También podría gustarte
- Plan de Mantenimiento MotoniveladorasDocumento36 páginasPlan de Mantenimiento MotoniveladorasJoshua Dalton55% (11)
- 845 Manual Del Operador en EspañolDocumento164 páginas845 Manual Del Operador en EspañolCristian Garcia91% (11)
- Proyecto Culminado de Tesis Maquinaria PesadaDocumento20 páginasProyecto Culminado de Tesis Maquinaria PesadaWilliam Ramos Leon33% (3)
- Tippens Fisica 7e Soluciones 30 PDFDocumento11 páginasTippens Fisica 7e Soluciones 30 PDFFrank Ludwind Camposano Berrospi0% (1)
- Tren de Fuerza de Camion MineroDocumento42 páginasTren de Fuerza de Camion MineroYassar Esmit100% (1)
- MONOGRAFIADocumento62 páginasMONOGRAFIAPablo Jesus Sangay AyayponaAún no hay calificaciones
- Taller 1°A - Guía de Ejercicios N°3 - InferirDocumento5 páginasTaller 1°A - Guía de Ejercicios N°3 - InferirSimónBalcazarAún no hay calificaciones
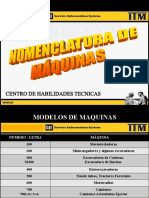
- Nomenclatura de Maquinas.Documento42 páginasNomenclatura de Maquinas.carlosAún no hay calificaciones
- Plan de Mantenimiento de Una MotoniveladoraDocumento23 páginasPlan de Mantenimiento de Una MotoniveladoraJuven Blanco Montero67% (6)
- SIS - Manual de Operacion y Mantenimiento - Freno de Estacionamiento Comprobar - AjustarDocumento1 páginaSIS - Manual de Operacion y Mantenimiento - Freno de Estacionamiento Comprobar - AjustarRoy Huaripata100% (1)
- de PAS 55 A ISO 55000 - PPT - Javier Mascheroni - Marcus Evans 2013Documento23 páginasde PAS 55 A ISO 55000 - PPT - Javier Mascheroni - Marcus Evans 2013Cristian Garcia100% (1)
- 29 EDUCACION El Liderazgo Al Estilo de Los Jesuitas Lowney Chris PDFDocumento109 páginas29 EDUCACION El Liderazgo Al Estilo de Los Jesuitas Lowney Chris PDFCristian GarciaAún no hay calificaciones
- Manual 2013-I 02 Contabilidad I (0047) PDFDocumento188 páginasManual 2013-I 02 Contabilidad I (0047) PDFNoel José Flores FloresAún no hay calificaciones
- Transmisión HidrostáticaDocumento15 páginasTransmisión Hidrostáticaleibersonquijada100% (1)
- Modulo de Tractor OrugaDocumento40 páginasModulo de Tractor OrugaAurelio Hugo Ramos MamaniAún no hay calificaciones
- Especificaciones de La Motoniveladora 16mDocumento7 páginasEspecificaciones de La Motoniveladora 16mAndrew B. Choque ManriqueAún no hay calificaciones
- Inspeccion Preoperacional Excavadora Sobre OrugasDocumento3 páginasInspeccion Preoperacional Excavadora Sobre OrugasJhony Alexander Ochoa RodrigesAún no hay calificaciones
- Material Chequeo Inspeccion Cargadores Frontal CaterpillarDocumento3 páginasMaterial Chequeo Inspeccion Cargadores Frontal CaterpillarElvisMendozaRamosAún no hay calificaciones
- CONTENIDODocumento41 páginasCONTENIDORoquime RoquimeAún no hay calificaciones
- Introducion A La Maquinaria Pesada PDFDocumento97 páginasIntroducion A La Maquinaria Pesada PDFAlexander ChillitupaAún no hay calificaciones
- Sistema Eui PDFDocumento14 páginasSistema Eui PDFAlfredo Fabian ToledoAún no hay calificaciones
- Curso Componentes Sistemas Tecnicas Operacion Cargadores FrontalesDocumento109 páginasCurso Componentes Sistemas Tecnicas Operacion Cargadores FrontalesjesusAún no hay calificaciones
- Examen Mecanica PalaDocumento6 páginasExamen Mecanica PalaElvisMendozaRamosAún no hay calificaciones
- Silabo - Reparacion de Motores IDocumento6 páginasSilabo - Reparacion de Motores IJORGE QUIQUIJANAAún no hay calificaciones
- Servicio de Mantenimiento, Cada 50 HorasDocumento4 páginasServicio de Mantenimiento, Cada 50 HorasCynthia Alejandra Carrasco PonceAún no hay calificaciones
- Transmision Maquinaria PesadaDocumento50 páginasTransmision Maquinaria PesadaYael Alca100% (1)
- Material Sugerencias Tecnicas Operacion Camion Minero Carga Transporte Descarga PendientesDocumento3 páginasMaterial Sugerencias Tecnicas Operacion Camion Minero Carga Transporte Descarga PendientesAly Jose Argumedo100% (1)
- Informe Tecnico RetroexcavadoraDocumento4 páginasInforme Tecnico RetroexcavadoraAnonymous 4lSfTuTi8L100% (1)
- 8.1. - Examen Final de Tractor de LlantasDocumento25 páginas8.1. - Examen Final de Tractor de Llantasluian murkin0% (1)
- PM de Tractor OrugaDocumento11 páginasPM de Tractor OrugaLuis Jose Lloban100% (2)
- Practica Calificada de Motoniveladora SimbologiaDocumento2 páginasPractica Calificada de Motoniveladora SimbologiaYunior Huanca Laura100% (1)
- 4ta Ficha - Modulo RetroexcavadoraDocumento47 páginas4ta Ficha - Modulo RetroexcavadoraNoemi Karina Jacinto YauriAún no hay calificaciones
- Investigación de Sistemas de Motor Diésel.Documento39 páginasInvestigación de Sistemas de Motor Diésel.REYNA LEONOR MORALES BALCAZARAún no hay calificaciones
- RetroexcavadorasDocumento29 páginasRetroexcavadorasHeber Arcana100% (2)
- Mando FinalDocumento9 páginasMando FinalYulaw Park Mook HwanAún no hay calificaciones
- EXCAVADORADocumento25 páginasEXCAVADORAJesus German Pacheco Montalvo80% (5)
- Mantenimiento de La Retro Excavadora ItecDocumento7 páginasMantenimiento de La Retro Excavadora ItecWilmer Mondragon Mera100% (1)
- Exposicion ExcavadoraDocumento33 páginasExposicion ExcavadoraJoel Maquera Poma100% (1)
- Informe Excavadora HidraulicaDocumento9 páginasInforme Excavadora HidraulicaJesus Chocce RiosAún no hay calificaciones
- Historia - MotoniveladorasDocumento16 páginasHistoria - MotoniveladorasLuis Casely Nina CruzAún no hay calificaciones
- Curso Familiarizacion Conceptos Componentes Tractor RuedasDocumento70 páginasCurso Familiarizacion Conceptos Componentes Tractor RuedasLuis Fernando50% (2)
- Practica de Controles de Cargaddor FrontalDocumento3 páginasPractica de Controles de Cargaddor FrontalYunior Huanca LauraAún no hay calificaciones
- Tractor de Oruga o CadenasDocumento2 páginasTractor de Oruga o CadenasPedro Andres MAún no hay calificaciones
- Identificación de Componentes Del Tren de FuerzaDocumento9 páginasIdentificación de Componentes Del Tren de Fuerzaجوزيبيلينوشافيز50% (4)
- 10 Vista General de Una MotoniveladoraDocumento21 páginas10 Vista General de Una MotoniveladorarodrigoAún no hay calificaciones
- RetroexcavadoraDocumento21 páginasRetroexcavadoraJulio Ramírez100% (3)
- Examen de MaquinariaDocumento3 páginasExamen de MaquinariaAndres AriasAún no hay calificaciones
- Silabo-Mantenimiento de Equipo Pesado (E) (2020-B)Documento6 páginasSilabo-Mantenimiento de Equipo Pesado (E) (2020-B)Carlos Alva100% (1)
- Manual Principios Básicos Fluidos Hidráulica Maquinaria PesadaDocumento44 páginasManual Principios Básicos Fluidos Hidráulica Maquinaria PesadaJonah WilkersonAún no hay calificaciones
- Material Tren Rodaje System One Caterpillar Partes Componentes Administracion Servicios Aplicacion OpcionesDocumento9 páginasMaterial Tren Rodaje System One Caterpillar Partes Componentes Administracion Servicios Aplicacion OpcionesEliseoAún no hay calificaciones
- Cargador FrontarDocumento2 páginasCargador FrontarAnonymous HZS9wvWA5DAún no hay calificaciones
- Controles Motoniveladora Serie MDocumento30 páginasControles Motoniveladora Serie MYelsin Mayta joveAún no hay calificaciones
- Mejora Del Rendimiento Del Convertidor de ParDocumento3 páginasMejora Del Rendimiento Del Convertidor de ParSantiagoCabanillasCarrasco100% (1)
- 336DL Capacidad de LlenadoDocumento1 página336DL Capacidad de Llenadotonomart79Aún no hay calificaciones
- Curso Diapositiva Motores Diesel Maquinaria PesadaDocumento70 páginasCurso Diapositiva Motores Diesel Maquinaria PesadaDeiby Celemin RinconAún no hay calificaciones
- MotoniveladoraDocumento14 páginasMotoniveladoraalexis liz quiñonesAún no hay calificaciones
- Mantenimiento de Maquinaria PesadaDocumento8 páginasMantenimiento de Maquinaria Pesadamarcos juarez moralesAún no hay calificaciones
- c7697f83-PARA EL EXAMEN FINLDocumento4 páginasc7697f83-PARA EL EXAMEN FINLCRISTIAN JOEL SANTISTEBAN CHAPOÑANAún no hay calificaciones
- MOTONIVELADORA 16H MantenimientoDocumento31 páginasMOTONIVELADORA 16H MantenimientoCHRISTIAN COLQUE HUAMANIAún no hay calificaciones
- Gestion de Mantenimiento de Maquinaria Pesada (4 de 4 - Pagina Del 46 Al 58)Documento13 páginasGestion de Mantenimiento de Maquinaria Pesada (4 de 4 - Pagina Del 46 Al 58)Bazan Antequera RuddyAún no hay calificaciones
- AUDITORIADocumento4 páginasAUDITORIAMariannyAún no hay calificaciones
- Qué Representa El Adecuado Mantenimiento para La IndustriaDocumento18 páginasQué Representa El Adecuado Mantenimiento para La IndustriajggjAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento5 páginasMantenimiento Productivo Totalkory shaskaAún no hay calificaciones
- Actividades Del TPMDocumento2 páginasActividades Del TPMjohannaAún no hay calificaciones
- Unidad 2Documento37 páginasUnidad 2Leopoldo Rosario RamosAún no hay calificaciones
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- RTQ 06118Documento13 páginasRTQ 06118Cristian GarciaAún no hay calificaciones
- Sistema Automatizado para La Gestión Del Mantenimiento PDFDocumento9 páginasSistema Automatizado para La Gestión Del Mantenimiento PDFCristian GarciaAún no hay calificaciones
- 489 Calidad en Mantenimiento IndustrialDocumento6 páginas489 Calidad en Mantenimiento IndustrialCristian GarciaAún no hay calificaciones
- tesisUPV3034 PDFDocumento351 páginastesisUPV3034 PDFCristian GarciaAún no hay calificaciones
- PRBSDocumento5 páginasPRBSCristian GarciaAún no hay calificaciones
- PAS 55 - Implementando Mejoramiento Continuo en AM - JBD 2004Documento13 páginasPAS 55 - Implementando Mejoramiento Continuo en AM - JBD 2004Cristian GarciaAún no hay calificaciones
- Comentarios Kinky BootsDocumento2 páginasComentarios Kinky Bootspaola vargasAún no hay calificaciones
- RetroalimentacionDocumento73 páginasRetroalimentacionEdilbertoAún no hay calificaciones
- Estatutos Juventudes Socialistas de MadridDocumento27 páginasEstatutos Juventudes Socialistas de MadridJuventudes Socialistas Alcorcón JsaAún no hay calificaciones
- Etica en Los NegociosDocumento12 páginasEtica en Los NegociosRoDri'c M'tzAún no hay calificaciones
- Proyecto Transversal de LEODocumento23 páginasProyecto Transversal de LEOLuis Adonais Santiago CarrascalAún no hay calificaciones
- Wuolah Free Coleccion Examenes ResueltosDocumento19 páginasWuolah Free Coleccion Examenes ResueltosWertyPlayerAún no hay calificaciones
- Uso de La Chicha de Jora Como Levadura Natural para La Producción de PanDocumento9 páginasUso de La Chicha de Jora Como Levadura Natural para La Producción de PanJunior Yepez SalazarAún no hay calificaciones
- Unidad 3. - Fase 4 - Aplicaciones Psicosociales de Las Teorías Contemporáneas - 403019 - 89Documento17 páginasUnidad 3. - Fase 4 - Aplicaciones Psicosociales de Las Teorías Contemporáneas - 403019 - 89Leidy Pérez100% (1)
- Planeación DidácticaDocumento5 páginasPlaneación DidácticaLupitta AlonsoAún no hay calificaciones
- RepasoDocumento9 páginasRepasofabriziomc98Aún no hay calificaciones
- 1 Tercerizacion Intenacional PDFDocumento550 páginas1 Tercerizacion Intenacional PDFSergio RosalesAún no hay calificaciones
- FodaDocumento2 páginasFodaTonio CastañedaAún no hay calificaciones
- Protocolo para Juzgar Con Perspectiva de Género - SCJNDocumento185 páginasProtocolo para Juzgar Con Perspectiva de Género - SCJNGil PazAún no hay calificaciones
- Historia Clínica - EjemploDocumento6 páginasHistoria Clínica - EjemploDiego UrgilesAún no hay calificaciones
- Albert KDocumento9 páginasAlbert KZulanyer Azuaje MendezAún no hay calificaciones
- Analitico 2Documento21 páginasAnalitico 2ANGELA MARION ZAMBRANA VERAAún no hay calificaciones
- Estadistica Control 5Documento7 páginasEstadistica Control 5Abraham RojasAún no hay calificaciones
- Estudio de La DemografiaDocumento5 páginasEstudio de La DemografiaStivieAaronHuallpaBordaAún no hay calificaciones
- Intervencion (Carta Descriptiva)Documento7 páginasIntervencion (Carta Descriptiva)Mary Carmen HuertaAún no hay calificaciones
- Espanhol 4Documento4 páginasEspanhol 4Carlos EduardoAún no hay calificaciones
- Wa0002.Documento6 páginasWa0002.AlejandroVasquezAún no hay calificaciones
- Boyacenses en Caldas TobasuraDocumento24 páginasBoyacenses en Caldas TobasurafranklindussanAún no hay calificaciones
- Cronograma de Actividades Per CPMDocumento2 páginasCronograma de Actividades Per CPMEuder Alex Astete MamaniAún no hay calificaciones
- Liderazgo Laissez FaireDocumento7 páginasLiderazgo Laissez FaireDaniel IllapaAún no hay calificaciones
- Práctica Interdependencia BiologiaDocumento5 páginasPráctica Interdependencia BiologiaKalhev CorteAún no hay calificaciones
- 20 Ejemplos SilogismosDocumento5 páginas20 Ejemplos SilogismosANGELA FERNANDA OROZCO RAMIREZAún no hay calificaciones
- Practica 6Documento8 páginasPractica 6Sarah SanchezAún no hay calificaciones