También podría gustarte
- Emulsiones de Petroleo y Gas r1Documento54 páginasEmulsiones de Petroleo y Gas r1altamirano21Aún no hay calificaciones
- Aguas de FormacionDocumento5 páginasAguas de FormacionPablo Tapia100% (1)
- Inyección Continua de VaporDocumento9 páginasInyección Continua de VaporMikhail López0% (1)
- VAPEXDocumento10 páginasVAPEXfranklin sierraAún no hay calificaciones
- Impurezas Del PetróleoDocumento2 páginasImpurezas Del PetróleoAnthony ValdiviaAún no hay calificaciones
- Viscosificacion de Un Lodo de Perforacion Pre N°6Documento21 páginasViscosificacion de Un Lodo de Perforacion Pre N°6jesus hernandez67% (3)
- Desplazamiento de Fluidos InmisciblesDocumento10 páginasDesplazamiento de Fluidos InmisciblescarlosAún no hay calificaciones
- Deshidratacion Del PetroleoDocumento13 páginasDeshidratacion Del PetroleodavismoodyAún no hay calificaciones
- Parafinas y AsfaltenosDocumento22 páginasParafinas y AsfaltenosAndres CallesAún no hay calificaciones
- Control de Arena. ExpDocumento17 páginasControl de Arena. ExpLuis Padilla MendietaAún no hay calificaciones
- HumectabilidadDocumento37 páginasHumectabilidadguardoAún no hay calificaciones
- Condiciones de Operación de Las Plantas Criogénicas Y de AbsorciónDocumento4 páginasCondiciones de Operación de Las Plantas Criogénicas Y de AbsorciónGuillermo ChulaAún no hay calificaciones
- Evaluativo B 20% Tercer CorteDocumento5 páginasEvaluativo B 20% Tercer CorteVeronica ChavezAún no hay calificaciones
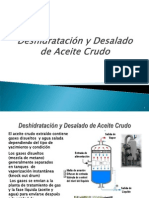
- Deshidratación y Desalado de Aceite CrudoDocumento16 páginasDeshidratación y Desalado de Aceite CrudoJuanAndresMedina100% (2)
- Aditivos y Reactivos en Los Sistemas de LodosDocumento11 páginasAditivos y Reactivos en Los Sistemas de LodosOri Duarte C100% (2)
- Tesis de Desaladores de Crudos Pesados y Extrapesados PDFDocumento87 páginasTesis de Desaladores de Crudos Pesados y Extrapesados PDFomar100% (1)
- Yacimiento de Aceite VolatilDocumento17 páginasYacimiento de Aceite VolatilalanAún no hay calificaciones
- Unidad4 Operacion de DesaladoresDocumento4 páginasUnidad4 Operacion de Desaladorescarmen tovarAún no hay calificaciones
- 20.-Relación de MovilidadDocumento3 páginas20.-Relación de MovilidadAnderson JimenezAún no hay calificaciones
- Deshidratación Del GasDocumento11 páginasDeshidratación Del GasOsbelly Paola Andrade Vera100% (2)
- Trabajo de Conceptos Basicos de RefinacionDocumento65 páginasTrabajo de Conceptos Basicos de RefinacionjonmerunefaAún no hay calificaciones
- Sistesis de Información de Campo KUDocumento3 páginasSistesis de Información de Campo KULuis CulebroAún no hay calificaciones
- Una forma de minimizar el daño de formación consiste en utilizar fluidos de perforación de yacimientos o fluidos de terminación especialmente formulados para evitar el daño de la formación durante la perforación de zonas produ.docxDocumento6 páginasUna forma de minimizar el daño de formación consiste en utilizar fluidos de perforación de yacimientos o fluidos de terminación especialmente formulados para evitar el daño de la formación durante la perforación de zonas produ.docxYusbelis ParraAún no hay calificaciones
- Destilación o Fraccionamiento Del Crudo PesadoDocumento5 páginasDestilación o Fraccionamiento Del Crudo Pesadodarwingd_1Aún no hay calificaciones
- Informe Viscoelastico.Documento27 páginasInforme Viscoelastico.Brenda PastorAún no hay calificaciones
- Desalacion Del Crudo DuDocumento15 páginasDesalacion Del Crudo DuJose Carlos InturiasAún no hay calificaciones
- Tesis de Control de Agua PDFDocumento234 páginasTesis de Control de Agua PDFAdis FloresAún no hay calificaciones
- Tesis de Genexis Cis Thai CapriDocumento61 páginasTesis de Genexis Cis Thai CapriAlexandra Cuellar GuasdeAún no hay calificaciones
- Introducción A Los Crudos PesadosDocumento4 páginasIntroducción A Los Crudos PesadosgenesisporrasAún no hay calificaciones
- Propiedades Rocas y FluidosDocumento22 páginasPropiedades Rocas y FluidosWilliam Junior Guthrié Ríos100% (1)
- Informe 3 Filtracion 2019Documento22 páginasInforme 3 Filtracion 2019Oscar BarretoAún no hay calificaciones
- Materiales para Controlar ReologíaDocumento3 páginasMateriales para Controlar ReologíaIsmelisAún no hay calificaciones
- Prueba Mediante SeparadoresDocumento35 páginasPrueba Mediante SeparadoresLuis CassoAún no hay calificaciones
- Tercer Evaluativo Gasotecnia ResueltoDocumento12 páginasTercer Evaluativo Gasotecnia ResueltoVeronica ChavezAún no hay calificaciones
- Determinación de Curvas de Permeabilidad Relativa en LaboratorioDocumento3 páginasDeterminación de Curvas de Permeabilidad Relativa en LaboratorioDavid VillanuevaAún no hay calificaciones
- Aditivos Reductores de FricciónDocumento6 páginasAditivos Reductores de Fricciónswag attackAún no hay calificaciones
- Desalacion Del CrudoDocumento4 páginasDesalacion Del CrudoErika Peña100% (4)
- VISION INTEGRADA. Anyuly Hurtado.Documento7 páginasVISION INTEGRADA. Anyuly Hurtado.Anyuly Odilin Hurtado100% (1)
- Marco Teorico de LodosDocumento8 páginasMarco Teorico de LodosChristian Daniel Brito GuerreroAún no hay calificaciones
- Diapositivas de SurfactantesDocumento31 páginasDiapositivas de SurfactantesDayana Jaimes100% (2)
- Deshidratación Del CrudoDocumento14 páginasDeshidratación Del CrudoJorbely VillaAún no hay calificaciones
- Metodos de Recuperacion Mejorada No TermicosDocumento21 páginasMetodos de Recuperacion Mejorada No TermicosMINA DALIAún no hay calificaciones
- Recuperacion Secundaria de YacimientosDocumento21 páginasRecuperacion Secundaria de YacimientosKarla RamirezAún no hay calificaciones
- Eficiencia de Barrido VolumétricoDocumento49 páginasEficiencia de Barrido VolumétricoWaddles Urbina100% (2)
- Viscorreducción TrabajoDocumento18 páginasViscorreducción Trabajofrancyrosajose100% (2)
- Reacondicionamiento de Pozos PDFDocumento44 páginasReacondicionamiento de Pozos PDFjmanuelbc100% (1)
- Desalacion de CrudosDocumento8 páginasDesalacion de CrudosManuel Enrique Ron HernandezAún no hay calificaciones
- PRUEBA DE BOTELLAS - Manejo de ProducciónDocumento11 páginasPRUEBA DE BOTELLAS - Manejo de ProducciónFelipe GasparAún no hay calificaciones
- Caracteristicas Que Debe Tener El Agua para La InyeccionDocumento1 páginaCaracteristicas Que Debe Tener El Agua para La Inyeccionvictor hugo tarqui limaAún no hay calificaciones
- Acidificación Matricial de AreniscasDocumento20 páginasAcidificación Matricial de AreniscasMónica MatamorosAún no hay calificaciones
- 1 Impurezas Del PetróleoDocumento2 páginas1 Impurezas Del PetróleoreinyAún no hay calificaciones
- DESALADORESDocumento5 páginasDESALADORESStefanyArreaza1Aún no hay calificaciones
- Reacondicionamiento de PozosDocumento16 páginasReacondicionamiento de Pozoscristmar100% (1)
- Deshidratación de CrudoDocumento13 páginasDeshidratación de CrudomedardoveraAún no hay calificaciones
- Inyeccion Continua de Vapor PDFDocumento10 páginasInyeccion Continua de Vapor PDFCarlos David Rodriguez RojasAún no hay calificaciones
- PDVSA - Desalacion Crudos PesadosDocumento40 páginasPDVSA - Desalacion Crudos PesadosMarvin JambrinaAún no hay calificaciones
- 09oct PDFDocumento117 páginas09oct PDFJuan CordovaAún no hay calificaciones
- Expo Crudis EmulsionesDocumento17 páginasExpo Crudis EmulsionesGUTIERREZ VEGA JULIAN ESTEBANAún no hay calificaciones
- Identificación y Tratamiento de Emulsiones PDFDocumento14 páginasIdentificación y Tratamiento de Emulsiones PDFMiguel Molina LAún no hay calificaciones
- El Manual Del Jabón Líquido Hecho a Mano: Guía completa para Crear Champú, Gel de Ducha, Perfumes y Mucho MásDe EverandEl Manual Del Jabón Líquido Hecho a Mano: Guía completa para Crear Champú, Gel de Ducha, Perfumes y Mucho MásAún no hay calificaciones
- TEMA10Documento46 páginasTEMA10Maria Valentina Farias AlvarezAún no hay calificaciones
- Avance 3 Factor de Compresibilidad ZDocumento60 páginasAvance 3 Factor de Compresibilidad ZMaria Valentina Farias AlvarezAún no hay calificaciones
- Tesis Deshidratación ModfDocumento81 páginasTesis Deshidratación ModfMaria Valentina Farias AlvarezAún no hay calificaciones
- Factores Que Afectan La Viscosidad Del PetroleoDocumento2 páginasFactores Que Afectan La Viscosidad Del PetroleoMaria Valentina Farias AlvarezAún no hay calificaciones
- Proyecto Enderson Medina P1Documento51 páginasProyecto Enderson Medina P1Maria Valentina Farias AlvarezAún no hay calificaciones
- Curvas IprDocumento28 páginasCurvas IprMaria Valentina Farias AlvarezAún no hay calificaciones
- Tesis Estimulacion MatricialDocumento26 páginasTesis Estimulacion MatricialMaria Valentina Farias Alvarez100% (1)
- Medicion y Fiscalizacion Crudos PesadosDocumento33 páginasMedicion y Fiscalizacion Crudos PesadosMaria Valentina Farias AlvarezAún no hay calificaciones
- Coiled Tubing en Pozos Del FurrialDocumento51 páginasCoiled Tubing en Pozos Del FurrialMaria Valentina Farias AlvarezAún no hay calificaciones
- Trabajo de CoquificaciónDocumento21 páginasTrabajo de CoquificaciónMaria Valentina Farias AlvarezAún no hay calificaciones
- Bio PsiaDocumento16 páginasBio PsiaMaria Valentina Farias AlvarezAún no hay calificaciones
- Linfoma de BurkittDocumento12 páginasLinfoma de BurkittMaria Valentina Farias AlvarezAún no hay calificaciones
- Cone BeamDocumento15 páginasCone BeamMaria Valentina Farias AlvarezAún no hay calificaciones
- Linfoma de BurkittDocumento12 páginasLinfoma de BurkittMaria Valentina Farias AlvarezAún no hay calificaciones
- UNIVERSIDAD DE ORIENTE InformeDocumento9 páginasUNIVERSIDAD DE ORIENTE InformeMaria Valentina Farias AlvarezAún no hay calificaciones
- IntroducciónDocumento8 páginasIntroducciónheberth javierAún no hay calificaciones
- Aplicaciones de Evaporación FlashDocumento30 páginasAplicaciones de Evaporación FlashPatricia Castillo100% (1)
- Ingeniantes 12014Documento216 páginasIngeniantes 12014sandraAún no hay calificaciones
- Al Sapiens de Estos TiemposDocumento22 páginasAl Sapiens de Estos TiemposHUGO EDGAR RUIZ MONROYAún no hay calificaciones
- Iiibimestre - : ÍtuloDocumento7 páginasIiibimestre - : ÍtuloMelany RnAún no hay calificaciones
- Introducción A La DesaDocumento2 páginasIntroducción A La Desamiguel mardonklaAún no hay calificaciones
- Tesis Domingo Zarzo Martinez PDFDocumento266 páginasTesis Domingo Zarzo Martinez PDFLuceroVenus Del Rocío Esteba EscalanteAún no hay calificaciones
- Progressive Rehabilitation at The Martabe Gold MineDocumento14 páginasProgressive Rehabilitation at The Martabe Gold Mineandres martinoliAún no hay calificaciones
- Abastecimiento de AguaDocumento21 páginasAbastecimiento de AguaManuelRamírez100% (2)
- Chriwa PresentacionDocumento68 páginasChriwa PresentacionAbrahan Herrera DurandAún no hay calificaciones
- Electrodialisis en Tratamiento de AguasDocumento5 páginasElectrodialisis en Tratamiento de AguasCinthya Ballardo de la Cruz0% (1)
- ABASTECIMIENTODocumento23 páginasABASTECIMIENTOmoisesAún no hay calificaciones
- Daniel Portocarrero-Proyecto de TesisDocumento38 páginasDaniel Portocarrero-Proyecto de TesisalianzacampeonAún no hay calificaciones
- Cerro LindoDocumento34 páginasCerro LindoMaik HBAún no hay calificaciones
- Reglas Básicas para Un Mejor Desalado de Aceite CrudoDocumento27 páginasReglas Básicas para Un Mejor Desalado de Aceite CrudoJuanAndresMedina100% (1)
- Cierre de Minas Tía MaríaDocumento40 páginasCierre de Minas Tía MaríaLi SaldivarAún no hay calificaciones
- IsraelDocumento14 páginasIsraelAxel Azañero PerezAún no hay calificaciones
- UNIDAD 1 Sistema de Generación de EnergiaDocumento21 páginasUNIDAD 1 Sistema de Generación de EnergiaCsar Pantojas100% (1)
- Desalación y Deshidratacion de Crudos PesadosDocumento26 páginasDesalación y Deshidratacion de Crudos PesadosMaria Valentina Farias AlvarezAún no hay calificaciones
- Tecnologia de MembranasDocumento27 páginasTecnologia de MembranasOswaldo GuerraAún no hay calificaciones
- Laboratorio N.° 6 - DestilaciónDocumento26 páginasLaboratorio N.° 6 - DestilacióncaletoxiAún no hay calificaciones
- Geneisis Ensuciamiento MembranasDocumento15 páginasGeneisis Ensuciamiento MembranasSandra Chinchilla SandonAún no hay calificaciones
- La Importancia Que Tiene El Agua para La Humanidad"Documento4 páginasLa Importancia Que Tiene El Agua para La Humanidad"Mary TiradoAún no hay calificaciones
- Informe Miski MayoDocumento15 páginasInforme Miski MayoMerilyn GiulianaAún no hay calificaciones
- Planta Desalinizadora Biologia.Documento17 páginasPlanta Desalinizadora Biologia.Leonardo BossioAún no hay calificaciones
- Destiladores de AguaDocumento19 páginasDestiladores de AguaVerónica ZabalaAún no hay calificaciones
- Catálogo General KSB Bombas y Válvulas 2014Documento68 páginasCatálogo General KSB Bombas y Válvulas 2014Maikool Suazo Cofre100% (3)
- Lectura DesalacionDocumento12 páginasLectura DesalacionkurousaiAún no hay calificaciones