobre PDFDocumento4 páginasLixiviacion de Cobre PDFalbertAún no hay calificaciones
- Ajustando Distribución (Datos No Censurados)Documento27 páginasAjustando Distribución (Datos No Censurados)justorfc100% (2)
- Regresión No Lineal PDFDocumento19 páginasRegresión No Lineal PDFalbertAún no hay calificaciones
- Separación magnéticaIIDocumento21 páginasSeparación magnéticaIIalbertAún no hay calificaciones
- CEMENTITADocumento1 páginaCEMENTITAalbertAún no hay calificaciones
- El Sistema DigestivoDocumento13 páginasEl Sistema DigestivoVicenta Llopis gomisAún no hay calificaciones
- Listado - Materiales - Realtados A RedesDocumento9 páginasListado - Materiales - Realtados A RedesRafael Antonio Petro MaderaAún no hay calificaciones
- Apostar Por La Agricultura para Lograr Una Diversificacion ProductivaDocumento141 páginasApostar Por La Agricultura para Lograr Una Diversificacion ProductivavicentecarrerasAún no hay calificaciones
- Guia 3 - 6 La Salle Gua - A de Aprendizaje - C NaturalesDocumento4 páginasGuia 3 - 6 La Salle Gua - A de Aprendizaje - C NaturalesDanna Lugo LondoñoAún no hay calificaciones
- Como Los Monos Salvaron La LunaDocumento1 páginaComo Los Monos Salvaron La LunaDeivis GalvanAún no hay calificaciones
- Cap. 6 - ResistenciaDocumento33 páginasCap. 6 - ResistenciaDaniel TriviñoAún no hay calificaciones
- Fundamentación Epistemológica (Versión 3)Documento14 páginasFundamentación Epistemológica (Versión 3)Felipe Arjona MartínezAún no hay calificaciones
- Tarea de Medicina Interna 2do Periodo - Javier AlexanderDocumento12 páginasTarea de Medicina Interna 2do Periodo - Javier AlexanderJavier Alexander MolinaAún no hay calificaciones
- Politica de ProductosDocumento53 páginasPolitica de ProductosCandela TraversoAún no hay calificaciones
- Mercado Gafas España 2021Documento14 páginasMercado Gafas España 2021Maria Eugenia ChaperoAún no hay calificaciones
- Objetos de ConservacionDocumento3 páginasObjetos de ConservacionJunior Andrade JaqueAún no hay calificaciones
- ETICA y LegislaciónDocumento3 páginasETICA y LegislaciónErick ginela palaciosAún no hay calificaciones
- Un Alma Por Otra AlmaDocumento1 páginaUn Alma Por Otra AlmaÁngel Adrián Vásquez HernándezAún no hay calificaciones
- Manejo de RpbiDocumento12 páginasManejo de RpbiElías José Galarza SantiagoAún no hay calificaciones
- Practica 1 F2 2020 03 HidrodinamicaDocumento9 páginasPractica 1 F2 2020 03 HidrodinamicaKARLYN ALEJANDRA MENDEZ HERNANDEZAún no hay calificaciones
- Diagnostico de ViolaciónDocumento8 páginasDiagnostico de ViolaciónJuan Mendoza SanchezAún no hay calificaciones
- Causas de VulcanismoDocumento4 páginasCausas de VulcanismoRodrigo Tevi Montesinos ValdezAún no hay calificaciones
- Agente Enterrado VivoDocumento40 páginasAgente Enterrado VivoAngel VieyraAún no hay calificaciones
- Informe Laboratorio 6 Fisica I Movimiento Uniformemente Acelerado (Caída Libre) Estimación de La Incertidumbre en Medidas IndirectasDocumento19 páginasInforme Laboratorio 6 Fisica I Movimiento Uniformemente Acelerado (Caída Libre) Estimación de La Incertidumbre en Medidas IndirectasManuel Jose Arango Moncada33% (3)
- TRS MC2Documento2 páginasTRS MC2BERNIE LEANDRO PUJADAS CONTRERASAún no hay calificaciones
- Actividades Parcial IntegralesDocumento5 páginasActividades Parcial IntegralesStellaMarisSchachnerAún no hay calificaciones
- Mopece 5 ResumenDocumento16 páginasMopece 5 ResumenYajairy MolinaAún no hay calificaciones
- Incas 2012Documento12 páginasIncas 2012gonzalo ZRAún no hay calificaciones
- InfografiaDocumento2 páginasInfografiaLeslie MorenoAún no hay calificaciones
- El Aborto - Medicina LegalDocumento4 páginasEl Aborto - Medicina LegaljorgeAún no hay calificaciones
- Iei Tarea1.1Documento8 páginasIei Tarea1.1Pascual M sAún no hay calificaciones
- Contrato de Arrendamiento de Espacio para Arte StudioDocumento9 páginasContrato de Arrendamiento de Espacio para Arte StudioFco. Javier Garcia RojasAún no hay calificaciones