También podría gustarte
- Recocido Por Austenización IncompletaDocumento11 páginasRecocido Por Austenización IncompletaLeina Rosa Wilches AtencioAún no hay calificaciones
- Ensayo de JominyDocumento12 páginasEnsayo de JominyJuan VillacisAún no hay calificaciones
- Fundicion Ductil o NodularDocumento5 páginasFundicion Ductil o NodularEros Jhair Frias DiazAún no hay calificaciones
- Ensayo Jominy Laboratorio de Fundamentos de MaterialesDocumento14 páginasEnsayo Jominy Laboratorio de Fundamentos de MaterialesFranco Herbert Espinoza ArroyoAún no hay calificaciones
- BainitizadoDocumento9 páginasBainitizadoSmith ZaldañaAún no hay calificaciones
- Lab. 03 Fabricación, Obtencion y Reconocimiento Microestructural de Aleaciones No Ferrosas Base CobreDocumento37 páginasLab. 03 Fabricación, Obtencion y Reconocimiento Microestructural de Aleaciones No Ferrosas Base CobreWilson ValenciaAún no hay calificaciones
- Villafranca Martinez Fundicion Tarea 2 (2022-1)Documento4 páginasVillafranca Martinez Fundicion Tarea 2 (2022-1)Jose Antonio MartinezAún no hay calificaciones
- Resumen de Norma ASTM A247Documento2 páginasResumen de Norma ASTM A247arturolopez594Aún no hay calificaciones
- Informe 1. Arenas de MoldeoDocumento25 páginasInforme 1. Arenas de MoldeoDiegoAún no hay calificaciones
- Cuproaluminios Expo Lab Fundicion (Trabajo) (Recuperado)Documento24 páginasCuproaluminios Expo Lab Fundicion (Trabajo) (Recuperado)Hugo A. Romero100% (1)
- Aceros HSLADocumento4 páginasAceros HSLAFernando GamboaAún no hay calificaciones
- Dislocaciones y Endurecimiento en Materiales MetálicosDocumento100 páginasDislocaciones y Endurecimiento en Materiales MetálicosAndres GuechaAún no hay calificaciones
- Preparacion de Probetas MetalograficasDocumento7 páginasPreparacion de Probetas MetalograficasJhon BolañosAún no hay calificaciones
- Vocabulario de MetalografiaDocumento3 páginasVocabulario de MetalografiaenaesasAún no hay calificaciones
- Temple de Los MaterialesDocumento5 páginasTemple de Los MaterialesMONSERRAT100% (1)
- Metalografia Acero 1045Documento17 páginasMetalografia Acero 1045AlexAún no hay calificaciones
- Diagrama de GravilleDocumento10 páginasDiagrama de GravilleISAI KEOMA CHIRINOS DIAZAún no hay calificaciones
- Cuestionario Ensayo JominyDocumento5 páginasCuestionario Ensayo JominySIDHFLIUGRAún no hay calificaciones
- Determinacion de Tamaño de GranoDocumento6 páginasDeterminacion de Tamaño de GranoJose Luis Diaz Ruiz100% (2)
- Diagrama de Hierro-CarbonoDocumento3 páginasDiagrama de Hierro-CarbonoOscar Eduardo García HernandezAún no hay calificaciones
- Revenido de aceros: temperaturas y etapasDocumento15 páginasRevenido de aceros: temperaturas y etapasChon De GarcíaAún no hay calificaciones
- Villafranca Martinez Fundicion Tarea 3 (2022-1)Documento8 páginasVillafranca Martinez Fundicion Tarea 3 (2022-1)Jose Antonio MartinezAún no hay calificaciones
- Datos eléctricos y especificaciones máquina soldadura multiprocesosDocumento2 páginasDatos eléctricos y especificaciones máquina soldadura multiprocesosChavaAguilarAún no hay calificaciones
- Corrosión - Diseño-TrifactorialDocumento38 páginasCorrosión - Diseño-TrifactorialCesia SilvaAún no hay calificaciones
- Materiales MagneticosDocumento26 páginasMateriales MagneticosYessenia Huachaca CasquinaAún no hay calificaciones
- Cálculo de resistencia a fatiga y termofluencia de barras metálicasDocumento9 páginasCálculo de resistencia a fatiga y termofluencia de barras metálicasFernanda GarmendiaAún no hay calificaciones
- Ejercicio Est. CristalinaDocumento5 páginasEjercicio Est. CristalinaAlexanderAún no hay calificaciones
- Hornos de Arco Eléctrico en El MundoDocumento3 páginasHornos de Arco Eléctrico en El MundoChristian CastilloAún no hay calificaciones
- Guia Fenomenos #3-FUERZAS SOBRE SUPERFICIES PLANASDocumento9 páginasGuia Fenomenos #3-FUERZAS SOBRE SUPERFICIES PLANASYinethAún no hay calificaciones
- Diagrama Hierro-CarbonoDocumento6 páginasDiagrama Hierro-CarbonoCarlos GarciaAún no hay calificaciones
- Clasificación de Los Aceros AleadosDocumento14 páginasClasificación de Los Aceros AleadosLeiKer CastroAún no hay calificaciones
- Analisis de ArenasDocumento8 páginasAnalisis de ArenasLuis EstebanAún no hay calificaciones
- Fuerzas Sobre Superficies PlanasDocumento8 páginasFuerzas Sobre Superficies PlanasJavierSamakAún no hay calificaciones
- Repote Practica Acero 1080Documento11 páginasRepote Practica Acero 1080David Vazquez Rojas100% (1)
- Proceso FastmetDocumento11 páginasProceso FastmetLiz FrancoAún no hay calificaciones
- Laboratorio de Ensayo de JominyDocumento7 páginasLaboratorio de Ensayo de JominyManuel DueñasAún no hay calificaciones
- Balance de CargaDocumento3 páginasBalance de CargaJoseph Luciano Flores MedinaAún no hay calificaciones
- Ensayo de TraccionDocumento28 páginasEnsayo de Traccionjuancerna2012Aún no hay calificaciones
- Informe Cs Ensayo de Impacto CharpyDocumento8 páginasInforme Cs Ensayo de Impacto Charpyjureilys100% (1)
- Revenido de aceros AISI 1045 y 1060Documento19 páginasRevenido de aceros AISI 1045 y 1060Carolina LizaAún no hay calificaciones
- CementitaDocumento4 páginasCementitaJose Lezama PalominoAún no hay calificaciones
- Proceso metalográfico: diagrama de flujo del proceso de preparación de muestrasDocumento2 páginasProceso metalográfico: diagrama de flujo del proceso de preparación de muestrasFabiola CeballosAún no hay calificaciones
- Unidad 1 Tarea 3Documento2 páginasUnidad 1 Tarea 3ironalejanAún no hay calificaciones
- Diseño y Seleccion de Materiales - Materiales FerrososDocumento30 páginasDiseño y Seleccion de Materiales - Materiales FerrososPErez AntonioAún no hay calificaciones
- Tratamientos Termicos en Aleaciones No Ferrosas PDFDocumento48 páginasTratamientos Termicos en Aleaciones No Ferrosas PDFGilberto GuerraAún no hay calificaciones
- Acero HSLADocumento5 páginasAcero HSLAGilber MesiasAún no hay calificaciones
- Solidificación de Un Metal Puro (2009)Documento19 páginasSolidificación de Un Metal Puro (2009)anggelo_0203Aún no hay calificaciones
- Informe Lab. de Tratamientos Térmicos. Revenido Al Acero SAE 1045.Documento4 páginasInforme Lab. de Tratamientos Térmicos. Revenido Al Acero SAE 1045.David Garcia100% (1)
- Reactivos para Ataques Quimicos MetalograficosDocumento4 páginasReactivos para Ataques Quimicos MetalograficosJosé Luis Flores FernandezAún no hay calificaciones
- Informe 1. La Ley de MeyerDocumento15 páginasInforme 1. La Ley de MeyerJSET_JOKERAún no hay calificaciones
- Practica 3 (DEFORMACION POR APLASTAMIENTO EN FRÍO DE UNA PROBETA FERROSA)Documento13 páginasPractica 3 (DEFORMACION POR APLASTAMIENTO EN FRÍO DE UNA PROBETA FERROSA)Miguel ArguzAún no hay calificaciones
- Microestructura Del CobreDocumento6 páginasMicroestructura Del CobreLoida TancaylloAún no hay calificaciones
- Informe Taller FundicionDocumento6 páginasInforme Taller FundicionJosé Cuenca100% (1)
- Laboratorio de Metalurgia FisicaDocumento24 páginasLaboratorio de Metalurgia FisicaJuan AraujoAún no hay calificaciones
- Ensayo Jominy templabilidad acerosDocumento4 páginasEnsayo Jominy templabilidad acerosAugusto Fernado CondoriAún no hay calificaciones
- Produccion y TratamientoDocumento5 páginasProduccion y TratamientoKevin Casanova MartínezAún no hay calificaciones
- Pulvimetalurgia procesos fabricación aleaciones polvoDocumento49 páginasPulvimetalurgia procesos fabricación aleaciones polvoCristian Junior Incacutipa PerezAún no hay calificaciones
- Proceso de carbonitruración del acero AISI 43Documento18 páginasProceso de carbonitruración del acero AISI 43Juan AraujoAún no hay calificaciones
- INFORME Fractografia y Cuestionario 3Documento12 páginasINFORME Fractografia y Cuestionario 3david correa guillintaAún no hay calificaciones
- TT Revenido O1Documento6 páginasTT Revenido O1Jessika J. SiachoqueAún no hay calificaciones
- Informe TraccionDocumento6 páginasInforme TraccionjavierAún no hay calificaciones
- Taller Relativo Al Área de FamiliaDocumento8 páginasTaller Relativo Al Área de FamiliajavierAún no hay calificaciones
- Lab-Tt-1 Recocido Con Austenizacion Completa Acero 4140Documento15 páginasLab-Tt-1 Recocido Con Austenizacion Completa Acero 4140javierAún no hay calificaciones
- Mapa de SociologiaDocumento11 páginasMapa de SociologiajavierAún no hay calificaciones
- Mapa de SociologiaDocumento15 páginasMapa de SociologiajavierAún no hay calificaciones
- Repartido 1 2011matematica LimitesDocumento4 páginasRepartido 1 2011matematica LimitesMatias Vazquez100% (2)
- Todas Las Herramientas para Celulares - VYGIS TOOL BOXDocumento2 páginasTodas Las Herramientas para Celulares - VYGIS TOOL BOXinkabebeAún no hay calificaciones
- Logística característicasDocumento9 páginasLogística característicasRigo CollazosAún no hay calificaciones
- Pregunta de Ewxamen de Licencia de Conducir Nro 11Documento12 páginasPregunta de Ewxamen de Licencia de Conducir Nro 11Melvin Molina100% (1)
- Caída de Presión en Una Red de AireDocumento18 páginasCaída de Presión en Una Red de Airecharles3488Aún no hay calificaciones
- Catalogo Calefaccion Frindt 2020Documento2 páginasCatalogo Calefaccion Frindt 2020Felipe CabreraAún no hay calificaciones
- E 3 Tabla 3 Trabajos Energizados y DesenergizadosDocumento1 páginaE 3 Tabla 3 Trabajos Energizados y DesenergizadosCarmen Castillo0% (1)
- Curso Propedeutico Maestra Ana Fletes Maestro Jesus LopezDocumento35 páginasCurso Propedeutico Maestra Ana Fletes Maestro Jesus LopezHugo LpezAún no hay calificaciones
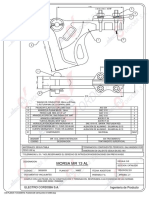
- Morse MR13 de aluminio para sujeción de conductoresDocumento1 páginaMorse MR13 de aluminio para sujeción de conductoresValen CastilloAún no hay calificaciones
- Ejercicio GlobalDocumento17 páginasEjercicio GlobalSidney GuerreroAún no hay calificaciones
- Informe Cierre ErickDocumento4 páginasInforme Cierre ErickErick PeñaAún no hay calificaciones
- Tipos de Reacciones OrganicasDocumento2 páginasTipos de Reacciones Organicassdyoks100% (1)
- Catálogo para HerreríaDocumento42 páginasCatálogo para HerreríaAlejandro UrbinaAún no hay calificaciones
- Lista de Precios 29-Enero-2024 - EspecialDocumento1 páginaLista de Precios 29-Enero-2024 - EspecialRoberto Corder50% (2)
- Tipos de MicrofonoDocumento1 páginaTipos de MicrofonoJaime Mompeán SánchezAún no hay calificaciones
- Gl-I-02 Instructivo Lavado de MaterialDocumento3 páginasGl-I-02 Instructivo Lavado de MaterialMichael Huisa Taipe100% (1)
- Yeso en Cielo Raso - CompressDocumento14 páginasYeso en Cielo Raso - CompressDaAún no hay calificaciones
- 2-Inf 156 Analisis - GW-GMDocumento8 páginas2-Inf 156 Analisis - GW-GMDaniel Cuevas SAún no hay calificaciones
- Origen de la termodinámica: calor y fuerzaDocumento5 páginasOrigen de la termodinámica: calor y fuerzaEliana Ocampo BAún no hay calificaciones
- Ensayo 3 Control y Regulacion de InyectoresDocumento10 páginasEnsayo 3 Control y Regulacion de InyectoresRaul PerezAún no hay calificaciones
- Pasos construcción vivienda desde cimientos techosDocumento10 páginasPasos construcción vivienda desde cimientos techosThaisOchoaEcosAún no hay calificaciones
- Balance de Materia SECADORDocumento24 páginasBalance de Materia SECADORFabbian ZAún no hay calificaciones
- Manual de Funciones Talento HumanoDocumento5 páginasManual de Funciones Talento HumanohhhhhhAún no hay calificaciones
- Diodo Láser: Introducción y AplicacionesDocumento12 páginasDiodo Láser: Introducción y AplicacionesGustavo TorchiaAún no hay calificaciones
- Calificación Del ProcedimientoDocumento6 páginasCalificación Del ProcedimientoWilmer Zavaleta Huamanyauri100% (1)
- Preguntas y Respuestas para Examen E1-06Documento13 páginasPreguntas y Respuestas para Examen E1-06Neftali Landero TorresAún no hay calificaciones
- TECNIFAN TDA Serie Doble AspiracionDocumento50 páginasTECNIFAN TDA Serie Doble AspiracionYhonny Valenzuela0% (1)
- Análisis de transferencia de calor por convección y radiación en láminas metálicasDocumento20 páginasAnálisis de transferencia de calor por convección y radiación en láminas metálicasJoseAlejandroSeguraGalvisAún no hay calificaciones
- DROPS-Programa de objetos caídosDocumento19 páginasDROPS-Programa de objetos caídosisabel mejiaAún no hay calificaciones
- Diseño de Puente de 30 M de LuzDocumento28 páginasDiseño de Puente de 30 M de LuzHenry Hoyos100% (1)