También podría gustarte
- Iso 14000 FamDocumento8 páginasIso 14000 FamJezip KaulitzAún no hay calificaciones
- 7 Cierre Del ProyectoDocumento9 páginas7 Cierre Del ProyectoJezip KaulitzAún no hay calificaciones
- Módulo IDocumento7 páginasMódulo IJezip KaulitzAún no hay calificaciones
- PMOInformatica Plantilla Acta de Cierre de Proyecto o FaseDocumento5 páginasPMOInformatica Plantilla Acta de Cierre de Proyecto o FaseabigailAún no hay calificaciones
- IRP (PROY) Informe Resultados y Cierre Proyecto - OdtDocumento11 páginasIRP (PROY) Informe Resultados y Cierre Proyecto - OdtAlfredo DonizAún no hay calificaciones
- Diagnóstico TecnológicoDocumento15 páginasDiagnóstico TecnológicoJezip KaulitzAún no hay calificaciones
- U D13aguasresiduales 110410061200 Phpapp02Documento16 páginasU D13aguasresiduales 110410061200 Phpapp02fernandalvzAún no hay calificaciones
- 1.1 Envio Origen de La Ciencia y La TecnologíaDocumento49 páginas1.1 Envio Origen de La Ciencia y La TecnologíaJezip KaulitzAún no hay calificaciones
- 1.1 y 3.1el Mantenimiento IndustrialDocumento12 páginas1.1 y 3.1el Mantenimiento IndustrialEnrique GalindoAún no hay calificaciones
- Manufactura Con CatiaDocumento5 páginasManufactura Con CatiaJezip KaulitzAún no hay calificaciones
- Análisis de PuestosDocumento4 páginasAnálisis de PuestosJezip KaulitzAún no hay calificaciones
- SONOMETRODocumento13 páginasSONOMETROsylvana1976Aún no hay calificaciones
- Temario Innovacion UpiicsaDocumento11 páginasTemario Innovacion UpiicsaJezip KaulitzAún no hay calificaciones
- Norma 17 - Equipo de Protecciòn NacionalDocumento3 páginasNorma 17 - Equipo de Protecciòn NacionalJezip KaulitzAún no hay calificaciones
- Control de Agentes QuimicosDocumento21 páginasControl de Agentes QuimicosJezip KaulitzAún no hay calificaciones
- 1.2.2 Puntos A Considerar en La Formulacion de La Estrategia Digital PilarDocumento6 páginas1.2.2 Puntos A Considerar en La Formulacion de La Estrategia Digital PilarJezip KaulitzAún no hay calificaciones
- Capitulo 4 PrecioDocumento2 páginasCapitulo 4 PrecioJezip KaulitzAún no hay calificaciones
- 2Documento6 páginas2Anahi SanchezAún no hay calificaciones
- Problema de EstadisticaDocumento1 páginaProblema de EstadisticaJezip KaulitzAún no hay calificaciones
- EnfermeriaDocumento20 páginasEnfermeriaJezip Kaulitz0% (1)
- Sistema de Tiempos PredeterminadosDocumento2 páginasSistema de Tiempos PredeterminadosJezip KaulitzAún no hay calificaciones
- Capitulo 12 MetodologiasDocumento38 páginasCapitulo 12 MetodologiasJezip KaulitzAún no hay calificaciones
- Unidad 2 Ocw PDFDocumento36 páginasUnidad 2 Ocw PDFmayerAún no hay calificaciones
- Datos de MexicoDocumento2 páginasDatos de MexicoJezip KaulitzAún no hay calificaciones
- Cuestionario Practica 1Documento2 páginasCuestionario Practica 1Jezip KaulitzAún no hay calificaciones
- Formulación Zapatillas 260115Documento113 páginasFormulación Zapatillas 260115Jezip KaulitzAún no hay calificaciones
- Formato Diagrama BimanualDocumento6 páginasFormato Diagrama BimanualJezip KaulitzAún no hay calificaciones
- Cuestionario InventariosDocumento1 páginaCuestionario InventariosJezip KaulitzAún no hay calificaciones
- MatricesDocumento17 páginasMatricesJezip KaulitzAún no hay calificaciones
- Resumen de EnergiaDocumento4 páginasResumen de EnergiaVictor BlancoAún no hay calificaciones
- Teoría de La Evolución QuímicaDocumento13 páginasTeoría de La Evolución QuímicaEduardo Torres100% (2)
- Comunicación S35 Almendra Sifuentes Saavedra 5to ADocumento5 páginasComunicación S35 Almendra Sifuentes Saavedra 5to ABRYAM ANTONIO PILLCO VALLADOLIDAún no hay calificaciones
- Metodo KaizenDocumento17 páginasMetodo KaizenSamuel JirónAún no hay calificaciones
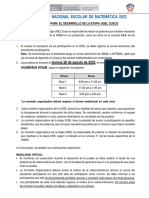
- ONEM - Orientaciones para El Desarrollo de La Etapa UGEL CuscoDocumento2 páginasONEM - Orientaciones para El Desarrollo de La Etapa UGEL CuscoROMULO LIGASAún no hay calificaciones
- Los Sellos de Los 7 ArcángelesDocumento6 páginasLos Sellos de Los 7 Arcángeleslisandroalvrado100% (2)
- Diferencias Entre Uniones Empernadas y Uniones SoldadasDocumento7 páginasDiferencias Entre Uniones Empernadas y Uniones SoldadasMarquito34Aún no hay calificaciones
- Caso NanosoftDocumento4 páginasCaso NanosoftMauricio BeltránAún no hay calificaciones
- Ft01-Gestión de Desempeño Zargo Integral Ltda.Documento5 páginasFt01-Gestión de Desempeño Zargo Integral Ltda.rocopanAún no hay calificaciones
- Aterramiento ElectricoDocumento8 páginasAterramiento ElectricoJaime Cors FlamburyAún no hay calificaciones
- Análisis de Papeles y CartonesDocumento26 páginasAnálisis de Papeles y CartonesNatali Balboa0% (1)
- TERMORREGULACIONDocumento13 páginasTERMORREGULACIONYorli QuinteroAún no hay calificaciones
- Resolución #00229-2018-Jee-Tumb - JneDocumento7 páginasResolución #00229-2018-Jee-Tumb - JneLuis Antonio Llatance MendozaAún no hay calificaciones
- Tabla Comparativa Conceptos de ProductividadDocumento3 páginasTabla Comparativa Conceptos de ProductividadEL Boollo Jesus Flores GarciiaAún no hay calificaciones
- Cuaderno Cultural Sumo MayagnaDocumento62 páginasCuaderno Cultural Sumo MayagnamittoteAún no hay calificaciones
- Cuello Parte IIDocumento52 páginasCuello Parte IIGABRIELA DE LEÓN MONZÓNAún no hay calificaciones
- Tarea 3 Introduccion A La Ingenieria 3Documento10 páginasTarea 3 Introduccion A La Ingenieria 3Juan MendezAún no hay calificaciones
- Refrigeración o Sistema de EnfriamientoDocumento5 páginasRefrigeración o Sistema de EnfriamientoGutierrez EfrainAún no hay calificaciones
- Ficha de Trabajo Tutoria Miércoles 19 de Octubre Del 2022Documento5 páginasFicha de Trabajo Tutoria Miércoles 19 de Octubre Del 2022Dalin Kerevalu100% (1)
- Utilidad de Los Métodos No Invasivos en La Evaluación de La Fibrosis HepáticaDocumento67 páginasUtilidad de Los Métodos No Invasivos en La Evaluación de La Fibrosis Hepáticajorge_garavito8543Aún no hay calificaciones
- Andenes Y Camellones en El Peru Andino: Historia Presente Y FuturoDocumento14 páginasAndenes Y Camellones en El Peru Andino: Historia Presente Y Futuroyeni caballeroAún no hay calificaciones
- Como Nacen Los Objetos PDFDocumento15 páginasComo Nacen Los Objetos PDFAriel PonceAún no hay calificaciones
- Proyecto Cafe Terminado EnmarcadoDocumento7 páginasProyecto Cafe Terminado EnmarcadoGaby OrdoñezAún no hay calificaciones
- Codificacion Tabulacion y Analisis de La InformacionDocumento34 páginasCodificacion Tabulacion y Analisis de La InformacionCINDY CAMPOSAún no hay calificaciones
- Metodo de Los Poligonos de ThiessenDocumento9 páginasMetodo de Los Poligonos de ThiessenJhon SonAún no hay calificaciones
- Cuestionario-Diagrama de FasesDocumento4 páginasCuestionario-Diagrama de FasesadolfoAún no hay calificaciones
- Clase 5 Cabeza y CuelloDocumento11 páginasClase 5 Cabeza y CuelloCristobal Alexander Alcantara YañezAún no hay calificaciones
- Reporte Lab Fisiarq s03 CFDocumento5 páginasReporte Lab Fisiarq s03 CFClaudia León VallejoAún no hay calificaciones
- 3ero DPCC C1Documento5 páginas3ero DPCC C1Nayeli Delgado telloAún no hay calificaciones
- Producto Acreditable Cardiología.Documento5 páginasProducto Acreditable Cardiología.John Becerra SalazarAún no hay calificaciones