También podría gustarte
- Secretaría de Integración Económica Centroamericana: FuncionesDocumento6 páginasSecretaría de Integración Económica Centroamericana: FuncionesJavier MoisésAún no hay calificaciones
- Informe 4 Conservación de Alimentos Por RefrigeraciónDocumento12 páginasInforme 4 Conservación de Alimentos Por RefrigeraciónJavier Moisés100% (1)
- Erosión CosteraDocumento8 páginasErosión CosteraJavier MoisésAún no hay calificaciones
- Ley Dodd-Frank de Reforma de Wall Street y Protección Al ConsumidorDocumento6 páginasLey Dodd-Frank de Reforma de Wall Street y Protección Al ConsumidorJavier MoisésAún no hay calificaciones
- Informe 3 IrradiacionDocumento14 páginasInforme 3 IrradiacionJavier MoisésAún no hay calificaciones
- Solicitud Carta Presentacion para Prac Pre ProfesionalesDocumento1 páginaSolicitud Carta Presentacion para Prac Pre ProfesionalesJavier MoisésAún no hay calificaciones
- Tablas de Trazabilidad Guia 1Documento22 páginasTablas de Trazabilidad Guia 1Javier MoisésAún no hay calificaciones
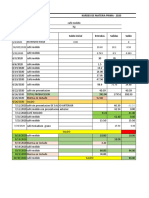
- Kardex CafeDocumento2 páginasKardex CafeJavier MoisésAún no hay calificaciones
- Ejemplo D EmpresaDocumento245 páginasEjemplo D EmpresaJavier MoisésAún no hay calificaciones
- Coagulacion y FoculacionDocumento1 páginaCoagulacion y FoculacionJavier MoisésAún no hay calificaciones
- Trabajo HerbarioDocumento15 páginasTrabajo HerbarioJavier MoisésAún no hay calificaciones
- ExamenDocumento8 páginasExamenJavier MoisésAún no hay calificaciones
- SecadoDocumento9 páginasSecadoJavier MoisésAún no hay calificaciones
- Secado 2Documento10 páginasSecado 2Javier MoisésAún no hay calificaciones
- Semilla de Cafe y Demas WebadasDocumento9 páginasSemilla de Cafe y Demas WebadasJavier MoisésAún no hay calificaciones
- REQUERIMIENTOS Metabolismo BasalDocumento21 páginasREQUERIMIENTOS Metabolismo BasalJavier MoisésAún no hay calificaciones
- Sesgo MuestralDocumento2 páginasSesgo MuestralJavier MoisésAún no hay calificaciones
- Quemado de La AceitunaDocumento1 páginaQuemado de La AceitunaJavier MoisésAún no hay calificaciones
- Principales Pruebas Que Realizan El Laboratorio de Control de Calidad de Una Planta de Extracción de Aceite de Oliva VirgenDocumento1 páginaPrincipales Pruebas Que Realizan El Laboratorio de Control de Calidad de Una Planta de Extracción de Aceite de Oliva VirgenJavier MoisésAún no hay calificaciones
- Nivelacion de Quimica MateDocumento1 páginaNivelacion de Quimica Matelina marcela castañeda valenciaAún no hay calificaciones
- Cacampaña de Bien Social A Favor Del Reciclaje en Escuelas Públicas de Santo Domingo, RepDocumento16 páginasCacampaña de Bien Social A Favor Del Reciclaje en Escuelas Públicas de Santo Domingo, Repanon_84223211Aún no hay calificaciones
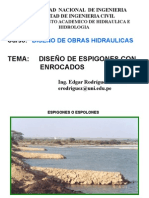
- 4 - EspigonesDocumento34 páginas4 - EspigonesCesar Cruz Romero100% (1)
- Fazio, A. - El Trabajo Inmaterial Como Problema de La Filosofía PDFDocumento142 páginasFazio, A. - El Trabajo Inmaterial Como Problema de La Filosofía PDFFernando Delfino PoloAún no hay calificaciones
- Ser Nume CardDocumento23 páginasSer Nume CardmaticretonAún no hay calificaciones
- Introducción A La Geografía. Localización, Límite y Superficie.Documento6 páginasIntroducción A La Geografía. Localización, Límite y Superficie.Yazmin SorianoAún no hay calificaciones
- Expo IngeDocumento32 páginasExpo Ingerafito123456Aún no hay calificaciones
- Fisica ModernaDocumento4 páginasFisica ModernagerardOAún no hay calificaciones
- Tarea de SuelosDocumento8 páginasTarea de SuelosRockicita QuintanillaAún no hay calificaciones
- U 3 - Sesión - 1Documento6 páginasU 3 - Sesión - 1luis angel huaman mercadoAún no hay calificaciones
- Proyecto Dennis TessisDocumento32 páginasProyecto Dennis TessisDennis Ricopa VasquezAún no hay calificaciones
- Cuantas Plantas Hidroelectricas Tiene Mexico en OperacionDocumento12 páginasCuantas Plantas Hidroelectricas Tiene Mexico en OperacionMauricioHuertaAún no hay calificaciones
- N 01 21 Hidrogeno VerdeDocumento44 páginasN 01 21 Hidrogeno VerdeAle AleAún no hay calificaciones
- Minas Subterraneas en El PeruDocumento12 páginasMinas Subterraneas en El PeruFabricio Fernandez CaceresAún no hay calificaciones
- Ninos Indigo y CristalDocumento2 páginasNinos Indigo y CristalEnrike HerreraAún no hay calificaciones
- Wuolah-Free-Apuntes T.1-4 (1°parcial) IpadDocumento7 páginasWuolah-Free-Apuntes T.1-4 (1°parcial) IpadandresAún no hay calificaciones
- 2021-1 Operaciones Unitarias DiagramasDocumento43 páginas2021-1 Operaciones Unitarias DiagramasJavier AlbertoAún no hay calificaciones
- Ejercicio 5 Ciencias de La VidaDocumento3 páginasEjercicio 5 Ciencias de La VidaJessyca GarciaAún no hay calificaciones
- Trabajo Final de Medio AmbienteDocumento4 páginasTrabajo Final de Medio Ambienteluis gomezAún no hay calificaciones
- Practica 7 CalorimetroDocumento4 páginasPractica 7 CalorimetropayasitastarAún no hay calificaciones
- 02 Gerardo Ramírez - Manejo y Mantenimiento de Plantas AcuáticasDocumento45 páginas02 Gerardo Ramírez - Manejo y Mantenimiento de Plantas AcuáticasPaola HernandezAún no hay calificaciones
- Resumen - FebreroDocumento1 páginaResumen - FebreroAna SolisAún no hay calificaciones
- 6º Ciencias Semana30Documento14 páginas6º Ciencias Semana30Moises HernandezAún no hay calificaciones
- Mapa Curricular 2016Documento1 páginaMapa Curricular 2016Gabriell NevarezAún no hay calificaciones
- Ec Quimica 1 Semestral I Ade - Aduni 2016 PDFDocumento13 páginasEc Quimica 1 Semestral I Ade - Aduni 2016 PDFGianfrancoAún no hay calificaciones
- La Hipotesis de Dryas Reciente (Traducción)Documento20 páginasLa Hipotesis de Dryas Reciente (Traducción)elarenoso25Aún no hay calificaciones
- Planificación 2° 2022Documento5 páginasPlanificación 2° 2022Paola Andrea Hernández PradenasAún no hay calificaciones
- Síntesis Del Video de Al Menos Una Hoja+ Conclusiones + Bibliografía.Documento4 páginasSíntesis Del Video de Al Menos Una Hoja+ Conclusiones + Bibliografía.tatianaAún no hay calificaciones
- Estrategias de Diversificación - 2010 Altieri y Nichols PDFDocumento83 páginasEstrategias de Diversificación - 2010 Altieri y Nichols PDFJOSE ALBERTO MEDINAAún no hay calificaciones