También podría gustarte
- Investigacion SoldaduraDocumento1 páginaInvestigacion SoldaduraDeyvid MelendezAún no hay calificaciones
- Preguntas de Inspeccion VisualDocumento1 páginaPreguntas de Inspeccion VisualDeyvid MelendezAún no hay calificaciones
- Aws SmawDocumento14 páginasAws SmawDeyvid MelendezAún no hay calificaciones
- Introduccion A La Calificacion de Procedimientos de Soldadura y Calificacion de Soldadores Api 1104 - 2013 PDFDocumento63 páginasIntroduccion A La Calificacion de Procedimientos de Soldadura y Calificacion de Soldadores Api 1104 - 2013 PDFeduardo Salazar RiveraAún no hay calificaciones
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFPeter PittmanAún no hay calificaciones
- END NasaDocumento1 páginaEND NasaDeyvid MelendezAún no hay calificaciones
- Stick EfectosDocumento1 páginaStick EfectosDeyvid MelendezAún no hay calificaciones
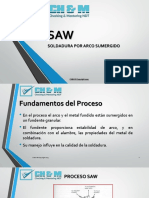
- 4.4 ProcSAW 1Documento28 páginas4.4 ProcSAW 1Deyvid MelendezAún no hay calificaciones
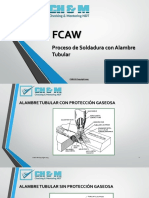
- 4.1 ProcFCAW 1Documento6 páginas4.1 ProcFCAW 1Deyvid MelendezAún no hay calificaciones
- INTRODocumento40 páginasINTRODeyvid MelendezAún no hay calificaciones
- GTAWDocumento12 páginasGTAWDeyvid MelendezAún no hay calificaciones
- 3.4 Seleccion de Electrodos - 1Documento14 páginas3.4 Seleccion de Electrodos - 1Deyvid MelendezAún no hay calificaciones
- 4.2 ProcGMAW 1 PDFDocumento29 páginas4.2 ProcGMAW 1 PDFDeyvid MelendezAún no hay calificaciones
- Conceptos Basicos de Terminologia Y Definiciones: InstructorDocumento80 páginasConceptos Basicos de Terminologia Y Definiciones: InstructorDeyvid MelendezAún no hay calificaciones
- 7.2. - Liquidos Penetrantes PDFDocumento20 páginas7.2. - Liquidos Penetrantes PDFerwincalvoAún no hay calificaciones
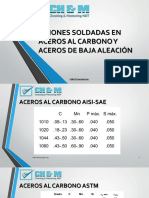
- 3.2 Aceros Al CarbonoDocumento15 páginas3.2 Aceros Al CarbonoDeyvid MelendezAún no hay calificaciones
- Fundamentos QC en Soldadura - Ilo - Part 1 PDFDocumento21 páginasFundamentos QC en Soldadura - Ilo - Part 1 PDFDeyvid MelendezAún no hay calificaciones
- Tema 4-7-4-Rev 0 PDFDocumento33 páginasTema 4-7-4-Rev 0 PDFHilario Serrano FloresAún no hay calificaciones
- Soldadura de Ranura en V PDFDocumento32 páginasSoldadura de Ranura en V PDFgertyy100% (1)
- Intro PDFDocumento16 páginasIntro PDFDanny Libardo LeonAún no hay calificaciones
- 7.5. - Ultrasonido PDFDocumento43 páginas7.5. - Ultrasonido PDFEsteban RamírezAún no hay calificaciones
- Inspección VisualDocumento22 páginasInspección VisualManuel OrlandoAún no hay calificaciones
- 7.3. - Particulas Magneticas PDFDocumento26 páginas7.3. - Particulas Magneticas PDFAnonymous bavJVtOjVAún no hay calificaciones
- Evaluación y ControlDocumento16 páginasEvaluación y ControlAndres Martín DelgadoAún no hay calificaciones
- Libro de Piping PDFDocumento218 páginasLibro de Piping PDFtincho9100% (3)
- Chapista Calderero y Operador de Soplete y ArcoDocumento69 páginasChapista Calderero y Operador de Soplete y ArcoDeyvid MelendezAún no hay calificaciones
- Corte Por Plasma Manual de Aprendizaje Senati PDFDocumento57 páginasCorte Por Plasma Manual de Aprendizaje Senati PDFAdrian Pacori Paredes100% (2)
- Construccion de TanquesDocumento101 páginasConstruccion de Tanquesvictor1603100% (2)
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFPeter PittmanAún no hay calificaciones
- Diseño y Construccion de CimentacionesDocumento107 páginasDiseño y Construccion de Cimentacionesddmb2008Aún no hay calificaciones
- OOCC M1 MineriaDocumento16 páginasOOCC M1 MineriafrazuzAún no hay calificaciones
- Extracion de Cera de AbejaDocumento11 páginasExtracion de Cera de AbejaKaren Aymara ArteagaAún no hay calificaciones
- Tanque AtmosfericoDocumento7 páginasTanque AtmosfericogladysAún no hay calificaciones
- 1.1 Materiales de Transición-AlexandraAlmeidaDocumento9 páginas1.1 Materiales de Transición-AlexandraAlmeidaAlexa ARAún no hay calificaciones
- Hoja de Trabajo 3. Control de MicroorganismosDocumento2 páginasHoja de Trabajo 3. Control de MicroorganismosDaleshka ValdezAún no hay calificaciones
- 5-La Presion AtmosfericaDocumento9 páginas5-La Presion AtmosfericaJC HYAún no hay calificaciones
- Mineria WordDocumento31 páginasMineria WordPam-elaZevallosFernandezAún no hay calificaciones
- Bioplastico de MaízDocumento7 páginasBioplastico de MaízJesús Angel Mauricio PérezAún no hay calificaciones
- Vida en Anaquel Del Queso MozzarellaDocumento15 páginasVida en Anaquel Del Queso MozzarellaKenverlyMarchanAún no hay calificaciones
- Introducción A Las Fermentaciones AlimentariasDocumento99 páginasIntroducción A Las Fermentaciones AlimentariasManu San Clemente86% (7)
- Origen de La Papaina y Sus Usos en La IndustriaDocumento14 páginasOrigen de La Papaina y Sus Usos en La IndustriaMau ContrerasAún no hay calificaciones
- X Superficies AmpliadasDocumento16 páginasX Superficies AmpliadasBeto Miranda ConsueloAún no hay calificaciones
- Presentación MEDICA PRODocumento55 páginasPresentación MEDICA PROSergio Rodríguez100% (2)
- Curso Productos de Aseo y Limpieza - SeptiembreDocumento4 páginasCurso Productos de Aseo y Limpieza - SeptiembreJairo HernandezAún no hay calificaciones
- Tratamiento Por Frio en Los AlimentosDocumento13 páginasTratamiento Por Frio en Los Alimentosroger osorio100% (1)
- Construcción de Una Pila VoltaicaDocumento4 páginasConstrucción de Una Pila VoltaicaUrieel May LopezAún no hay calificaciones
- Jigs, Canaletas, Mesa ConcentradoraDocumento59 páginasJigs, Canaletas, Mesa ConcentradoraMiguel ArguzAún no hay calificaciones
- 00 Proyecto de PolimerosDocumento53 páginas00 Proyecto de Polimerososvaldo perezAún no hay calificaciones
- Produccion y Optimización de Alfa AmilasaDocumento11 páginasProduccion y Optimización de Alfa AmilasaDome VillavicencioAún no hay calificaciones
- Smaw y Soldadura de Materiales DisimilesDocumento12 páginasSmaw y Soldadura de Materiales DisimilesAlvaro Gonza HuallaAún no hay calificaciones
- PDF 20221115 104953 0000Documento14 páginasPDF 20221115 104953 0000JOSE LUIS DEL CASTILLO MARTINEZAún no hay calificaciones
- UntitledDocumento156 páginasUntitledMafer DiazAún no hay calificaciones
- Manos en La Tierra - Semillas Orgánicas - Aceite de Bayas de Laurel PDFDocumento2 páginasManos en La Tierra - Semillas Orgánicas - Aceite de Bayas de Laurel PDFMaria Ines ZuccarinoAún no hay calificaciones
- Parcial Máquinas HidráulicasDocumento13 páginasParcial Máquinas HidráulicasMario GomezAún no hay calificaciones
- NTC1560Documento14 páginasNTC1560Juan Alejandro Jurado de la RosaAún no hay calificaciones
- Atmosfera ExpoDocumento5 páginasAtmosfera ExpoSoy DayiAún no hay calificaciones
- Guia de Algas ComestiblesDocumento8 páginasGuia de Algas ComestiblesCarlos CartocioAún no hay calificaciones
- Proceso 201603986 Notificacion Por Aviso No.2018001163 18-07-2017 Fecha de Publicacion 23-07-2017Documento93 páginasProceso 201603986 Notificacion Por Aviso No.2018001163 18-07-2017 Fecha de Publicacion 23-07-2017jonh gutierrezAún no hay calificaciones
- Diferencia Entre Los Tipos de Detectores en El IRDocumento2 páginasDiferencia Entre Los Tipos de Detectores en El IRKATHERINE LUCIA REVOLLAR CASASAún no hay calificaciones
- Control Petrolero y Nacionalizacion Del Petroleo (Antecedendes y Situacion Actual)Documento29 páginasControl Petrolero y Nacionalizacion Del Petroleo (Antecedendes y Situacion Actual)Rbk VcAún no hay calificaciones