0% encontró este documento útil (0 votos)
689 vistas19 páginasEstudio de Tiempos y Métodos en Trabajo
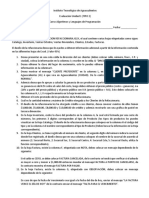
Este documento presenta un problema de estudio de tiempos y movimientos que involucra pesar bolsas y clasificarlas de acuerdo a su peso. La tarea consiste en tomar las bolsas de un contenedor, pesarlas en una báscula, marcarlas si cumplen con el peso requerido y colocarlas en canastas roja o azul dependiendo del resultado. Se provee un croquis de la estación de trabajo y una descripción de las 3 operaciones a analizar usando el método MTM-2.
Cargado por
JOSE DEJESUSDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
689 vistas19 páginasEstudio de Tiempos y Métodos en Trabajo
Este documento presenta un problema de estudio de tiempos y movimientos que involucra pesar bolsas y clasificarlas de acuerdo a su peso. La tarea consiste en tomar las bolsas de un contenedor, pesarlas en una báscula, marcarlas si cumplen con el peso requerido y colocarlas en canastas roja o azul dependiendo del resultado. Se provee un croquis de la estación de trabajo y una descripción de las 3 operaciones a analizar usando el método MTM-2.
Cargado por
JOSE DEJESUSDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd