También podría gustarte
- TrabajoDocumento92 páginasTrabajoYakelin Mayra ChambiAún no hay calificaciones
- Reporte - Empresa Peruana de Servicios Multiples Arequipa S.A.C.Documento3 páginasReporte - Empresa Peruana de Servicios Multiples Arequipa S.A.C.Yakelin Mayra ChambiAún no hay calificaciones
- Trabajo ParcialDocumento53 páginasTrabajo ParcialYakelin Mayra ChambiAún no hay calificaciones
- Estructura Trabajo Efst-01Documento1 páginaEstructura Trabajo Efst-01Yakelin Mayra ChambiAún no hay calificaciones
- Inventario de Aporte de CapitalDocumento1 páginaInventario de Aporte de CapitalYakelin Mayra ChambiAún no hay calificaciones
- Id Modo de Tarea EDT 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19Documento2 páginasId Modo de Tarea EDT 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19Yakelin Mayra ChambiAún no hay calificaciones
- Ejercicio #17 Referencias TextualesDocumento2 páginasEjercicio #17 Referencias TextualesYakelin Mayra ChambiAún no hay calificaciones
- Glosario de Empaque 2020Documento5 páginasGlosario de Empaque 2020Yakelin Mayra ChambiAún no hay calificaciones
- Posverdad o MentiraDocumento4 páginasPosverdad o MentiraYakelin Mayra ChambiAún no hay calificaciones
- Práctica 1 Calculo Peso VolumenDocumento1 páginaPráctica 1 Calculo Peso VolumenYakelin Mayra Chambi100% (1)
- PA 2 Economía 2 - Tipo RúbricaDocumento2 páginasPA 2 Economía 2 - Tipo RúbricaYakelin Mayra ChambiAún no hay calificaciones
- Cont. Est. Cal. EP - 2019-1B-Preg.Documento3 páginasCont. Est. Cal. EP - 2019-1B-Preg.Yakelin Mayra ChambiAún no hay calificaciones
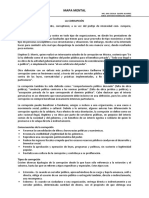
- Corrupcion Mapa MentalDocumento2 páginasCorrupcion Mapa MentalNeilAún no hay calificaciones
- Práctica N°28 Las Referencias TextualesDocumento3 páginasPráctica N°28 Las Referencias TextualesYakelin Mayra ChambiAún no hay calificaciones
- Práctica de Recuperación #2Documento3 páginasPráctica de Recuperación #2Yakelin Mayra ChambiAún no hay calificaciones
- Ejercicios Incoterms - Miercoles 02.12.2020Documento4 páginasEjercicios Incoterms - Miercoles 02.12.2020Yakelin Mayra ChambiAún no hay calificaciones
- Catalogo de Roma Biosec 1Documento6 páginasCatalogo de Roma Biosec 1Yakelin Mayra ChambiAún no hay calificaciones
- Trabajo - Diseño Asistido Por ComputadoraDocumento4 páginasTrabajo - Diseño Asistido Por ComputadoraYakelin Mayra ChambiAún no hay calificaciones
- Práctica #15 El PárrafoDocumento3 páginasPráctica #15 El PárrafoYakelin Mayra ChambiAún no hay calificaciones
- Índice - El Amauta de Las NIIF PDFDocumento2 páginasÍndice - El Amauta de Las NIIF PDFYakelin Mayra Chambi0% (1)
- Caso Teorias AdministrativasDocumento3 páginasCaso Teorias AdministrativasYakelin Mayra ChambiAún no hay calificaciones
- Pasos para La ImportaciónDocumento4 páginasPasos para La ImportaciónYakelin Mayra ChambiAún no hay calificaciones
- Formato de Solicitud - Vida LeyDocumento2 páginasFormato de Solicitud - Vida LeyYakelin Mayra ChambiAún no hay calificaciones
- Catalogo - ElymarDocumento18 páginasCatalogo - ElymarYakelin Mayra Chambi100% (4)
- Ta-2018-1 - Ingles para Neg. IDocumento7 páginasTa-2018-1 - Ingles para Neg. IWillySoriaRequenaAún no hay calificaciones
- Brochure Tapet - Almacenamiento y Gestion de Archivos 1Documento5 páginasBrochure Tapet - Almacenamiento y Gestion de Archivos 1Yakelin Mayra ChambiAún no hay calificaciones
- Contaminación Por Derrame de PetroleoDocumento16 páginasContaminación Por Derrame de PetroleoSerafin Hernandez TorresAún no hay calificaciones
- Programa Limpieza y DesinfeccionDocumento8 páginasPrograma Limpieza y DesinfeccionАлехандро Римская0% (1)
- Aci Manual de ConcretoDocumento41 páginasAci Manual de ConcretocinAún no hay calificaciones
- Grafeno en Microsupercondensadores - En.esDocumento21 páginasGrafeno en Microsupercondensadores - En.esVanessa VásquezAún no hay calificaciones
- Fitorremediación de Suelos Contaminados Por PlomoDocumento68 páginasFitorremediación de Suelos Contaminados Por PlomoAbraham HernándezAún no hay calificaciones
- jm20130801 Voladura PDFDocumento67 páginasjm20130801 Voladura PDFIsaac StichAún no hay calificaciones
- Aceite de GirasolDocumento19 páginasAceite de GirasolWalter Raul CulquiAún no hay calificaciones
- Formol 37Documento84 páginasFormol 37Evelyn Jiménez MacharéAún no hay calificaciones
- Ejercicios Nomenclatura InorganicaDocumento3 páginasEjercicios Nomenclatura InorganicaPaola SaldíasAún no hay calificaciones
- Alta Resistencia - Cemex ConcretosDocumento2 páginasAlta Resistencia - Cemex ConcretosErika Yazmin AvilaAún no hay calificaciones
- Trepano KymeraDocumento16 páginasTrepano KymeraLuis Alberto Senzano Terceros100% (2)
- Propiedades ReologicasDocumento5 páginasPropiedades Reologicascoreano63Aún no hay calificaciones
- Modulo 1 Peluqueria EvaluacionDocumento3 páginasModulo 1 Peluqueria EvaluacionIsabel100% (1)
- Ensayo de Traccion PDFDocumento18 páginasEnsayo de Traccion PDFYanilé De la CruzAún no hay calificaciones
- Informe 6 de BiofisicaDocumento3 páginasInforme 6 de BiofisicaEsmeralda OliveraAún no hay calificaciones
- Autopoiesis HomoestasisDocumento9 páginasAutopoiesis HomoestasisManuel jose Chan DzibAún no hay calificaciones
- Informe 4 Quimica General AIIDocumento18 páginasInforme 4 Quimica General AIIAmaru Ceb OliveraAún no hay calificaciones
- HIDROSTATICADocumento2 páginasHIDROSTATICAEdison Palma Vañez100% (2)
- Proceso Tecnologico Del Sulfato de Cobre PentahidratadoDocumento20 páginasProceso Tecnologico Del Sulfato de Cobre PentahidratadoAileen Paolita Cortez MamaniAún no hay calificaciones
- Diseño de Elevador Cemento ClinkerDocumento94 páginasDiseño de Elevador Cemento ClinkerRoni BarrazuetaAún no hay calificaciones
- Compuertas HidraulicasDocumento49 páginasCompuertas Hidraulicasferxo100% (2)
- Diseño ExperimentalDocumento46 páginasDiseño ExperimentalJean Franco Osorio SanchezAún no hay calificaciones
- Procedimiento para La Selección de Desemulsificantes en Refinería Ver 2Documento20 páginasProcedimiento para La Selección de Desemulsificantes en Refinería Ver 2jean carlosAún no hay calificaciones
- Parte A - Practica 02Documento13 páginasParte A - Practica 02Majo GutierrezAún no hay calificaciones
- 8va - 9va Clase Caracterización y TAMAÑO DE PARTICULASDocumento82 páginas8va - 9va Clase Caracterización y TAMAÑO DE PARTICULASAliaga JoséAún no hay calificaciones
- Examen Calculos EstequiométricosDocumento4 páginasExamen Calculos EstequiométricosLedover Ledover LedoverAún no hay calificaciones
- Método Mohr y VolhardDocumento3 páginasMétodo Mohr y VolhardRoberto PaternostroAún no hay calificaciones
- Cap 6 Tratamientos Termicos en Productos CarnicosDocumento80 páginasCap 6 Tratamientos Termicos en Productos CarnicosJORGE ANDRES CASTAÑOAún no hay calificaciones
- Suelos Tropicales - Perfil Estratigrafico TipicoDocumento6 páginasSuelos Tropicales - Perfil Estratigrafico TipicoJulio-c S-aAún no hay calificaciones
- Formulas MínimasDocumento2 páginasFormulas MínimasErik Jefferson Pardo Montaña50% (2)