También podría gustarte
- Memoria Descriptiva GLPDocumento10 páginasMemoria Descriptiva GLPcarlos floresAún no hay calificaciones
- 1.1 Alcance Proy Torre BegoniasDocumento5 páginas1.1 Alcance Proy Torre Begoniasgruiz239Aún no hay calificaciones
- Memoria Descriptiva Refrigeracion PDFDocumento17 páginasMemoria Descriptiva Refrigeracion PDFsantiAún no hay calificaciones
- Memoria de Calculo Soporte de Faja TransportadoraDocumento35 páginasMemoria de Calculo Soporte de Faja TransportadoraDennys Virhuez100% (1)
- Pedro MiottaDocumento14 páginasPedro MiottaCarlosbitriagoAún no hay calificaciones
- Plan de Trabajo CEMPRO TECH - Cementos Lima REV 1Documento9 páginasPlan de Trabajo CEMPRO TECH - Cementos Lima REV 1Williams Ricardo Soria ChavezAún no hay calificaciones
- Cámaras de AlcantarilladoDocumento40 páginasCámaras de AlcantarilladoHarold Won Ponce100% (1)
- Tarea 4 de Manuel ZabalaDocumento7 páginasTarea 4 de Manuel ZabalaManuel Ernesto Zabala DuvalAún no hay calificaciones
- TPA de DSP - BODEGAJE - 2020-2Documento2 páginasTPA de DSP - BODEGAJE - 2020-2LUIS GONZALEZ PEREZAún no hay calificaciones
- Anexo 3 Descripcion Proceso Terciado y Estimacion EmisionesDocumento13 páginasAnexo 3 Descripcion Proceso Terciado y Estimacion Emisionesalfredoroca50Aún no hay calificaciones
- Calculo Del Espacio Requerido y Cantidades de Materia Prima e Insumos IntegradorDocumento4 páginasCalculo Del Espacio Requerido y Cantidades de Materia Prima e Insumos IntegradorAle Quevedo MenaAún no hay calificaciones
- Acarreo y Diagrama de MasasDocumento29 páginasAcarreo y Diagrama de MasasCarlos TrespalaciosAún no hay calificaciones
- Perforacion de Pilas TanqueDocumento25 páginasPerforacion de Pilas Tanquedramirezalv02Aún no hay calificaciones
- Ejercicio de Tornillos Equipo 16Documento13 páginasEjercicio de Tornillos Equipo 16Jesus RosasAún no hay calificaciones
- Residencia SicarsaDocumento65 páginasResidencia SicarsaeleoncioAún no hay calificaciones
- Informe Silo 50 Ton PrometalDocumento22 páginasInforme Silo 50 Ton PrometalLuis MuñozAún no hay calificaciones
- Respuestas Solicitudes Tanque 10000 Bls PalaguaDocumento8 páginasRespuestas Solicitudes Tanque 10000 Bls PalaguaCarlos Felipe Reyes MartínezAún no hay calificaciones
- Propuesta de Layout AbcDocumento12 páginasPropuesta de Layout AbcMaria Alejandra RodriguezAún no hay calificaciones
- Plan de Aseguramiento de La CalidadDocumento17 páginasPlan de Aseguramiento de La CalidadKarla PachecoAún no hay calificaciones
- Diseño de La BodegaDocumento9 páginasDiseño de La BodegaAnonymous KUb0GVAún no hay calificaciones
- Descripción de Proceso CSNDocumento7 páginasDescripción de Proceso CSNjose gabrielAún no hay calificaciones
- Torpedo CotéDocumento14 páginasTorpedo CotéVictor CameronAún no hay calificaciones
- Diseño y Selección de Maquinaria y Equipo (Muy Bueno)Documento112 páginasDiseño y Selección de Maquinaria y Equipo (Muy Bueno)jaus6719Aún no hay calificaciones
- Configuración Interna de AlmacenesDocumento9 páginasConfiguración Interna de AlmacenesHugo BarrientosAún no hay calificaciones
- FracDocumento85 páginasFracCarlos Alfredo Mojica Ramos100% (1)
- DISEÑO DE PILOTES Concreto ArmadoDocumento34 páginasDISEÑO DE PILOTES Concreto ArmadoalanAún no hay calificaciones
- Taller Lay Out II-2020Documento4 páginasTaller Lay Out II-2020Carlos Sebastian Uzcategui LeonAún no hay calificaciones
- Manual de Fabricación y Montaje de Tanques I PDFDocumento72 páginasManual de Fabricación y Montaje de Tanques I PDFfjuandedios100% (3)
- Actividade Tema 4 LogisticaDocumento4 páginasActividade Tema 4 LogisticaMaria Gregori100% (1)
- ElectivaDocumento12 páginasElectivaCarlos Andres Rangel CastroAún no hay calificaciones
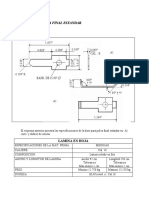
- Base para Polea Final Estandar: Lamina en HojaDocumento4 páginasBase para Polea Final Estandar: Lamina en HojaDavid Yael Vazquez TrinidadAún no hay calificaciones
- TF - Grupo 2-Diseño de Almacen.s-18Documento52 páginasTF - Grupo 2-Diseño de Almacen.s-18Dianita DAAún no hay calificaciones
- Presentacion de Manual de CapacitacionDocumento43 páginasPresentacion de Manual de CapacitacionPalomo LuisAún no hay calificaciones
- Gabinete de Pared de 6 Unidades de RackDocumento4 páginasGabinete de Pared de 6 Unidades de RackMunicipalidad Provincial de ILOAún no hay calificaciones
- Guia Instalacion Tuberia CCPDocumento42 páginasGuia Instalacion Tuberia CCPAlexander Arias Vargas50% (2)
- PEAS Murrimuno - ET EspecialesDocumento23 páginasPEAS Murrimuno - ET EspecialesJano ConstructorAún no hay calificaciones
- N CTR Car 1 04 010 09 PDFDocumento20 páginasN CTR Car 1 04 010 09 PDFCuevas ManuelAún no hay calificaciones
- Inta Eeaf Esquel Construccion Rocket K 052021Documento8 páginasInta Eeaf Esquel Construccion Rocket K 052021JuanQüínAún no hay calificaciones
- Api650 FinalDocumento12 páginasApi650 FinalSebastian AlarconAún no hay calificaciones
- Diseño de Tanques de AlmacenamientoDocumento11 páginasDiseño de Tanques de AlmacenamientoAlexis Alvarado Cortez100% (2)
- Doc2019011012510403 Anexo II Memoria de Calculo de EstructuraDocumento287 páginasDoc2019011012510403 Anexo II Memoria de Calculo de EstructuraJonnhy MarquezAún no hay calificaciones
- Calculo y Diseno Techo Parabolico Diseno3Documento37 páginasCalculo y Diseno Techo Parabolico Diseno3mec_unt6183Aún no hay calificaciones
- Inorme MVCSDocumento19 páginasInorme MVCSJUNIOR CORAL SINARAHUAAún no hay calificaciones
- Jhon PreguntasDocumento9 páginasJhon PreguntasAlexander Caballero VillegasAún no hay calificaciones
- Da Proceso 09-11-267379 241000093 1434716Documento31 páginasDa Proceso 09-11-267379 241000093 1434716lcsierraAún no hay calificaciones
- Hornos Rotatorios Mantenimiento PreventivoDocumento50 páginasHornos Rotatorios Mantenimiento PreventivoAnonymous PVXBGg9T100% (2)
- Cuarta ClaseDocumento26 páginasCuarta ClasecristhyanmayhuireAún no hay calificaciones
- PEAS Ovejería - ET EspecialesDocumento23 páginasPEAS Ovejería - ET EspecialesJano ConstructorAún no hay calificaciones
- Tanque Criogénico - Paredes Churacutipa, JorgeDocumento17 páginasTanque Criogénico - Paredes Churacutipa, JorgeJoseph Cristian Cruz LuqueAún no hay calificaciones
- Memoria de Cálculo de Intercambiador de CalorDocumento10 páginasMemoria de Cálculo de Intercambiador de CalorvivalanarkiaAún no hay calificaciones
- Manual de La Hoja de ExcelDocumento17 páginasManual de La Hoja de ExcelLuis Fernando Palomino YupaAún no hay calificaciones
- API 650 en Espanol PDFDocumento11 páginasAPI 650 en Espanol PDFJesus CondoriAún no hay calificaciones
- Taller de FundiciónDocumento8 páginasTaller de Fundiciónsalma.penarandaAún no hay calificaciones
- RodriguezENIEF2008 5Documento24 páginasRodriguezENIEF2008 5Jose RissoAún no hay calificaciones
- Armario SDocumento3 páginasArmario SchristianAún no hay calificaciones
- PEAS Las Quemas - ET EspecialesDocumento23 páginasPEAS Las Quemas - ET EspecialesJano ConstructorAún no hay calificaciones
- PROYECINSTHORNODocumento0 páginasPROYECINSTHORNOArturo RojasAún no hay calificaciones
- Examen Segunda Unidad TunelesDocumento7 páginasExamen Segunda Unidad TunelesOmar FloresAún no hay calificaciones
- Dibujo técnico para la transformación de polímeros. QUIT0209De EverandDibujo técnico para la transformación de polímeros. QUIT0209Aún no hay calificaciones