También podría gustarte
- Epolon 300LTDocumento4 páginasEpolon 300LTjorgeantonia3101100% (1)
- Ficha Tecnica Sherwin331 250Documento4 páginasFicha Tecnica Sherwin331 250Camila Andrea0% (1)
- Ficha Tecnica EsmalteIponlac331Documento4 páginasFicha Tecnica EsmalteIponlac331Andres Terrada50% (2)
- Especificaciones Tecnicas Macropoxy 851Documento4 páginasEspecificaciones Tecnicas Macropoxy 851manuelaliechevarriarosas100% (1)
- E01331P Iponlac 331 315 Rev 04 2007Documento4 páginasE01331P Iponlac 331 315 Rev 04 2007Oliver Quezada InostrozaAún no hay calificaciones
- Z02331 IponzincDocumento4 páginasZ02331 IponzincOliver Quezada InostrozaAún no hay calificaciones
- Z02004P ZincCladIV80 011013Documento4 páginasZ02004P ZincCladIV80 011013Francisco Silva Toledo100% (1)
- 6.2 Zinc Clad 60Documento4 páginas6.2 Zinc Clad 60Cesar Tineo Salazar0% (1)
- MACROPOXY 646 Hoja de Seguridad PDFDocumento6 páginasMACROPOXY 646 Hoja de Seguridad PDFKene Aguilar ZanabriaAún no hay calificaciones
- Esmalte Urelux 22Documento0 páginasEsmalte Urelux 22Orlando MelipillanAún no hay calificaciones
- Hds Catalizador Macropoxy 851Documento13 páginasHds Catalizador Macropoxy 851Genesis Alejandra Mancilla Caniu100% (1)
- Ft.e11299 - Mist CoatDocumento2 páginasFt.e11299 - Mist CoatFrancisco Silva Toledo80% (5)
- EpomaxDocumento3 páginasEpomaxSaul Antayhua0% (1)
- HDS Catalizador IPONLAC 331Documento13 páginasHDS Catalizador IPONLAC 331Bodega MelAún no hay calificaciones
- Antic. Epoxy Zinc BDocumento14 páginasAntic. Epoxy Zinc BCecilia Guerra AburtoAún no hay calificaciones
- HDS Galvanizado-Frio PDFDocumento13 páginasHDS Galvanizado-Frio PDFNathalia Garay CisternasAún no hay calificaciones
- BT Inorganico de Zinc Rezinc DFT 900Documento3 páginasBT Inorganico de Zinc Rezinc DFT 900MaricelSoledadTorrijosZuñigaAún no hay calificaciones
- Macropoxy 646 PrimerDocumento4 páginasMacropoxy 646 PrimerFiorela TerronesAún no hay calificaciones
- BT Revchem Ef Ultra 100 GF Rev 1118Documento2 páginasBT Revchem Ef Ultra 100 GF Rev 1118Alvaro Iparraguirre NavarroAún no hay calificaciones
- Hds Esmalte EpoxicoDocumento4 páginasHds Esmalte EpoxicoDaniela Santibañez0% (1)
- 008 HDS Pintura Sherwin Williams Catalizador Esmalte Iponlac 331 PDFDocumento4 páginas008 HDS Pintura Sherwin Williams Catalizador Esmalte Iponlac 331 PDFMatus Denisse100% (1)
- Macropoxy 851 A y BDocumento15 páginasMacropoxy 851 A y BLMiguelPinto100% (2)
- Ficha Técnica - Duraplate 301W PDFDocumento4 páginasFicha Técnica - Duraplate 301W PDFNelson Marcelo Vera MendozaAún no hay calificaciones
- Poly Lon 1900Documento4 páginasPoly Lon 1900Jonathan MarinAún no hay calificaciones
- Pintura Intumescente StofireDocumento5 páginasPintura Intumescente StofireFran PobleteAún no hay calificaciones
- HDS DiluyenteDocumento4 páginasHDS Diluyentefclp16Aún no hay calificaciones
- Hds Cargas CadweldDocumento4 páginasHds Cargas CadweldChris CabreraAún no hay calificaciones
- Zinc Clad 60Documento4 páginasZinc Clad 60Aldo Yabar50% (2)
- 6.3 Zinc Clad IV PEDocumento4 páginas6.3 Zinc Clad IV PEArnaldoAún no hay calificaciones
- Catalizador Macropoxy 646 Coaltar 388Documento4 páginasCatalizador Macropoxy 646 Coaltar 388Closet de MayteAún no hay calificaciones
- REVESTIMIENTO EPOXICO HB - Epomax HS 720Documento5 páginasREVESTIMIENTO EPOXICO HB - Epomax HS 720hectoriturbe80% (5)
- Indurpas PDFDocumento2 páginasIndurpas PDFMarcelo Orellana100% (1)
- Standar Diluyente Epoxico Sherwin WilliamsDocumento1 páginaStandar Diluyente Epoxico Sherwin Williamsfclp1650% (2)
- Diluyente P33 - MSDSDocumento4 páginasDiluyente P33 - MSDSLuisGustavoGrajedaAlvarado100% (2)
- Duraplate UHSDocumento4 páginasDuraplate UHSDaisy Reyna PadillaAún no hay calificaciones
- BT Rethane HS 555Documento3 páginasBT Rethane HS 555Hernán Rea33% (3)
- Pro-cme-07.Procedimiento Prueba de HermeticidadDocumento6 páginasPro-cme-07.Procedimiento Prueba de HermeticidadCarlo Lara100% (1)
- Duraplate 235Documento4 páginasDuraplate 235HeiderHuertaAún no hay calificaciones
- Deterjet 20Documento1 páginaDeterjet 20Angel LRAún no hay calificaciones
- Especificación Pintura CodelcoDocumento90 páginasEspecificación Pintura CodelcoJonathan Olavarria80% (5)
- Traduccion Norma Astm g62Documento1 páginaTraduccion Norma Astm g62Jimmy Nuñez Varas100% (1)
- HDS EPOMAX 720 - Español PDFDocumento12 páginasHDS EPOMAX 720 - Español PDFcamila zavalaAún no hay calificaciones
- Ficha Técnica KAM PLUSDocumento2 páginasFicha Técnica KAM PLUSBerto Thoreau100% (1)
- Hoja de Seguridad Galvanizado en FrioDocumento6 páginasHoja de Seguridad Galvanizado en FrioAarón Dylan Ramírez RiveraAún no hay calificaciones
- Hds Pintura Spray PassolDocumento7 páginasHds Pintura Spray PassolCristian Matus Castillo0% (2)
- c6 - Jet - Jet 70 MP Gris Ral 7035Documento6 páginasc6 - Jet - Jet 70 MP Gris Ral 7035Svitzer Melchorita100% (1)
- E03646 Macropoxy 646 Dic-18Documento4 páginasE03646 Macropoxy 646 Dic-18PABLOAún no hay calificaciones
- Anexo A.2.8 - EETT - Pintura R1Documento157 páginasAnexo A.2.8 - EETT - Pintura R1EduardoCamposOlivares100% (1)
- FT 1017 FinalDocumento2 páginasFT 1017 FinalMarcelo Orellana50% (2)
- Masilla MagicaDocumento3 páginasMasilla MagicaIsaac Fuentes100% (1)
- E01331 Iponlac 331 Jun-18Documento4 páginasE01331 Iponlac 331 Jun-18gonzaloAún no hay calificaciones
- Z02331P Iponzinc 331-250 Jun-18Documento4 páginasZ02331P Iponzinc 331-250 Jun-18Daniel Horacio ReyesAún no hay calificaciones
- E03646PGRAY Macropoxy 646 Intermedio Jun-18Documento4 páginasE03646PGRAY Macropoxy 646 Intermedio Jun-18fernanda rojasAún no hay calificaciones
- Epoxi Enamel WB 339Documento4 páginasEpoxi Enamel WB 339chucho chuchoAún no hay calificaciones
- Macropoxy 851Documento4 páginasMacropoxy 851Karen VillarrealAún no hay calificaciones
- A01043 Industrial Enamel 43 Jun-18Documento4 páginasA01043 Industrial Enamel 43 Jun-18DiazAún no hay calificaciones
- HT Epolon 300 LTDocumento4 páginasHT Epolon 300 LTJonathanAún no hay calificaciones
- Epolon 300 LTDocumento4 páginasEpolon 300 LTFernandaMancillaMuñozAún no hay calificaciones
- 2489 Jet Duramastic 22Documento3 páginas2489 Jet Duramastic 22Brayan TacoAún no hay calificaciones
- HDS - Epolon 300Documento4 páginasHDS - Epolon 300Karen González AguileraAún no hay calificaciones
- Procedimiento de FlushingDocumento10 páginasProcedimiento de FlushingJuan Eduardo PF100% (1)
- 200815-02 B D2 Propuesta de Reparación de BaseDocumento8 páginas200815-02 B D2 Propuesta de Reparación de BaseJuan Eduardo PFAún no hay calificaciones
- 200707-02 Informe de Mantenimiento ATVDocumento16 páginas200707-02 Informe de Mantenimiento ATVJuan Eduardo PFAún no hay calificaciones
- Tabla de Perfiles IMCADocumento80 páginasTabla de Perfiles IMCAJuan Eduardo PFAún no hay calificaciones
- Protocolo de TorqueDocumento5 páginasProtocolo de TorqueJuan Eduardo PFAún no hay calificaciones
- Dimensionamiento de HidrociclonesDocumento5 páginasDimensionamiento de HidrociclonesJuan Eduardo PFAún no hay calificaciones
- Especificaciones Tecnicas Parrilla UPCDocumento9 páginasEspecificaciones Tecnicas Parrilla UPCJuan Eduardo PFAún no hay calificaciones
- ROSTA - AntivibrantesDocumento12 páginasROSTA - AntivibrantesJuan Eduardo PFAún no hay calificaciones
- Deshidratado de Cebolla 605304Documento12 páginasDeshidratado de Cebolla 605304Juan Eduardo PFAún no hay calificaciones
- Tablas Consumo SoldaduraDocumento9 páginasTablas Consumo SoldaduraJuan Eduardo PFAún no hay calificaciones
- Metrado Techo Parabolico 380m2Documento13 páginasMetrado Techo Parabolico 380m2Juan Eduardo PFAún no hay calificaciones
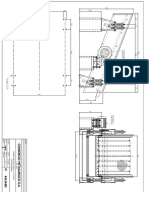
- Arreglo General Zaranda VibratoriaDocumento1 páginaArreglo General Zaranda VibratoriaJuan Eduardo PFAún no hay calificaciones
- Lab 211611 6Documento56 páginasLab 211611 6Andres LassoAún no hay calificaciones
- Ejercicios Resistencia de MaterialesDocumento5 páginasEjercicios Resistencia de MaterialesPatricio Andres Castillo Avila50% (2)
- RequerimientosDocumento7 páginasRequerimientosurbano montesAún no hay calificaciones
- CálculosDocumento10 páginasCálculosRICARDO MARTINEZAún no hay calificaciones
- Memoria Descriptiva. I.E. Trece de MayoDocumento22 páginasMemoria Descriptiva. I.E. Trece de MayosomnisAún no hay calificaciones
- Pca 1 Riego Por GoteoDocumento64 páginasPca 1 Riego Por GoteoAndres Burgoa ZambranaAún no hay calificaciones
- Diseño de Mezcla Metodo WalkerDocumento3 páginasDiseño de Mezcla Metodo WalkerWilson Quispe CurascoAún no hay calificaciones
- Muros de Tierra ArmadaDocumento9 páginasMuros de Tierra ArmadacarlosAún no hay calificaciones
- Pérdidas de Energía Por RozamientoDocumento14 páginasPérdidas de Energía Por RozamientoDenise SilvaAún no hay calificaciones
- Rigidez Lateral de Pórticos y Dist Fuerzas Sísmicas Solo TraslacionDocumento83 páginasRigidez Lateral de Pórticos y Dist Fuerzas Sísmicas Solo Traslacionllinares1Aún no hay calificaciones
- Estrucuras 1 - Elementon EstructuralesDocumento105 páginasEstrucuras 1 - Elementon EstructuralesJefferson PerezAún no hay calificaciones
- SismoDocumento19 páginasSismoEdwardCastilloHuamanAún no hay calificaciones
- Deformación Del PlomoDocumento8 páginasDeformación Del PlomoDaniel Ñahuis TisnadoAún no hay calificaciones
- Desgaste TuberiasDocumento2 páginasDesgaste Tuberiasalex100% (1)
- PC3 Presupuestos Viernes EvelynDocumento14 páginasPC3 Presupuestos Viernes EvelynCarlos Villarreal BillAún no hay calificaciones
- Presentación 3. Triángulo de PotenciasDocumento15 páginasPresentación 3. Triángulo de PotenciasErnestoAún no hay calificaciones
- 07 SobrecimientosDocumento1 página07 SobrecimientosDiego Huenchual100% (1)
- Verificacion Punzonamiento B1-25Documento16 páginasVerificacion Punzonamiento B1-25Grobert Apaza YujraAún no hay calificaciones
- Planos AriesDocumento8 páginasPlanos AriesJuan Carlos A S ⃝⃒⃤Aún no hay calificaciones
- Mapas Mentales Aire Acondicionados y ShillersDocumento2 páginasMapas Mentales Aire Acondicionados y ShillersMetura DDRD100% (2)
- Ar 940 EsDocumento43 páginasAr 940 EskikabrionesAún no hay calificaciones
- Exposicion Pretensado y PostensadoDocumento12 páginasExposicion Pretensado y PostensadoErlin Coaquira100% (1)
- Prac1 Q IDocumento2 páginasPrac1 Q IDAIZPOOLAún no hay calificaciones
- Diseño de Mezcla 175 Pacanguilla 2021Documento4 páginasDiseño de Mezcla 175 Pacanguilla 2021Robinson RoncalAún no hay calificaciones
- Mathcad - Alcantarilla 200x200 HR 3.9Documento10 páginasMathcad - Alcantarilla 200x200 HR 3.9Atilio MarcillaAún no hay calificaciones
- Cuantificacion CisternaDocumento9 páginasCuantificacion CisternaCarlos Cruz CarreraAún no hay calificaciones
- Diseño de Puentes en Vigas PretensadasDocumento91 páginasDiseño de Puentes en Vigas PretensadasGabriel Lugo MoralesAún no hay calificaciones
- Asociacion de La Formula PolinomicaDocumento2 páginasAsociacion de La Formula PolinomicaDal GoperAún no hay calificaciones
- 301-E-2003 Normativa de Materiales y Equipos para Construcción de Líneas Aéreas y Sus AnexosDocumento325 páginas301-E-2003 Normativa de Materiales y Equipos para Construcción de Líneas Aéreas y Sus AnexosNairobi Ventura100% (1)