También podría gustarte
- ESDI Materiales y TecnologiaDocumento28 páginasESDI Materiales y TecnologiaM.José Copons Gallo100% (1)
- Llama (Lama Gama)Documento18 páginasLlama (Lama Gama)Mara Caballero TicahuancaAún no hay calificaciones
- Algodon Informe 2021Documento5 páginasAlgodon Informe 2021jhonderAún no hay calificaciones
- Fibras TextilesDocumento22 páginasFibras TextilesJonathan Gaspar MendivilAún no hay calificaciones
- Fibras TextilesDocumento4 páginasFibras TextilesDiego VasquezAún no hay calificaciones
- CONDORI TOALA, Paolo-LAB 1Documento7 páginasCONDORI TOALA, Paolo-LAB 1Mauricio Armando Jaén FlórezAún no hay calificaciones
- Textil ChavinDocumento29 páginasTextil ChavinJhony Mejia CruzadoAún no hay calificaciones
- SESION 11 Lavado y RendimientoDocumento19 páginasSESION 11 Lavado y RendimientoRosa Huaraca AparcoAún no hay calificaciones
- MEZCLASDocumento4 páginasMEZCLASEli Wilson Mc100% (1)
- Ejercicio 3-Procesos TextilesDocumento5 páginasEjercicio 3-Procesos Textilescelina siguasAún no hay calificaciones
- Procesos de Aperturas y MezclaDocumento18 páginasProcesos de Aperturas y MezclaChei- son100% (1)
- Algodon PeruanoDocumento40 páginasAlgodon PeruanoIvancito Iinanovich HuamanAún no hay calificaciones
- El Algodón NINADocumento35 páginasEl Algodón NINAJose Martin Chuctaya Macedo100% (1)
- Informe de Entrenamiento DHDocumento11 páginasInforme de Entrenamiento DHCarrillo FrankAún no hay calificaciones
- Los Hilos de CoserDocumento31 páginasLos Hilos de CoserFranklin Amett Rúa Anampa50% (4)
- El Arte de Hacer Vestuario 3 (El Hilo) .Documento7 páginasEl Arte de Hacer Vestuario 3 (El Hilo) .li-C.100% (1)
- Trabajo Analisis de HilosDocumento34 páginasTrabajo Analisis de HilosLisseth HuayanayAún no hay calificaciones
- Algodon PimaDocumento2 páginasAlgodon PimaLamixD100% (1)
- Franz Factores Que Afectan La Calidad de La LanaDocumento50 páginasFranz Factores Que Afectan La Calidad de La LanaDAYANA0% (1)
- Fibras VegetalesDocumento4 páginasFibras VegetalesRosyGonzalezAún no hay calificaciones
- TEJEDURIADocumento39 páginasTEJEDURIAmishellAún no hay calificaciones
- Clase HILOS1Documento40 páginasClase HILOS1Alex Julio Quincho RojasAún no hay calificaciones
- Actividad de Hilatura AlgodonDocumento6 páginasActividad de Hilatura AlgodonjcrodgonAún no hay calificaciones
- Telas No TejidasDocumento14 páginasTelas No TejidasJuan AlvaradoAún no hay calificaciones
- Fibra CañamoDocumento11 páginasFibra CañamoClaudia MartinezAún no hay calificaciones
- Practica #2 Longitud Mecha FibrasDocumento33 páginasPractica #2 Longitud Mecha FibrasLUIS0% (1)
- Fibras NaturalesDocumento21 páginasFibras NaturalesAnita VallejosAún no hay calificaciones
- TejeduriaDocumento44 páginasTejeduriamadeleineAún no hay calificaciones
- DenimDocumento26 páginasDenimLenisAún no hay calificaciones
- Fibras VegetalesDocumento5 páginasFibras Vegetalesana rosa herranAún no hay calificaciones
- FORODocumento9 páginasFOROcelina siguas100% (2)
- Universidad Técnica Del NorteDocumento9 páginasUniversidad Técnica Del NortePAOLA JIRETH LEON REYESAún no hay calificaciones
- Proceso de Producción Del Algodón.Documento2 páginasProceso de Producción Del Algodón.ojpenatAún no hay calificaciones
- Cada Fibra Es Segregada en Un Folículo Piloso y Consta de Una Cubierta Externa EscamosaDocumento3 páginasCada Fibra Es Segregada en Un Folículo Piloso y Consta de Una Cubierta Externa EscamosaJhulinho Ccallo zuñigaAún no hay calificaciones
- HT7. It.Documento2 páginasHT7. It.DulceCatúnGuevaraAún no hay calificaciones
- Hilatura e HilofDocumento23 páginasHilatura e HilofROSA FIORELA MONTES HUAMANIAún no hay calificaciones
- Presentación 1Documento18 páginasPresentación 1ANA MARIA LARCO ROMEROAún no hay calificaciones
- Material de Estudio LANADocumento17 páginasMaterial de Estudio LANAAye NievesAún no hay calificaciones
- Determinacion de Finura o Diametro de La Lana de Ovino ImprimirDocumento8 páginasDeterminacion de Finura o Diametro de La Lana de Ovino Imprimirgladys_zapana0% (1)
- Cotton 100Documento3 páginasCotton 100Pierre Angelo Rondón LenguaAún no hay calificaciones
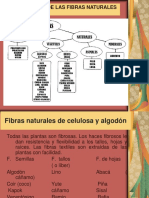
- Fibras Naturales de Celulosa y AlgodónDocumento40 páginasFibras Naturales de Celulosa y AlgodónAnthony Rodriguez ParedesAún no hay calificaciones
- Clase 10 Urm PDFDocumento89 páginasClase 10 Urm PDFJuan Carlos Flores LlamocaAún no hay calificaciones
- Propiedades de Las FibrasDocumento48 páginasPropiedades de Las FibrasLuis Angel SuletaAún no hay calificaciones
- 3 e PDFDocumento26 páginas3 e PDFRonald RodriguezAún no hay calificaciones
- Telas Vegetales y AnimalesDocumento6 páginasTelas Vegetales y AnimalesMario David Gomez Canel0% (1)
- Tejido y JacquardDocumento7 páginasTejido y JacquardDanii HalleyAún no hay calificaciones
- La LanaDocumento9 páginasLa LanaangieAún no hay calificaciones
- Manual de Producto TejidosDocumento38 páginasManual de Producto TejidosNoely Navarro Lira100% (1)
- Clasificación de Las Fibras TextilesDocumento5 páginasClasificación de Las Fibras TextilesVely CalderonAún no hay calificaciones
- LanaDocumento6 páginasLanamichell abigailAún no hay calificaciones
- Parámetros de Control de Fibras TextilesDocumento29 páginasParámetros de Control de Fibras Textileskaren50% (4)
- Clasificacion de AlgodonDocumento5 páginasClasificacion de AlgodonGuayaberas Juan CarlosAún no hay calificaciones
- Linea FemeninaDocumento10 páginasLinea FemeninaDiana Carolina Romero SanabriaAún no hay calificaciones
- Fibras Textiles 2022Documento45 páginasFibras Textiles 2022Ivette Campos MorettiAún no hay calificaciones
- 05A Ficha Tecnica de Producto - FIBRA DE ALGODON PDFDocumento4 páginas05A Ficha Tecnica de Producto - FIBRA DE ALGODON PDFRosalyMullisacaValencia0% (1)
- Propiedades de Las Fibras en MezclasDocumento16 páginasPropiedades de Las Fibras en Mezclaselias FittipaldiAún no hay calificaciones
- Qué Es Un Hilo de CoserDocumento6 páginasQué Es Un Hilo de CoseralfsolcaAún no hay calificaciones
- FIBRAS TEXTILES Parcial1Documento13 páginasFIBRAS TEXTILES Parcial1haroldointecapAún no hay calificaciones
- Ganchillo - De las nociones básicas a proyectos espectaculares: Las técnicas más importantes y más de 35 proyectos para realizarDe EverandGanchillo - De las nociones básicas a proyectos espectaculares: Las técnicas más importantes y más de 35 proyectos para realizarCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Iniciación en materiales, productos y procesos textiles. TCPF0309De EverandIniciación en materiales, productos y procesos textiles. TCPF0309Aún no hay calificaciones
- Qu325b-Guia de Laboratorio2017Documento48 páginasQu325b-Guia de Laboratorio2017Renan LezamaAún no hay calificaciones
- Lavado de Lana PDFDocumento42 páginasLavado de Lana PDFelvis bellidoAún no hay calificaciones
- Biomecánica OcupacionalDocumento6 páginasBiomecánica Ocupacionalelvis bellidoAún no hay calificaciones
- Ooo Oooooooooo Oooooooooo Oooooooooo OoooooooooDocumento30 páginasOoo Oooooooooo Oooooooooo Oooooooooo Ooooooooooelvis bellidoAún no hay calificaciones
- Pilling Alumnos 2018Documento3 páginasPilling Alumnos 2018elvis bellidoAún no hay calificaciones
- 1ra PC - PA635Documento4 páginas1ra PC - PA635elvis bellidoAún no hay calificaciones
- Pilling Alumnos 2018Documento3 páginasPilling Alumnos 2018elvis bellidoAún no hay calificaciones
- BlanqueoDocumento16 páginasBlanqueoelvis bellidoAún no hay calificaciones
- Blanqueo Con Peróxido de Hidrogeno y Bio Blanqueo PenulDocumento55 páginasBlanqueo Con Peróxido de Hidrogeno y Bio Blanqueo Penulelvis bellidoAún no hay calificaciones
- PSICROMETRIADocumento43 páginasPSICROMETRIAXavier Jaimes100% (12)
- AntipillinteoriaDocumento13 páginasAntipillinteoriaelvis bellidoAún no hay calificaciones
- Resistencai de Materiales Sistemas VigasDocumento7 páginasResistencai de Materiales Sistemas Vigaselvis bellidoAún no hay calificaciones
- Botonera IndustrialDocumento2 páginasBotonera Industrialelvis bellidoAún no hay calificaciones
- Martinez RVDocumento76 páginasMartinez RVelvis bellidoAún no hay calificaciones
- 6 Labo Control 2 Tejido PlanoDocumento9 páginas6 Labo Control 2 Tejido Planoelvis bellidoAún no hay calificaciones
- Desencolado (02.04Documento64 páginasDesencolado (02.04elvis bellidoAún no hay calificaciones
- Beneficios Hilos Sin NudosDocumento1 páginaBeneficios Hilos Sin Nudoselvis bellidoAún no hay calificaciones
- Investigacion OperacionesDocumento7 páginasInvestigacion Operacioneselvis bellidoAún no hay calificaciones
- Blanqueo Con Peroxido UlDocumento7 páginasBlanqueo Con Peroxido Ulelvis bellidoAún no hay calificaciones
- BlanqueoDocumento16 páginasBlanqueoelvis bellidoAún no hay calificaciones
- 04 Aplicaciones en La ProduccionDocumento8 páginas04 Aplicaciones en La ProduccionFred Randhal Astucuri QuispeAún no hay calificaciones
- Blanqueadores OpticosDocumento52 páginasBlanqueadores OpticosAndre Zuñiga CamposAún no hay calificaciones
- Labocontl2coree Nro 1Documento22 páginasLabocontl2coree Nro 1elvis bellidoAún no hay calificaciones
- Hilatura Control Calidad TextilDocumento4 páginasHilatura Control Calidad Textilelvis bellidoAún no hay calificaciones
- Algas MarinasDocumento15 páginasAlgas Marinaselvis bellidoAún no hay calificaciones
- Implementacion de Un Sistema de Mejora Continua EnfocadopptDocumento11 páginasImplementacion de Un Sistema de Mejora Continua Enfocadopptelvis bellidoAún no hay calificaciones
- Equipo de Control CalidadDocumento17 páginasEquipo de Control Calidadelvis bellidoAún no hay calificaciones
- Productividad W MetodosDocumento7 páginasProductividad W Metodoselvis bellidoAún no hay calificaciones
- Laboratorio Control CalidadDocumento10 páginasLaboratorio Control Calidadelvis bellidoAún no hay calificaciones
- Spun Yarns Estructure by Lewis - En.es TraduccionDocumento9 páginasSpun Yarns Estructure by Lewis - En.es Traduccionelvis bellidoAún no hay calificaciones
- Atomos ExoticosDocumento1 páginaAtomos ExoticosAlvaro Rafael MartínezAún no hay calificaciones
- MSDS Orange Degreaser PDFDocumento1 páginaMSDS Orange Degreaser PDFviviklumAún no hay calificaciones
- MatematicasDocumento9 páginasMatematicasmarly rodriguezAún no hay calificaciones
- Apunte Martinez Fayó PDFDocumento134 páginasApunte Martinez Fayó PDFRaul LopezAún no hay calificaciones
- Sistemas de 1 Grado de LibertadDocumento3 páginasSistemas de 1 Grado de LibertadManolo ParAún no hay calificaciones
- Informe N 1 CIA Toma La ManoDocumento50 páginasInforme N 1 CIA Toma La ManoYole Jordy Ponte MorilloAún no hay calificaciones
- Simulación de Un Intercambiador de CalorDocumento7 páginasSimulación de Un Intercambiador de CalorJazmin Flores MondragónAún no hay calificaciones
- 28-Teorema de La Divergencia de GaussDocumento15 páginas28-Teorema de La Divergencia de GaussPedro PedroAún no hay calificaciones
- Acero Al CrMoDocumento21 páginasAcero Al CrMoHugo EnriqueAún no hay calificaciones
- M205 Ud02 02Documento45 páginasM205 Ud02 02Snow Gastón GaelAún no hay calificaciones
- Quimica Cap 10Documento65 páginasQuimica Cap 10Mark CastilloAún no hay calificaciones
- MANUAL-TECNOFARMA-2014 LaboratorioDocumento50 páginasMANUAL-TECNOFARMA-2014 LaboratorioElizabeth JohanAún no hay calificaciones
- Operaciones Con PolinomiosDocumento9 páginasOperaciones Con PolinomiosaxjosoAún no hay calificaciones
- Memoria de Cálculo Brazo IzajeDocumento10 páginasMemoria de Cálculo Brazo IzajeDiego OrellanaAún no hay calificaciones
- FISICADocumento11 páginasFISICAahsllyAún no hay calificaciones
- Laboratorio-3 UnmsmDocumento12 páginasLaboratorio-3 UnmsmPablo Adan EspinozaAún no hay calificaciones
- Catalogo AlferDocumento40 páginasCatalogo AlferPAblo R HMAún no hay calificaciones
- Prueba de CableDocumento2 páginasPrueba de CableOdepeli Libros EspecializadosAún no hay calificaciones
- El Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasDocumento16 páginasEl Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasCristian Camilo QuirogaAún no hay calificaciones
- Guía Metodológica de Balonmano.Documento43 páginasGuía Metodológica de Balonmano.bachelyAún no hay calificaciones
- Analizador Espectro ApuntesDocumento0 páginasAnalizador Espectro Apuntescarlosoli80Aún no hay calificaciones
- Programa QA 2016Documento6 páginasPrograma QA 2016Lilen CaniuqueoAún no hay calificaciones
- Hoja de Seguridad ProductoDocumento3 páginasHoja de Seguridad ProductoElianaAún no hay calificaciones
- Exposición Cibernetica - Pensamiento SistemicoDocumento41 páginasExposición Cibernetica - Pensamiento SistemicoBrayan VargasAún no hay calificaciones
- Sanitarias 2Documento1 páginaSanitarias 2Mary'karly Reyes SaldañaAún no hay calificaciones
- Estilos de DiagramasDocumento49 páginasEstilos de DiagramasNievesKarinaCAún no hay calificaciones
- UNIDAD 1: Números Enteros y Racionales: Apellidos: N.º de Lista: Nombre: Grupo: CalificaciónDocumento12 páginasUNIDAD 1: Números Enteros y Racionales: Apellidos: N.º de Lista: Nombre: Grupo: CalificaciónemiliAún no hay calificaciones
- Tipo de Actuadores EléctricosDocumento4 páginasTipo de Actuadores EléctricosEnrique AlvarezAún no hay calificaciones
- TRITEC Catalogo Productos EspDocumento148 páginasTRITEC Catalogo Productos EspDavid Andres Zapata PiñerosAún no hay calificaciones